- 2Н135 станок вертикально-сверлильный универсальный одношпиндельный Описание, характеристики, схемы
- Сведения о производителе вертикально-сверлильного станка 2Н135
- Продукция Стерлитамакского станкостроительного завода
- 2Н135 станок вертикальный сверлильный универсальный одношпиндельный. Назначение и область применения
- Принцип работы и особенности конструкции станка 2Н135
- Хронология выпуска заводом вертикально-сверлильных станков 2135 серии с диаметром сверления до 35 мм:
- Модификации сверлильных станков 2Н135
- Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- Габарит рабочего пространства сверлильного станка 2Н135
- Общий вид сверлильного станка 2Н135
- Расположение основных частей сверлильного станка 2Н135
- Обозначение основных частей сверлильного станка 2Н135
- Расположение органов управления сверлильным станком 2Н135
- Перечень органов управления сверлильным станком 2Н135
- Перечень графических символов, указанных на табличках сверлильного станка 2Н135
- Порядок работы сверлильного станка 2Н135
- Механическая подача шпинделя
- Выключение подачи шпинделя на заданной глубине
- Наладка станка на нарезание резьбы
- Указания по эксплуатации
- Кинематическая схема сверлильного станка 2Н135
- Описание основных узлов сверлильного станка 2Н135
- Коробка скоростей сверлильного станка 2Н135
- Механизм управления скоростями и подачами сверлильного станка 2Н135
- Механизм переключения скоростей и подач сверлильного станка 2Н135
- Коробка подач сверлильного станка 2Н135
- Сверлильная головка станка 2Н135
- Регулировка сверлильного станка 2Н135
- Шпиндель в сборе вертикально-сверлильного станка 2Н135
- Регулировка сверлильной головки станка 2Н135
- Технические характеристики подшипника № 110
- Размеры и характеристики подшипника 110 (60110, 50110, 80110, 180110, 6010)
- Технические характеристики подшипника № 8210
- Размеры и характеристики подшипника 8210 (51210)
2Н135 станок вертикально-сверлильный универсальный одношпиндельный
Описание, характеристики, схемы

Сведения о производителе вертикально-сверлильного станка 2Н135
Изготовитель сверлильных станков моделей 2Н125, 2Н135, 2Н150, 2Г175 — Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого — токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
2Н135 станок вертикальный сверлильный универсальный одношпиндельный. Назначение и область применения
Станок сверлильный вертикальный 2Н135 (ТУ 2-024-4645-79) заменил в производстве устаревшую модель 2А135 и был заменен на более совершенную модель 2Н135-1 с плавающим координатным столом.
Вертикально-сверлильный станок 2Н135, с условным диаметром сверления 35 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Станок 2Н135 допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
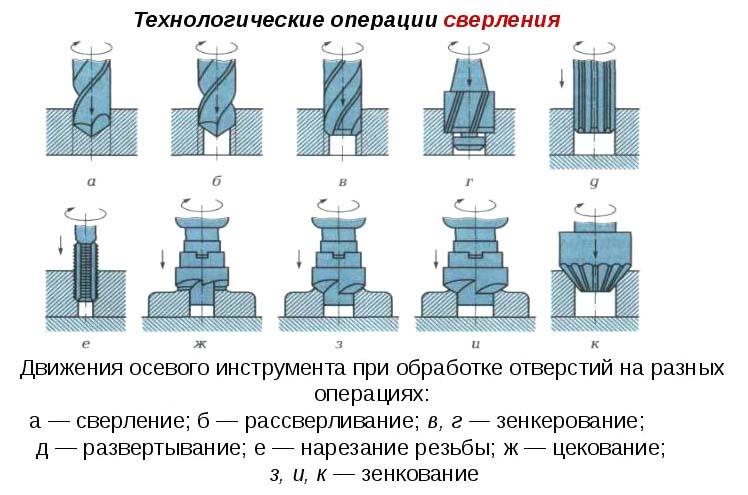
Операции сверления на станке 2н135
Принцип работы и особенности конструкции станка 2Н135
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Категория размещения 4 по ГОСТ 15150-69.
Разработчик — Одесское специальное конструктМоскваое бюро специальных станков.
Хронология выпуска заводом вертикально-сверлильных станков 2135 серии с диаметром сверления до 35 мм:
- 2135 — первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А135 — следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н135, 2Н135А, 2Н135Б, 2Н135К, 2Н135Л — самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С135, 2С132 — последние модели серии. Сняты с производства в 2014 году
Модификации сверлильных станков 2Н135
Для обработки отверстий разных диаметров применяются базовые вертикально-сверлильные станки моделей: 2Н135. Последние две цифры номера каждой модели указывают наибольший диаметр отверстия в мм, которое можно сверлить на этом станке в заготовках из стали 45.
На основе базовой модели вертикально-сверлильного станка 2Н135 созданы следующие модифицированные модели:
2Н135А — вертикально-сверлильные станки с автоматизированным управлением (управление производится с помощью заранее настроенных кулачков и кнопок);
2Н135К — координатные вертикально-сверлильные станки с крестовым столом;
2Н135-1 — координатные вертикально-сверлильные станки с круглым поворотным столом;
2Н135С — специальные однопозиционные вертикально-сверлильные станки с фланцевой пинолью, служащей для крепления многошпиндельных головок;
2Н135Н — многопозиционные сверлильные станки, предназначенные для установки многошпиндельных головок и поворотных столов;
2Р135Ф2 — сверлильные станки с ЧПУ, крестовым столом и револьверной головкой и др.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
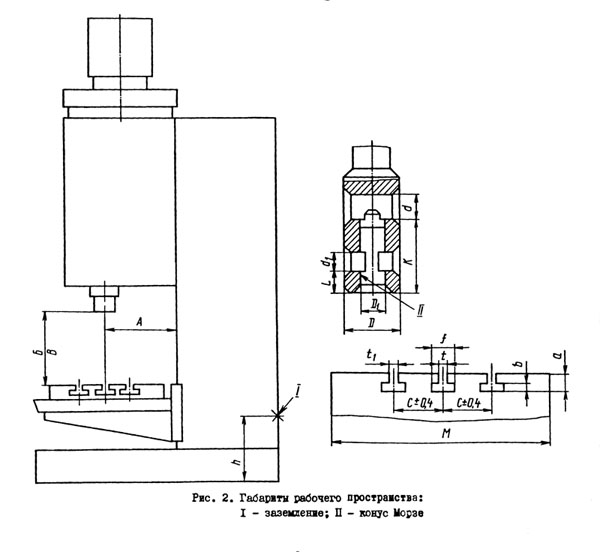
Габарит рабочего пространства сверлильного станка 2Н135
Габарит рабочего пространства сверлильного станка 2Н135
| Модель станка | Конус Морзе | А | Б | В | D | D1 | М |
| 2Н125 | 3 | 250 | 700 | 60 | 45 | 23,825 | 400 |
| 2Н135 | 4 | 300 | 750 | 30 | 60 | 31,267 | 450 |
| 2Н150 | 5 | 350 | 800 | 0 | 80 | 44,399 | 500 |
Общий вид сверлильного станка 2Н135

Фото сверлильного станка 2н135

Фото сверлильного станка 2н135

Фото сверлильного станка 2н135
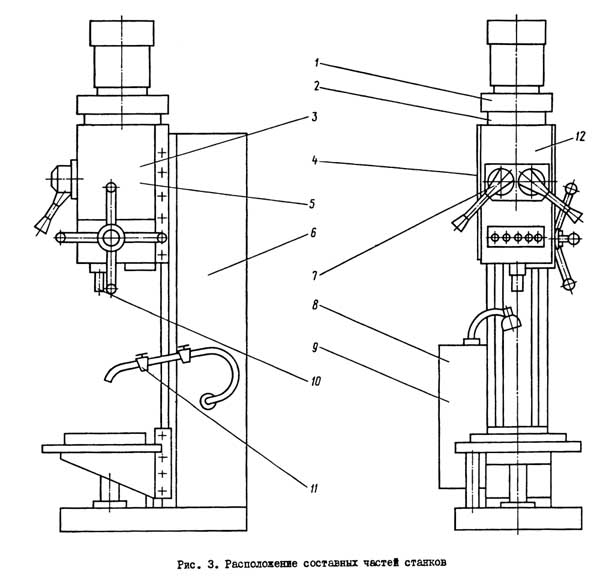
Расположение основных частей сверлильного станка 2Н135
Расположение основных узлов сверлильного станка 2н135
Обозначение основных частей сверлильного станка 2Н135
- Привод сверлильного станка — 2Н135.21.000
- Коробка скоростей станка — 2Н135.20.000
- Насос плунжерный масляный — 2Н125.24.000 для станка 2Н125
- Насос плунжерный масляный — 2Н135.24.000
- Коробка подач — 2Н135.30.000
- Колонна, стол, плита — 2Н135.10.000
- Механизм управления скоростями и подачами — 2Н135.25.000
- Электрошкаф — 2Н125.72.000
- Электрооборудование — 2Н135.94.000
- Шпиндель в сборе — 2Н135.50.000
- Система охлаждения станка — 2Н135.80.000
- Сверлильная головка — 2Н135.40.000
Колонна, стол, плита. Колонна станка представляет собой чугунную отливку. По направляющим колонны типа «ласточкин хвост» вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты — резервуар с отстойником для охлаждающей жидкости.
Расположение органов управления сверлильным станком 2Н135

Расположение органов управления сверлильным станком 2н135
Перечень органов управления сверлильным станком 2Н135
- Табличка — «Заполнение»
- Табличка — «Слив»
- Кран включения охлаждения
- Болты для регулировки клина стола и сверлильной головки
- Рукоятка перемещения стола и сверлильной головки
- Винты зажима стола и сверлильной головки
- Табличка — «Заземление»
- Вводный выключатель
- Табличка — «Главный переключатель»
- Сигнальная кнопка СТАНОК ВКЛЮЧЕН
- Кнопка включения правого вращения шпинделя
- Кнопка включения левого вращения шпинделя
- Кнопка включения качательного движения шпинделя при переключении скоростей и подач
- Рукоятка переключения скоростей
- Кнопка СТОП
- Табличка — «Частота вращения»
- Табличка — «Менять скорость только при остановке»
- Винты зажима стола и сверлильной головки
- Болты для регулировки клина стола и сверлильной головки
- Табличка — «Подача, мм за одни оборот»
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Штурвал механизма подач
- Лимб для отсчета глубины обработки
- Выключатель освещения
- Табличка — «Охлаждение»
- Выключатель насоса охлаждения
- Кулачок для настройки глубины обработки
- Кулачок для настройки глубины нарезаемой резьбы
- Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
- Рычаг отключения механической подачи при достижении заданной глубины обработки
- Квадрат для ручного перемещения сверлильной головки
Перечень графических символов, указанных на табличках сверлильного станка 2Н135

Перечень графических символов, на табличках сверлильного станка 2н135
Порядок работы сверлильного станка 2Н135
Механическая подача шпинделя
Наладка станка на обычную работу с механической подачей шпинделя заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
При наладке станка на работу с ручной подачей шпинделя колпак с накаткой, расположенный в центре крестового штурвала, следует отжать от себя до отказа.
Выключение подачи шпинделя на заданной глубине
При наладке на работу с выключением подачи шпинделя на заданной глубине необходимо соблюдать следующую последовательность:
- установить инструмент в шпинделе;
- закрепить обрабатываемую деталь на столе;
- опустить шпиндель до упора инструмента в деталь;
- винтом отжать и установить лимб сверлильной головки так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом угла заточки инструмента.
- Закрепить лимб. Кулачок с буквой «П» закрепить так, чтобы его риска совпала с соответствующей риской на лимбе.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку СТОП.
Наладка станка на нарезание резьбы
При наладке станка на нарезание резьбы с реверсом шпинделя на определенной глубине необходимо соблюдать следующую последовательность:
- установить патрон с метчиком в шпинделе;
- установить обрабатываемую деталь на столе станка;
- опустить шпиндель до упора инструмента в деталь;
- лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «П» с соответствующей риской на лимбе и закрепить кулачок.
- Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает.
- По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял вновь правое вращение, нужно нажать на соответствующую кнопку.
После установки, смазки и подключения станка к электросети никаких дополнительных регулировок не требуется. В процессе эксплуатации первоначальная регулировка может быть нарушена.
Указания по эксплуатации
Предохранительная муфта механизма подачи отрегулирована по осевому усилию на шпинделе на 15% больше допускаемого. Для регулировки муфты необходимо снять правую верхнюю крышку сверлильной головки и гайкой на червяке уменьшить или увеличить натяжение пружины.
Направляющие стола регулируются винтами на правой стороне стола. Зажим стола осуществляется винтом с квадратом, расположенным с правой стороны стола, и рукояткой подъема стола.
Направляющие сверлильной головки регулируются винтами, расположенными на правой боковой поверхности направляющих, сама головка зажимается винтом с квадратом на этой же стороне рукояткой подъема стола.
Для подтяжки пружины противовеса нужно отвернуть пробку на дне сверлильной головки, слить масло из резервуара, поворотом винта подтянуть пружину.
Для удобства зажима обрабатываемой детали в тисках станочных, поставляемых со станком, можно использовать рукоятку 5 (см.рис.4).
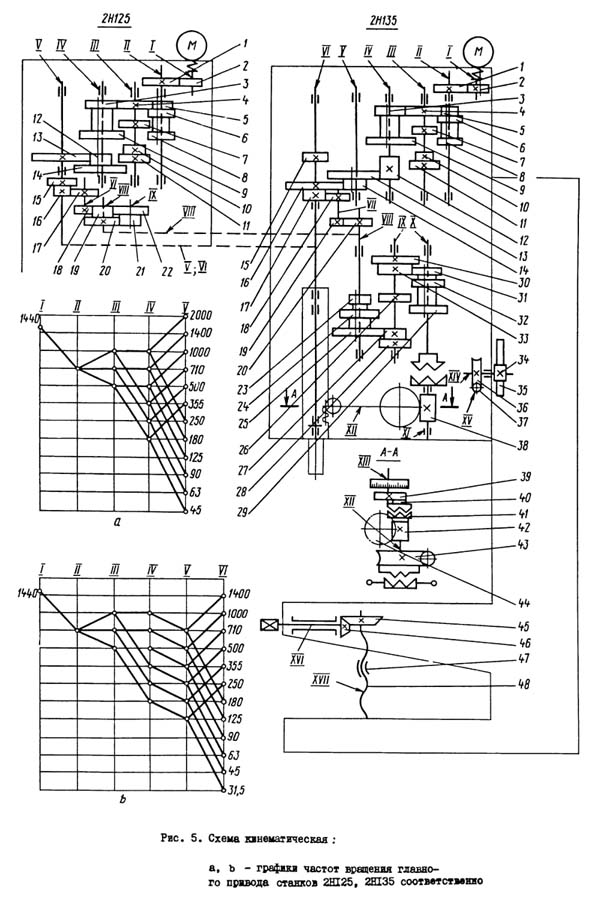
Кинематическая схема сверлильного станка 2Н135
Кинематическая схема сверлильного станка 2н135

Схема расположения подшипников сверлильного станка 2н135
Описание основных узлов сверлильного станка 2Н135
Коробка скоростей сверлильного станка 2Н135

Чертеж коробки скоростей сверлильного станка 2н135
Коробка скоростей и привод. Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах — верхней и нижней 4, скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту 10 и зубчатую передачу 9. Последний вал 2 коробки — гильза — имеет шлицевое отверстие, через которое вращение передается.
Через зубчатую пару 3 вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм управления скоростями и подачами сверлильного станка 2Н135

Пульт управления скоростями и подачами сверлильного станка 2н135
Механизм переключения скоростей и подач сверлильного станка 2Н135

Механизм переключения скоростей и подач сверлильного станка 2н135
Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой 2 (рис.8), которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2Н135 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач сверлильного станка 2Н135

Чертеж коробки подач сверлильного станка 2н135
Коробка подач. Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н135 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес 1 (рис.9), на станках 2Н125, 2Н135 — из зубчатых колес 2, 3 — соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка станка 2Н135

Чертеж сверлильной головки сверлильного станка 2н135
Сверлильная головка представляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- ручного подвода инструмента к детали;
- включения рабочей подача;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подача, используемой при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме — полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Регулировка сверлильного станка 2Н135
Шпиндель в сборе вертикально-сверлильного станка 2Н135

Чертеж шпинделя в сборе сверлильного станка 2н135
Шпиндель 2 (рис.11) смонтирован на 4-х шарикоподшипниках. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента — верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.
Шпиндель сверлильного станка 2н135 смонтирован на 4-х подшипниках:
- 20. Верхний подшипник № 6-7000110, шариковый радиальный однорядный, 80х80х10 мм, 6 класса точности
- 21. Подшипник № 5-8110, шариковый упорный, 50х76х14 мм, 5 класса точности
- 24. Подшипник № 5-8210, шариковый упорный, 50х76х22 мм, 5 класса точности
- 25. Нижний подшипник № 5-110, шариковый радиальный однорядный, 50х80х16 мм, 5 класса точности
Регулировка сверлильной головки станка 2Н135
При сборке станка в процессе ремонта необходимо соблюдать условия, которые влияют на точность его работы.
Так, зазор между направляющими втулками сверлильной головки и пинолью шпиндельного узла должен быть не более 0,01 мм.
При монтаже сверлильной головки и стола на направляющих колонны щуп 0,03 мм не должен проходить в стык, а также должны выполняться все требования ГОСТ 7599-73 раздел 4.
Также подлежат регулировке упорные подшипники шпинделя.
Для регулирования упорного подшипника шпинделя необходимо:
- отвернуть пробку на лицевой части сверлильной головки станка 2Н125 или крышку на 2Н135 и 2Н150;
- шпиндель установить так, чтобы стопор в гайке был совмещен с отверстием;
- отпустить стопор и, повертывая шпиндель, совместить отверстие в гайке с отверстием сверлильной головки;
- вставив в отверстие гайки цилиндрический стержень, провернуть шпиндель против часовой стрелки до ликвидации осевого люфта и завернуть стопор гайки.
Технические характеристики подшипника № 110
Подшипник № 110 — шариковый радиальный однорядный, 50х80х16 мм
Наряду с открытым подшипником 110 производятся закрытые подшипники 80110 (металлические шайбы), 180110 (маслостойкая резина) и 60110 (закрыты металлической шайбой с одной стороны). Закрытые с обоих сторон изделия внутри имеют смазку, которая вносится на заводе, а тип ее кодируется в дополнительном условном обозначении справа от номера (например, С17 — литол). В уходе они не нуждаются. Также есть подшипник 50110 — он имеет стопорную канавку на внешнем кольце.
Основные отечественные производители — СПЗ-4 (Самара, сборка из китайских комплектующих), 23 (Вологда, или VBF) подшипниковые заводы, при этом по-настоящему качественную продукцию выпускает Вологодский. В прошлом изделие выпускал 4 ГПЗ, в том числе и высоких классов точности (сейчас это Завод Авиационных Подшипников, но данный тип в наше время не производит). Кроме того, могут встречаться изделия с клеймом 18 ГПЗ (Виница), они продаются с хранения, и если открытые модификации еще допустимо использовать, то закрытые покупать не рекомендуется из-за загустевшей смазки. Не упомянутые здесь обозначения, скорее всего, указывают на то, что подшипник — китайский.
Ориентировочная цена качественных подшипников — около 120 — 140 рублей (закрытые несколько дороже), китайских — 50 — 60.
Импортный аналог имеет номер 6010 (Z, ZZ или 2RS — обозначения закрытых типов). Стоимость подшипников импортного производства очень сильно зависит от торговой марки. Так, основные модификации шведской фирмы SKF или германской FAG имеют цену до 1000 рублей, а «бюджетные» марки, например, FBJ — 160 — 170 рублей.
Размеры и характеристики подшипника 110 (60110, 50110, 80110, 180110, 6010)
- Внутренний диаметр (d): – 50 мм;
- Наружный диаметр (D): – 80 мм;
- Ширина (высота) (Н): – 16 мм;
- Масса: – 0,26 кг;
- Диаметр шарика: – 8,731 мм;
- Количество шариков в подшипнике: – 13 шт.;
- Грузоподъемность динамическая: – 21,6 кН;
- Номинальная частота вращения: – 5000 об/мин.
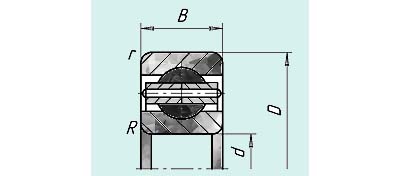
Схема подшипника 110 сверлильного станка 2н135
Технические характеристики подшипника № 8210
Подшипник 8210 — это шариковый упорный однорядный подшипник, состоящий из трех частей — двух колец (диаметр одного из них меньше на 1 мм, того который крепится непосредственно на вал) и сепаратора, на котором расположены тела качения. Применяется в промышленном оборудовании в узлах с осевой нагрузкой.
Подшипник является упорным, основного конструктивного исполнения, с одним рядом тел качения. Основной тип нагрузки, для восприятия которой он сконструирован — осевая. В случае возникновения радиальной или при незначительных перекосах валов срок службы подшипника сильно сокращается. Нагрузка должна быть постоянной, потому что в противном случае шарики «вхолостую» скользят по дорожкам ккачения и сильно нагреваются.
Данный тип в больших количествах расходуется на различных нефтеперерабатывающих предприятиях, предприятиях органического синтеза. Что касается его применения в специальной и автомобильной технике, то из распространенных моделей большинство уже не применяется, в связи с чем немногие продавцы подшипников держат его на складах.
Основной изготовитель в советское время — Курский подшипниковый завод. Сейчас тип производится на ГПЗ-2 (Москва), СПЗ-4 (Самара)
Импортное наименование подшипника 8210 — 51210 (также маркируют и на 2 ГПЗ).
Размеры и характеристики подшипника 8210 (51210)
- Внутренний диаметр (d): – 50 мм;
- Наружный диаметр (D): – 78 мм;
- Ширина (высота) (Н): – 22 мм;
- Масса: – 0,385 кг;
- Диаметр шарика: – 11,112 мм;
- Количество шариков в подшипнике: – 17 шт.;
- Грузоподъемность динамическая: – 49,4 кН;
- Номинальная частота вращения: – 2400 об/мин.

Схема подшипника 8210 (51210) сверлильного станка 2н135
Источник