Ремонт головки блока цилиндров
Ремонт головки блока цилиндров Volkswagen Sharan
Проверка клапанных пружин

Рис. 396. Детали клапанов: 1 — тарельчатый толкатель; 2 — половины конической фаски клапана; 3 — верхняя тарелка клапанной пружины; 4 — внешняя клапанная пружина; 5 — внутренняя клапанная пружина; 6 — нижнее седло клапанной пружины; 7 — маслоотражательный колпачок; 8 — направляющая втулка клапана; 9 — головка блока цилиндров; 10 — сальник распределительного вала; 11 — клапаны
Проверка клапанных пружин осуществляется так же, как и для бензинового двигателя (детали клапанов показаны на
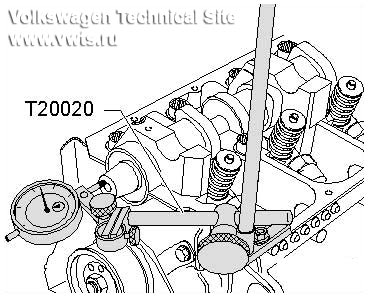
Рис. 397. Проверка индикатором зазора стержня клапана в направляющей втулке клапана
Установите индикатор, как это показано на 
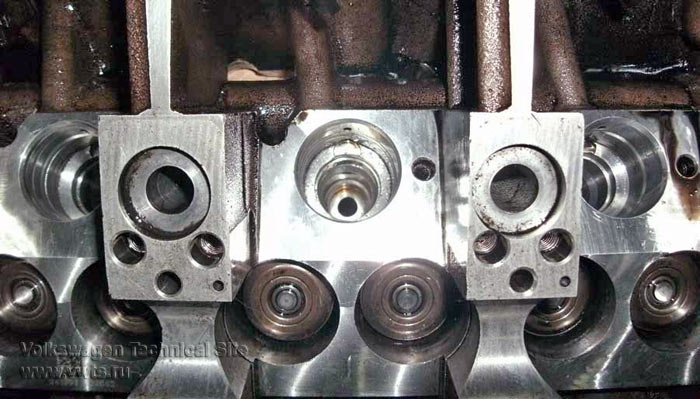
Рис. 398. Вид седла клапана (Значения показанных измерений приведены в таблице регулировок и контроля.): a — диаметр седла клапана; b — диаметр головки клапана; c — ширина седла клапана
Седла клапанов обработайте в соответствии с показанными на 
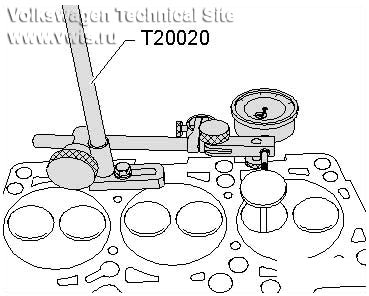
Рис. 399. Измерение глубины a при дополнительной обработке седел клапанов (показано стрелками)
— измерьте интервал а (
Рис. 400. Притирка клапана
— отшлифуйте обработанные седла клапанов. Для этого нанесите на седло клапана небольшое количество притирочной пасты и установите клапан в соответствующее седло. Вращательным движением вперед-назад (
Рис. 401. Основные размеры клапанов. Точные значения величин следует смотреть в таблице регулировок и контроля. Значение d не может быть меньше минимальной номинальной величины этого размера: a — диаметр тарелки клапана; b — диаметр стержня клапана, c — длина клапана; d — край тарелки клапана; a = 45°
Проведите замеры (
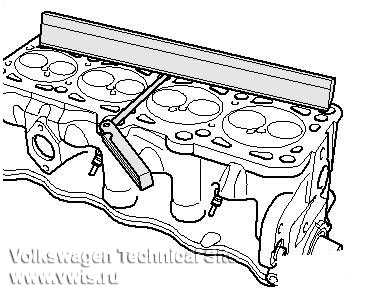
Рис. 402. Проверка головки блока цилиндров на деформацию при помощи измерительной линейки и щупа
Тщательно почистите сопрягаемые плоскости головки блока цилиндров и блока цилиндров и проверьте поверхность головки блока цилиндров на деформацию. Для этого положите на головку измерительную линейку (
Рис. 403. Проверка биения распределительного вала
Для определения износа распределительного вала зажмите его, как это показано на 
Рис. 404. Измерение осевого зазора распределительного вала
Для измерения осевого зазора распределительного вала вложите распределительный вал в головку блока цилиндров (без толкателей) и закрепите его крайними крышками подшипников. Установите головку блока цилиндров на гладкую поверхность. Установите индикатор на торцовой поверхности (рис. 404) и подвигайте вал вперед назад по направлению оси. Зазор не должен быть больше 0,15 мм. В противном случае изношена опорная поверхность крышки подшипника.
Видео про «Ремонт головки блока цилиндров» для Volkswagen Sharan
1.9 turbo diesel AFN снимаем головку блока цилиндров часть 5Восстановление/ремонт ГБЦ VW 1z/AFN 1.9 tdi 90 hp (л.с.)
Дизельная головка некоторые тонкости ремонта
Источник
Фотоотчет Ремонт ГБЦ двигателя BXE 1,9 TDI PD насос-форсунки
Сразу скажу, что в своей ElsaWin много чего не нашел, поэтому, за основу брал отчет seric и получал от него советы и некоторые размерные величины.
Пишу по старой памяти, работа проделана в начале осени, насыщенной большим количеством событий.
Часть фото не нашел, но и этого для одного раза мне много.
Начну не с самого начала, процесс снятия-установки опущен.
Но после снятия ступицы распредвала, необходимо измерить осевой люфт оного. Предел 0,15мм.
Я этого не делал, потому что ощутить руками люфт не смог. значит в норму укладывается.
Итак.
Вид мотора после снятия ГБЦ.

Цилиндры закрыть ветошью, да и сам блок накрыть не помешает.

Вот сам объект. Без НФ и свечей накала.


Колодцы НФ в приличном состоянии, пока ремонт не нужен.
Далее рассухариваем клапана, пружины, тарелки, сухари укладываем по порядку. Хотя разницы не заметил.
Фото нет.
Далее нужно измерить поперечный люфт клапана в седле.
Максимум 1,3 мм. Здесь на впускных клапанах 1 и 4 цилиндра было более 2 мм, остальные в допуске, но на пределе, только 2 плотно сидят.
Это результат заклиненных и разбитых компенсаторов.
А вот и клапана, снятые с ГБЦ,

форма рабочей кромки оставляет желать лучшего. после борьбы с жабой, решено — менять все.
Моем ГБЦ щелочным раствором, берем корр-щетку, на подобие этих(еще одна поменьше, не попала),

чистим впускные и выпускные каналы.



Проверка ГБЦ на плоскость, отклонений не выявила, имеющиеся щупы не находили щель. Максимально допускается 0,1 мм.
Чуть не забыл, обязательное измерение размера «a»

Решил воспользоваться глубиномером, точности достаточно.
Для BXE и всех 1,9PD:
— впускные клапана: не менее 43,4 мм
— выпускные клапана: не менее 43,2 мм
Здесь все с большим запасом, найду — добавлю.
Инструмент для запрессовки и выпрессовки направляющих втулок клапанов переточен из ВАЗовской.

Решил все поменять. Действуем. Кроме как нагреть ГБЦ строительным феном, ничего не придумал.

Выколачиваю. ГБЦ на деревянных проставках, выходят довольно легко.
И тут обнаруживается следующее.

Слева, купленные Fresca, G3593, справа выбитая из ГБЦ.

Kolbenschmidt, 81-33103, втулка направляющая клапана двигателя — эти втулки без косяков, но немного дороже.
Информации по № запчасти так и не нашел, поэтому пришлось переточить. Срезан выступ и укорочена снизу. Из морозилки.

Вот выколотка с дистанционной втулкой и направляющей, в положении для запрессовки.(для наглядности)

Греем место направляющей, втулки при этом находятся в морозильной камере, всего -25°C. Жидкого азота не дождался. Но все получилось.
Быстро и аккуратно заколачиваем втулки клапанов на место. Пришлось, правда, две поменять, оказался разностен.(выяснилось при начале зенкования)
Позже добавлю № купленных втулок. Если кто-то подскажет какие втулки для этого мотора нужны, буду признателен.
Теперь, купленные клапана впускные:


А вот разница между ними.


Autowelt VI-51016, Kolbenschmidt 331123 и стоявший (хочется думать оригинал) 038 109 601 E, слева направо.
Выпускные:


Autowelt VE-51016, 038 109 611 E
Еще, проводил замеры твердости переносным твердомером (по HV5) всех клапанов, для успокоения (результат в цифрах тоже не может быть выложен ), мерил тарелку и часть штока чуть ниже канавок для сухарей:
Kolbenschmidt — отличие от оригинала в погрешности измерений,
Autowelt — тарелка впуск и выпуск 10-15% тверже оригинала, шток — мягче, порядка 5%, совсем незначительно. Числовых значений не помню.
Размеры:
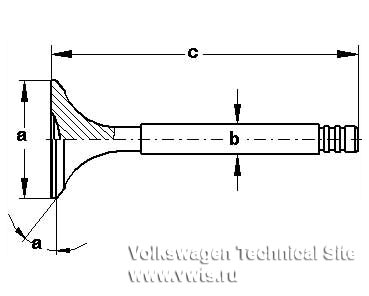
Впускной Выпускной
Ø a mm 35,95 31,45
Ø b mm 6,980 6,956
c mm 89,95 89,95
α ° 45 45
Для создания необходимого теплового зазора между клапаном и направляющей необходимо «развернуть» последнюю.
Я использовал развертку с переменным размером на 7мм, откровенно говоря, одноразовая штука, но и цена в пределах 200р.
Зазор стандартный, минимум:
впуск = 0.03 мм ,
выпуск = 0,04 мм.
На том и остановился.


Помятуя белорусского товарища, подобрал такой девайс.

Пришлось немного доработать — проточить ось под размер направляющих клапанов.
Мягкие, конечно, волна получается при обработке на 45° впускных клапанов, 60° и выпускные — почти без нареканий.
Но серьезной обработки требовали только 2 впускных. Притирать тяжело.

Для контроля обработки поверхности седла клапана используем известный способ.

Теперь можно прикинуть выступание клапанов, только размеров так и не дождался для PD моторов.

Измерял тем же глубиномером. Найду результаты, допишу, а номиналы, надеюсь, добавите.
У меня была возможность рокировки впускных клапанов, Autowelt оказались на
2 г тяжелее, и на 0,25 мм толще в тарелке. Сняли по 0,15, масса сравнялась.
Недостающее (как думается) выступание добавилось. Плюс шлифанул ГБЦ.
Вот все готово к притирке клапанов. Полученная «волна» обязывает.

Наносим смазку на будующий поясок

На шток клапана

И немного притирочной пасты на рабочую плоскость клапана.

Работаем, на двух или 3-х клапанах получилось о-очень долго.



Ну и все, пока.
После этого продуваем ГБЦ и максимально очищаем все каналы.
Засухариваем клапана, устанавливаем на место. но это, думается, уже другая история.
Уф-ф-ф. 
На истину в первой инстанции не претендую, поправляйте. С машиной все норм.
Upd. Part number:

Производитель: FRECCIA
Артикул: G11257
Описание поставщика: направляющие клапана Впуск/Выпуск VAG 7mm свеж TDI короткие 12.04x7x31.5
Характеристики:
Длина [мм] 31,5
Материал Бронза
Внутренний диаметр 7
Внешний диаметр [мм] 12,06
Тип клапана для входных клапанов
Тип клапана для выходных клапанов.
Производитель: METELLI
Артикул: 012817
Наименование: Направляющая клапана
Описание поставщика: направляющая клапана
Характеристики:
Вес [кг] 0.02
Материал Бронза
Внутренний диаметр 7
Внешний диаметр [мм] 12,06
Тип клапана для входных клапанов
Тип клапана для выходных клапанов
Длина [м] 31,5
Источник
Фотоотчет Ремонт ГБЦ двигателя BXE 1,9 TDI PD насос-форсунки
Сразу скажу, что в своей ElsaWin много чего не нашел, поэтому, за основу брал отчет seric и получал от него советы и некоторые размерные величины.
Пишу по старой памяти, работа проделана в начале осени, насыщенной большим количеством событий.
Часть фото не нашел, но и этого для одного раза мне много.
Начну не с самого начала, процесс снятия-установки опущен.
Но после снятия ступицы распредвала, необходимо измерить осевой люфт оного. Предел 0,15мм.
Я этого не делал, потому что ощутить руками люфт не смог. значит в норму укладывается.
Итак.
Вид мотора после снятия ГБЦ.
Цилиндры закрыть ветошью, да и сам блок накрыть не помешает.
Вот сам объект. Без НФ и свечей накала.
Колодцы НФ в приличном состоянии, пока ремонт не нужен.
Далее рассухариваем клапана, пружины, тарелки, сухари укладываем по порядку. Хотя разницы не заметил.
Фото нет.
Далее нужно измерить поперечный люфт клапана в седле.
Максимум 1,3 мм. Здесь на впускных клапанах 1 и 4 цилиндра было более 2 мм, остальные в допуске, но на пределе, только 2 плотно сидят.
Это результат заклиненных и разбитых компенсаторов.
А вот и клапана, снятые с ГБЦ,
форма рабочей кромки оставляет желать лучшего. после борьбы с жабой, решено — менять все.
Моем ГБЦ щелочным раствором, берем корр-щетку, на подобие этих(еще одна поменьше, не попала),
чистим впускные и выпускные каналы.
Проверка ГБЦ на плоскость, отклонений не выявила, имеющиеся щупы не находили щель. Максимально допускается 0,1 мм.
Чуть не забыл, обязательное измерение размера «a»
Решил воспользоваться глубиномером, точности достаточно.
Для BXE и всех 1,9PD:
— впускные клапана: не менее 43,4 мм
— выпускные клапана: не менее 43,2 мм
Здесь все с большим запасом, найду — добавлю.
Инструмент для запрессовки и выпрессовки направляющих втулок клапанов переточен из ВАЗовской.
Решил все поменять. Действуем. Кроме как нагреть ГБЦ строительным феном, ничего не придумал.
Выколачиваю. ГБЦ на деревянных проставках, выходят довольно легко.
И тут обнаруживается следующее.
Слева, купленные Fresca, G3593, справа выбитая из ГБЦ.
Kolbenschmidt, 81-33103, втулка направляющая клапана двигателя — эти втулки без косяков, но немного дороже.
Информации по № запчасти так и не нашел, поэтому пришлось переточить. Срезан выступ и укорочена снизу. Из морозилки.
Вот выколотка с дистанционной втулкой и направляющей, в положении для запрессовки.(для наглядности)
Греем место направляющей, втулки при этом находятся в морозильной камере, всего -25°C. Жидкого азота не дождался. Но все получилось.
Быстро и аккуратно заколачиваем втулки клапанов на место. Пришлось, правда, две поменять, оказался разностен.(выяснилось при начале зенкования)
Позже добавлю № купленных втулок. Если кто-то подскажет какие втулки для этого мотора нужны, буду признателен.
Теперь, купленные клапана впускные:
А вот разница между ними.
Autowelt VI-51016, Kolbenschmidt 331123 и стоявший (хочется думать оригинал) 038 109 601 E, слева направо.
Выпускные:
Autowelt VE-51016, 038 109 611 E
Еще, проводил замеры твердости переносным твердомером (по HV5) всех клапанов, для успокоения (результат в цифрах тоже не может быть выложен ), мерил тарелку и часть штока чуть ниже канавок для сухарей:
Kolbenschmidt — отличие от оригинала в погрешности измерений,
Autowelt — тарелка впуск и выпуск 10-15% тверже оригинала, шток — мягче, порядка 5%, совсем незначительно. Числовых значений не помню.
Размеры:
Впускной Выпускной
Ø a mm 35,95 31,45
Ø b mm 6,980 6,956
c mm 89,95 89,95
α ° 45 45
Для создания необходимого теплового зазора между клапаном и направляющей необходимо «развернуть» последнюю.
Я использовал развертку с переменным размером на 7мм, откровенно говоря, одноразовая штука, но и цена в пределах 200р.
Зазор стандартный, минимум:
впуск = 0.03 мм ,
выпуск = 0,04 мм.
На том и остановился.
Помятуя белорусского товарища, подобрал такой девайс.
Пришлось немного доработать — проточить ось под размер направляющих клапанов.
Мягкие, конечно, волна получается при обработке на 45° впускных клапанов, 60° и выпускные — почти без нареканий.
Но серьезной обработки требовали только 2 впускных. Притирать тяжело.
Для контроля обработки поверхности седла клапана используем известный способ.
Теперь можно прикинуть выступание клапанов, только размеров так и не дождался для PD моторов.
Измерял тем же глубиномером. Найду результаты, допишу, а номиналы, надеюсь, добавите.
У меня была возможность рокировки впускных клапанов, Autowelt оказались на
2 г тяжелее, и на 0,25 мм толще в тарелке. Сняли по 0,15, масса сравнялась.
Недостающее (как думается) выступание добавилось. Плюс шлифанул ГБЦ.
Вот все готово к притирке клапанов. Полученная «волна» обязывает.
Наносим смазку на будующий поясок
На шток клапана
И немного притирочной пасты на рабочую плоскость клапана.
Работаем, на двух или 3-х клапанах получилось о-очень долго.
Ну и все, пока.
После этого продуваем ГБЦ и максимально очищаем все каналы.
Засухариваем клапана, устанавливаем на место. но это, думается, уже другая история.
Уф-ф-ф.
На истину в первой инстанции не претендую, поправляйте. С машиной все норм.
Upd. Part number:
Производитель: FRECCIA
Артикул: G11257
Описание поставщика: направляющие клапана Впуск/Выпуск VAG 7mm свеж TDI короткие 12.04x7x31.5
Характеристики:
Длина [мм] 31,5
Материал Бронза
Внутренний диаметр 7
Внешний диаметр [мм] 12,06
Тип клапана для входных клапанов
Тип клапана для выходных клапанов.
Производитель: METELLI
Артикул: 012817
Наименование: Направляющая клапана
Описание поставщика: направляющая клапана
Характеристики:
Вес [кг] 0.02
Материал Бронза
Внутренний диаметр 7
Внешний диаметр [мм] 12,06
Тип клапана для входных клапанов
Тип клапана для выходных клапанов
Длина [м] 31,5
slawka02
- Сообщения 1 602
- Реакции 507
- Баллы 30
slawka02
Я здесь живу
slawka02
Я здесь живу
seric
Хотелось бы уточнить несколько вопросов по данному отчету.
1. Какое выступание направляющей было задано при их замене ?
2. Как использовалась дистанционная втулка при замене направляющих, если на фото она стоит наоборот, вверх ногами ?
3. Каким образом резались фаски на седлах? Что вращалось пилот или шарошка ?
Не понятно почему не реставрировалась изношенная шахта НФ. На фото отчетливо видно, по крайней мере, одну.
Из других мелочей — рабочая фаска выпускных седел сильно завышена, что смещает зону контакта к краю клапанной фаски. На вид узковата.
Nik1958
Оракул
Скажем так. Заменил — работает ну и хорошо
Но позволю несколько ремарок…
В принципе замена клапанов и постановка направляющих описана на разных тематических форумах.
Подогреть головку можно было на электроплитке. Ну да ладно. Для охлаждения направляющей втулки лучше азота мало что придумаешь… Ну правда сейчас в продаже есть несколько аэрозолей, которые охлаждают деталь до минус 30-50 градусов. То есть нагрев голову до 100 -150 градусов и охладив направляющую до … можно посадить направляющую без каких либо ударов. И тут главное выдержать глубину посадки.
На бурт…? Так его сточили и до куда была посажена втулка неизвестно. По крайней мере в отчете этого нет.
Развертка направляющих… ТС пишет, что обеспечил зазор клапан направляющая
«Зазор стандартный, минимум:
впуск = 0.03 мм ,
выпуск = 0,04 мм.
На том и остановился.»
Нутромера Митатуя я не видел, измерительные пробки тоже не присутствуют, значит зазор мерился на сколько свободно «типа падает – не падает клапан»
По поводу применения шарожек…. Ну имею очень сильно свое мнение. Или инструментальная станочная обработка седел — это в идеале, где притирка вообще не делается. Там обрабатываются пара — седло – клапан на разные углы. Но я понимаю, что это дорого …и многим не доступна… ну тогда обработка инструментом типа Neway. Он однозначно не дает «волну». То есть я категорически против шарошек типа «Жигулевские»
После обработки седел Neway инструментом притирка клапанов идет в течение 1-2 минут. И не даёт повышенной ширины уплотняющей кромки
Источник