- 1П426ДФ3 Станок токарно-револьверный прутковый с ЧПУ описание, характеристики
- Сведения о производителе токарно-револьверного станка 1П426ДФ3
- Станки, выпускаемые Алапаевским станкостроительным заводом, АСЗ
- 1П426ДФ3 Станок токарно-револьверный с ЧПУ. Назначение, область применения
- Основные технические характеристики токарно-револьверного станка 1П426ДФ3
- Шпиндель токарно-револьверного станка 1П426ДФ3
- Особенности конструкции и принцип работы станка 1п426дф3
- Габарит рабочего пространства токарно-револьверного станка 1П426ДФ3
- Посадочные и присоединительные базы токарно-револьверного станка 1П426ДФ3. Конец шпинделя
- Посадочные и присоединительные базы токарно-револьверного станка 1П426ДФ3. Револьверная головка
- Наладочный чертеж токарно-револьверного станка 1П426ДФ3
- Общий вид токарно револьверного станка 1П426ДФ3
- Установочный чертеж токарно револьверного станка 1П426ДФ3
- Станок токарно-револьверный с ЧПУ. Видеоролик.
- Технические характеристики станка 1П426ДФ3
- Список литературы:
- Выполненные проекты
- Капитальный ремонт токарно-револьверного станка 1П426ДФ3
- Исправлено / ПЗ 6 Раздел 3 (НАЛАДКА СТАНКА)+
1П426ДФ3 Станок токарно-револьверный прутковый с ЧПУ
описание, характеристики

Сведения о производителе токарно-револьверного станка 1П426ДФ3
Изготовитель токарно-револьверного станка модели 1П426ДФ3 с ЧПУ — Алапаевский станкостроительный завод, АСЗ, основанный в 1942 году.
Станки, выпускаемые Алапаевским станкостроительным заводом, АСЗ
1П426ДФ3 Станок токарно-револьверный с ЧПУ. Назначение, область применения
Станок токарно-револьверный 1П426ДФ3 с ЧПУ предназначен для токарной обработки штучных деталей в полуавтоматическом цикле в условиях мелкосерийного и среднесерийного производства при повторяющихся партиях деталей 10—500 шт. (время обработки партии 0,25—2 смены).
На станке можно производить следующие виды токарной обработки: обточку, расточку, подрезку, проточку канавок, сверление, зенкерование, развертывание, нарезание резьб метчиками и плашками, а также резцами, обточку и расточку конических поверхностей, а также криволинейных поверхностей, образованных радиусами.
Модель станка 1П426ДФ3 отличается от 1П426Ф3 наличием второй (круглой) револьверной головки на суппорте.
Основные технические характеристики токарно-револьверного станка 1П426ДФ3
Разработчик — Ленинградское особое конструктМоскваое бюро автоматов и револьверных станков.
Изготовитель — Алапаевский станкостроительный завод АСЗ.
Основные параметры станка — в соответствии с ГОСТ 21608-76 Станки металлорежущие с ЧПУ.
- Наибольший диаметр заготовки типа Диск, устанавливаемой над станиной — Ø 500 мм
- Наибольший диаметр штучной заготовки — Ø 250 мм
- Наибольший диаметр обрабатываемого прутка — Ø 65 мм
- Количество револьверных головок — 2 мм
- Количество суппортов — 1 мм
- Наибольшая перемещение суппорта — 340 /560 мм
- Мощность электродвигателя — 18,5 кВт
- Вес станка полный — 8 т
Шпиндель токарно-револьверного станка 1П426ДФ3
- Конец шпинделя — по ГОСТ 12595 (Концы шпинделей фланцевые с коротким конусом)
- Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя — 8
- Внутренний (инструментальный) конус шпинделя — нет
- Диаметр сквозного отверстия в шпинделе — Ø 92 мм
- Пределы чисел прямых оборотов шпинделя с зажимным патроном — (18 ступеней, 12 переключаются автоматически) 30..1800 об/мин
Особенности конструкции и принцип работы станка 1п426дф3
Основная особенность токарно-револьверного станка 1П426ДФ3 — вертикальные направляющие суппорта и наличие двух револьверных головок, находящихся на одном суппорте.
Станок 1П426ДФ3 оснащен системой числового программного управления 2У22-61.
Система ЧПУ 2У22 осуществляет управление перемещениями суппорта в продольном и поперечном направлениях, а также одновременно в обоих направлениях, переключением скоростей вращения шпинделя, остановом и реверсом шпинделя, поворотом револьверных головок, подачей и зажимом прутка, включением и выключением охлаждения.
В главном приводе используется автоматическая коробка скоростей, обеспечивающая переключение 12 ступеней скоростей из 18 имеющихся. В приводах подач установлены высокомоментные двигатели постоянного тока с тиристорным управлением.
Станок имеет шести- и восьмипозиционные револьверные головки на крестовом суппорте.
Продольные салазки револьверного суппорта перемещаются по вертикальным направляющим станины, поперечные салазки перемещаются перпендикулярно к продольным. Револьверные головки могут поворачиваться на любое число позиции.
Перемещение суппорта одновременное в обоих направлениях (по осям X и Z) обеспечивает фасонное точение деталей.
Шероховатость обработанной поверхности при обработке стали Ra = 2,5 мкм.
Шероховатость обработанной поверхности при обработке при обработке цветных металлов Ra=1,25 мкм.
Класс точности — П по ГОСТ 8—82.
Разработчик — Ленинградское ОКБ АРС.
Габарит рабочего пространства токарно-револьверного станка 1П426ДФ3

Габарит рабочего пространства станка 1п426дф3
Посадочные и присоединительные базы токарно-револьверного станка 1П426ДФ3. Конец шпинделя

Конец шпинделя токарно-револьверного станка 1п426дф3
Посадочные и присоединительные базы токарно-револьверного станка 1П426ДФ3. Револьверная головка

Револьверные головки токарно-револьверного станка 1п426дф3
Наладочный чертеж токарно-револьверного станка 1П426ДФ3

Наладочный чертеж токарно-револьверного станка 1п426дф3
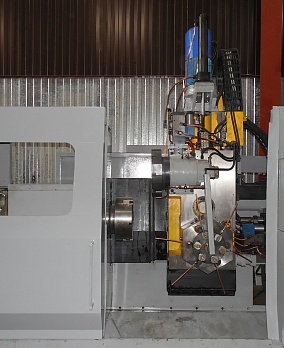
Общий вид токарно револьверного станка 1П426ДФ3

Фото токарно-револьверного станка 1п426дф3

Фото токарно-револьверного станка 1п426дф3

Фото токарно-револьверного станка 1п426дф3

Электродвигатель главного движения токарного станка 1п426дф3

Коробка скоростей токарно-револьверного станка 1п426дф3

Гидростанция токарно-револьверного станка 1п426дф3
Ходовой винт продольной подачи токарного станка 1п426дф3
Установочный чертеж токарно револьверного станка 1П426ДФ3

Установочный чертеж токарно-револьверного станка 1п426дф3
Станок токарно-револьверный с ЧПУ. Видеоролик.
Технические характеристики станка 1П426ДФ3
| Наименование параметра | 1П426ДФ3 |
|---|---|
| Основные параметры станка | |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 250 |
| Диаметр зажимных патронов, мм | 250; 315 |
| Наибольший диаметр обрабатываемого прутка, мм | 65 |
| Диаметр отверстия в шпинделе, мм | 92 |
| Расстояние от торца шпинделя до грани револьверной головки, мм | 350..850 |
| Расстояние от оси шпинделя до основания станка, мм | 1120 |
| Наибольший размер нарезаемой резьбы плашками и метчиками, мм | |
| Количество инструментов в револьверной головке | |
| Шпиндель | |
| Пределы чисел оборотов шпинделя с зажимным патроном, об/мин | 30..1800 |
| Количество скоростей шпинделя, об/мин | 18 |
| Конец шпинделя фланцевый по ГОСТ 12595-72 | 8 |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | |
| Суппорт. Подачи | |
| Наибольшее перемещение револьверного суппорта: продольное (Z)/ поперечное (X), мм | 560/ 340 |
| Диапазон скоростей продольных подач револьверного суппорта, мм/мин | 1..6000 |
| Диапазон скоростей поперечных подач револьверного суппорта, мм/мин | 0,5..3000 |
| Наибольшее усилие подач револьверного суппорта по оси Z/ X, кН | 20/ 10 |
| Время поворота круглой револьверной головки, с | 2 |
| Время поворота шестигранной револьверной головки, с | 3 |
| Величина перемещения ревоьверного суппорта по оси Z/ X на один импульс, мм | 0,010/ 0,005 |
| Количество инструментов в револьверной головке | 8; 6 |
| Электрооборудование станка | |
| Количество электродвигателей на станке, кВт | 6 |
| Электродвигатель главного привода, кВт | 18,5 |
| Электродвигатель привода продольной подачи, Н*м | 13 |
| Электродвигатель привода поперечной подачи, Н*м | 13 |
| Электродвигатель привода смазочной системы коробки скоростей, кВт | 0,55 |
| Электродвигатель гидропривода, кВт | 2,2 |
| Электродвигатель насоса охлаждения, кВт | 0,12 |
| Габариты и масса станка | |
| Габаритные размеры станка (длина, ширина, высота), мм | 3525 х 1570 х 2655 |
| Масса станка , кг | 8660 |
Список литературы:
Связанные ссылки. Дополнительная информация
Источник
Выполненные проекты
Капитальный ремонт токарно-револьверного станка 1П426ДФ3




Наименование, область применения оборудования, комплектность
- Полуавтомат 1П426ДФ3 предназначен для высокопроизводительной токарной обработки деталей из числа штучных заготовок применяется в условиях мелко- и среднесерийного производства при повторяющихся партиях деталей 10-500 шт. (время обработки партии 0,25-2 смены). Класс точности — П. Детали из пруткового материала обрабатываются в автоматическом цикле.
- Комплектность токарного станка, поставляемого после капитального ремонта на территории ООО «Станкотехцентр»:
- Станок мод. 1П426ДФ3, зав. № 83, 1987г выпуска в сборе;
- Механизм зажима;
- Привод датчика для нарезания резьбы;
- Устройство для подвода охлаждения;
- Транспортер для стружки;
- Руководство по эксплуатации на токарно-револьверного станка на 137 листах (основные технические характеристики, нормы точности).
- По завершении работ станок дополнительно комплектуется:
- комплектом эксплуатационной документации, включающим дополненное руководство по эксплуатации, паспорт станка, свидетельство о приемке, техническую документацию на комплектующие изделия и систему управления;
- комплектом ЗИП.
Работы по капитальному ремонту выполняются в соответствии с требованиями:
ГОСТ 7599-82 Станки металлообрабатывающие. Общие технические условия.
ГОСТ 12.2.009-99 Станки металлообрабатывающие. Общие требования безопасности.
ГОСТ Р МЭК 60204-1-2007 Безопасность машин. Электрооборудование машин и механизмов. Общие требования.
Перечень работ по капитальному ремонту и замене системы управления станка.
Модернизация системы ЧПУ:
- Замена системы программного управления 2У22 на современную систему УЧПУ NC- 201.
- Замена датчиков перемещения на современные датчики;
- Замена приводов подач постоянного тока на сервопривод ф. Omron (Yaskawa);
- Установка нового пульта с дальнейшим встраиванием в существующую металлоконструкцию станка;
- Установка нового электро-шкафа ф. IEK с применением современных комплектующих привода ф.Omron, НВА Schneider Electric, и т.д. и полная замена разводка электрооборудования по станку;
- Разработка программы электроавтоматики;
- Полный комплект технической документации по электрооборудованию и УЧПУ, схемы, спецификация, паспорта на комплектующие и т.д.
- Проверка комплектности, общего технического состояния;
- Разборка станка на узлы и детали, очистка, промывка, дефектовка деталей и узлов;
- Доработка корпусных деталей под установку новых и заменяемых узлов, предварительная окраска;
- Изготовление новых деталей и узлов взамен изношенных и отсутствующих:
- установочные узлы гидра, пневмосистемы, смазки механизмов;
- установочные узлы пультов управления и цифровой индикации;
- защитные панели, кожуха и т.д.
- Ремонт и стендовая обкатка всех узлов и механизмов.
Малярно-отделочные работы: Покраска в 2 слоя (цвет окраски станка RAL 7045 – серый светлый).
Испытания на надёжность и правильность функционирования управления и защит.
Контрольные испытания на точность, проверка комплектности, комплексная сдача.
Оформление документации (руководство по эксплуатации, включая паспорт, свидетельство о приемке и иную техническую документацию, полученную в результате ремонта и модернизации станка).
Источник
Исправлено / ПЗ 6 Раздел 3 (НАЛАДКА СТАНКА)+
3 Наладка станка с ЧПУ на обработку детали
3.1 Монтаж станка модели 1П426ДФ3
Перед установкой станок необходимо тщательно очистить от антикоррозийных покрытий, нанесенных на открытые, а также закрытые кожухами поверхности станка и во избежание коррозии покрыть тонким слоем масла И-30А ГОСТ 20799-75. Очистка сначала производится деревянной лопаточкой, а оставшийся смазочный материал с наружных поверхностей удаляется чистыми салфетками смоченными бензином Б-70 ГОСТ 1012-72.
Станок устанавливается на фундаменте или бетонной подушке. Глубина залегания фундамента зависит от грунта, но должно быть не менее 150 мм. Станок крепится к фундаменту шестью фундаментными болтами М30 и двумя М24.
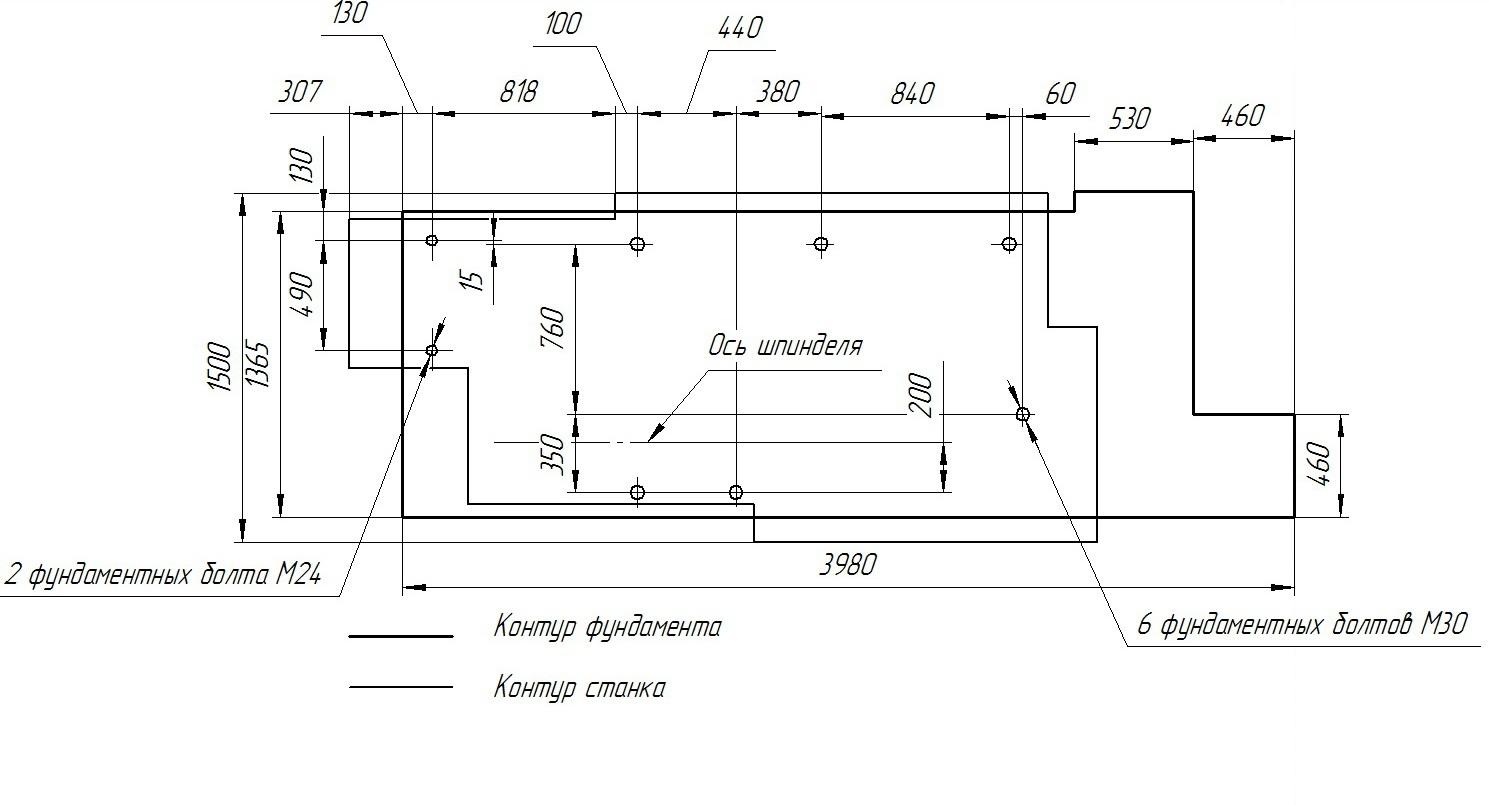
Рисунок 10 — Схема установки станка модели 1П426ДФ3
Точность работы станка значительно зависит от правильности его установки. Для выверки станка служат распорные винты, расположенные в нишах основания станка рядом с отверстиями под фундаментные болты. Под концы винтов следует подложить металлические пластины. Выверка производится по уровню с одновременной проверкой параллельности направления перемещения суппорта к оси шпинделя и совпадение оси шпинделя и осей гнезд револьверной головки.
Станок считается правильно установленным при точности его установки по уровню в продольном и поперечном направлении 0,04 мм/м.
Затяжку фундаментных болтов производят только после заливки. Затягивать гайки фундаментных болтов следует равномерно.
После установки станка, посредством штепсельных разъемов присоединить к станку насосную станцию гидропривода и шкаф тиристорных приводов. Присоединить к станку гидравлические магистрали насосной станции
3.2 Проверка станка на геометрическую точность
Проверка точности станков, вышедших из ремонта, выполняется по нормам точности для приемки новых станков согласно ГОСТ 8-53 «Станки металлорежущие. Общие условия к стандартам на нормы точности».
Проверка производится при помощи щупов и различных других контрольных инструментов.
Таблица 3.1 — Проверка геометрической точности станка модели 1П426ДФ3
Прямолинейность продольного перемещения суппорта:
а) в вертикальной плоскости
б) в горизонтальной плоскости

Радиальное биение наружной центрирующей поверхности шпинделя

Продолжение таблицы 3.1
Торцевое биение опорной поверхности шпинделя

Осевое биение шпинделя

Совпадение отверстий для инструментов в револьверной головке с осью шпинделя в горизонтальной плоскости

Параллельность оси шпинделя направлению перемещения револьверного суппорта в вертикальной и горизонтальной плоскостях

Точность фиксации при повторных поворотах на каждой позиции револьверной головки: круглой

3.3 Наладка приспособления
Деталь «Вал» крепится в патроне. Приспособление подбирают согласно технологическому процессу на токарную операцию, поэтому оно рассчитано на установку и закрепление однотипной заготовки, и применяется в условиях массового производства.
Такое приспособление обеспечивает высокую точность установки и быстрое закрепление детали.
В наладку приспособления входит подбор кулачков и при необходимости их расточка на нужный размер.
Установка приспособления осуществляется в следующей последовательности:
1) Подготовка базовых поверхностей.
Перед началом работ необходимо произвести (щеткой или ветошью) очистку базовых поверхностей от смазки, пыли или других каких-либо частиц.
2) Подготовка приспособления.
Необходимо произвести очистку базовых поверхностей, провести визуальный осмотр приспособления на наличие дефектов в элементах
конструкции, а также осмотреть подвижные и зажимные части, если необходимо смазать их. Следующим этапом подготовки приспособления станет установка рым-болтов для его дальнейшего транспортирования подъемно-транспортным оборудованием, а также его последующую строповку.
Установка приспособления на базовые поверхности.
На токарно-револьверном станке 1П426ДФ3 установка приспособления производится на шпиндель конусностью 7 о 7’30», с базированием по торцу шпинделя.
В приспособлении предусмотрено специальное отверстие под каленую втулку, втулка предотвращает поворот приспособления вокруг своей оси. Закрепление приспособления производится с помощью болтов.
Для этого необходимо установить и закрепить приспособление. Затем установить в револьверную головку оправку с индикатором часового типа, подвести ее к базовой поверхности (при этом необходимо на самой поверхности выбрать начальную или нулевую точку проверки, отметить на ней «0»), после этого необходимо задать вращение шпинделя и снять показания с индикатора. В случае превышения допустимого значения, отдать приспособление на обработку (допустимая величина определяется заданными на эскизе или чертеже детали технологическими требованиями).
После установки приспособления производим обработку пробной партии деталей (3-5 шт.), в случае получения каких-либо отклонений от размеров производим регулировку приспособления или же его подвижных частей.
3.4 Установка нулевых точек станка
При наладке станка необходимо соблюдать все общие правила техники безопасности при работе на металлорежущих станках. Периодически проверять правильность работы блокировочных узлов. Не разрешается включать станок , если какой-либо щит ограждения снят. Запрещается во время работы станка производить регулирование его механизмов. Чистка, обтирка станка, а также его подналадка должны производиться во время полной остановки станка. При этом станок должен быть отключении от электросети.
Выход в «нуль» осуществляется переключением режимов в положении «выход в 0» в этом режиме сохраняются условия ручного режима за исключением перемещений суппорта. Перемещение суппорта по осям возможно только в положительном направлении. При выходе в «нуль» запрещается дальнейшее перемещении в положительном направлении.
Порядок привязки «нуль»-станка , «нуль» детали:
Выбирают начало координат программы.
Вызывают нужный инструмент.
Кнопка режима работ устанавливают в режим «ручного управления».
Подвести заготовку к резцу.
Подрезать торец заготовки на длине, достаточной для измерения.
Произвести сброс на ноль.
Передвинуть шпиндель в «нуль» станка.
Записать положения цифровой индикации.
Рассчитать величины смещения.
Набрать величины смещения «нуля» программы.
3.5 Последовательность наладки станка с ЧПУ на обработку детали
Наладку станка с ЧПУ выполняют в такой последовательности:
1. В соответствии с картой наладки подбирают инструмент, проверяют отсутствие на нем повреждений, надежность крепления режущих пластин, правильность заточки.
2. Настраивают режущий инструмент на заданные картой наладки координатные размеры.
3. Устанавливают настроенный инструмент в рабочие позиции револьверных головок.
4. Устанавливают предусмотренный картой наладки вид зажимного патрона и проверяют надежность закрепления заготовки.
5. Устанавливают режим работы пульта ЧПУ в режим ручной работы
6. При отсутствии внешних повреждений у станка и пульта ЧПУ, препятствующих пуску станка, проверяют работоспособность его рабочих органов на холостом ходу и исправность сигнализации на пульте управления, а также работу ограничивающих кулачков.
7. Проверяют выполнение (без сбоев) рабочей программы пультом и станком, а также безотказность индикации световой сигнализации.
8. Перемещают суппорт с револьверными головками в предусмотренное картой наладки нулевое положение.
9. Проверяют отсутствие информации на корректорах и набирают значения, обеспечивающие получение при обработке требуемых размеров деталей.
10. Закрепляют заготовку в патроне.
11. Устанавливают переключатель режима работы в положение автоматической работы в режимах «По программе» или «По кадрам».
12. Обрабатывают первую заготовку.
13. Измеряют изготовленную деталь и рассчитывают поправки, которые набирают на корректорах через пульт ЧПУ.
14. Обрабатывают заготовку повторно в режиме «По программе».
15. Измеряют готовую деталь.
На этом наладка станка на изготовление партии деталей завершается. Перед тем как начать изготовление партии деталей в автоматическом режиме, нужно установить переключатель режима работы на пульте ЧПУ в положение «Автомат» и произвести обработку заготовок.
Источник