- Hyundai Santa Fe Графитовый ковбой › Logbook › Обслуживаем муфту полного привода! ВАЖНО!
- Hyundai Santa Fe Black*MAO › Logbook › Ремонт муфты 4 WD полного привода 47800-3B520 гидравлическая (вискомуфта, электромуфта)
- Hyundai Santa Fe 2014, engine Gasoline 2.4 liter., 180 h. p., AWD drive, Automatic — DIY
- Comments 106
Hyundai Santa Fe Графитовый ковбой › Logbook › Обслуживаем муфту полного привода! ВАЖНО!

Вчера обслужил муфту, итог, исправная муфта за минимум вложений!
Был в шоке то того что в ней не было масла вообще! (((
Рекомендую обслужить муфту всем у кого больше 80 000 км пробега, 99% там или нет масла или его крайне мало ((
Расскажу пред историю…
С момента покупки авто прошло 2.5 года и 20 000 км, и самого начала при резком ускорении были не понятные вибрации и шумы со стороны задней оси… Тогда особо в машине не разбирался, и полный привод такой конструкции был у меня в первые…
Но шло время, шумы и вибрации при подключении зад. привода усиливались, зимой особо их не было, усиливались летом и в жару… В этом году начались «под закусывания» муфты при поворотах с места, в момент включения зад привода…
Почитав, поразмыслил, понял что почти все причины и болезни муфту это отсутствия масла в ней, фрикционы начинают не мягко пробуксовывать при включении, а жестко схватываться… С масло это дело работает как надо…
И так… На Санту ставились 2 модификации муфт — дорестайл 47800-39300 (аналог тушкановской 47810-39000) и рестайл 47810-39400,410,420(аналог тушкановской 47810-39200). Обе муфты полностью взаимозаменяемые между собой в сборе.
У меня стоит дорестайл 47800-39300, для обслуги (замены или доливки масла) надо купить масло, я купил синтетику Mobil ATF LT 71141.Так же возможна заливка масел с допуском Caterpillar TO-2: по типу MOBIL ATF 220, VALVOLINE SYNPOWER ATF, RAVENOL DEXRON F III. (Крайне рекомендуется к заливу полностью синтетическая жидкость). Во обще туда можно лить любую жижу ATF дикстрон 2 или 3…
Кроме этого понадобится сальник выходного вала муфты CORTECO 19026317B 40х63х8.5 (NOK BH4575F), он не дает вылиться маслу из муфты. Аналоги Fiat/Alfa/Lancia 77364448, RENAULT 7701062425.
Это все что надо если муфта еще жива, а просто хондрит как у меня…

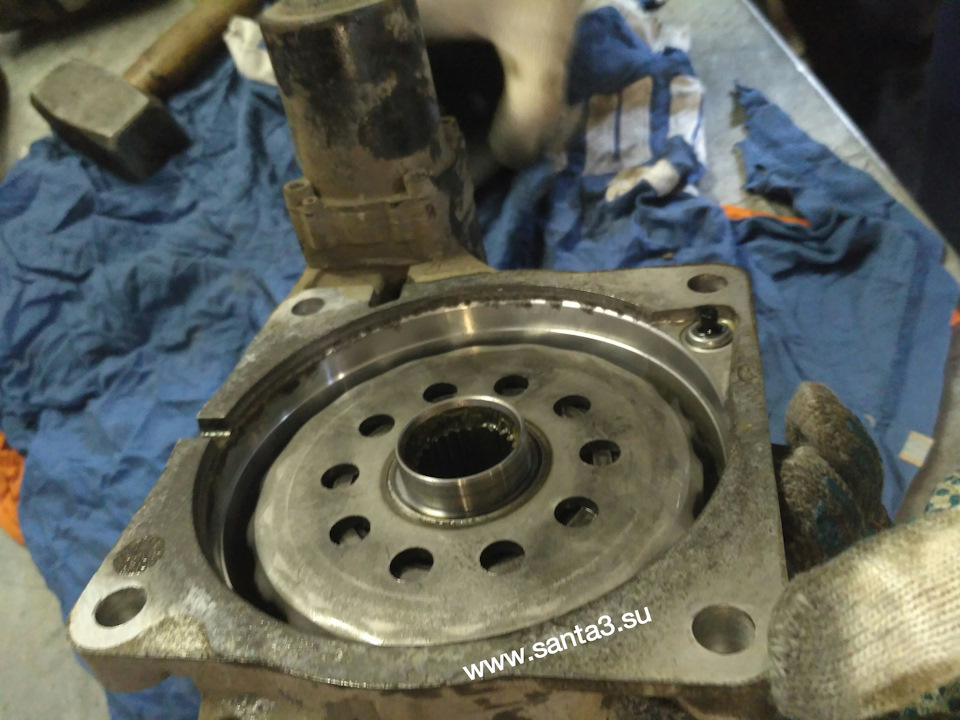
1) снимаем муфту, она снимается без проблем, можно даже глушитель не трогать… Для удобства у меня открутили 2 боковых крепления редуктора, что бы он откинулся вниз.
2) вынимаем задний сальник муфты
3) выливаем остатки жижи, если она там есть… У меня не было ни чего ((( 2 капли масла…
4) промывка! В два этапа… 1 этап. бензином от остатков горелого (мне так показалось) масла через сепаратор подшипника…
Я лично проливал — полоскал бензином 2 раза… оба раза выливал черную жижу (
после помывки бензиком даем хорошо ему хорошо стечь из муфты, далее что бы избавится он остатков бензина. 2 Этап. 2 раза промываем свежим масло и тоже даем стечь.

5) заливаем свежее масло в кол-ве 100-150 мг… по форумам и мануалу надо в разобранную муфту залить 150мг, но муфту мы не разбираем, и в таком состоянии зайдет 100-120 мг… Главное не перелить, иначе может выдавить масло… я лично заливал по сепаратор подшипника…
6) ставим новый сальник
7) собираем все назад…

Итого ушло 250 мг масла, один сальник, 1 час времени
Цена, в зависимости от региона, масло 500-800 руб за 1л, сальник 600 руб
Работа от 1500-2500 руб

Принцип работы муфты…
Источник
Hyundai Santa Fe Black*MAO › Logbook › Ремонт муфты 4 WD полного привода 47800-3B520 гидравлическая (вискомуфта, электромуфта)

Ну вот и настал день Хы когда я наконец-то «сломал» муфту полного привода 😉
Конечно сказать сломал это очень громко, просто жопа перестала грести, просто стало таскать передок на сухом асфальте 😉

Стандартная проблема постигла Black MAO … оторвало цилиндр от корзины фрикционов.
Не выдержала хлипкая корейская корзиночка очередного букса лёд+асфальт, а всё потому что я сам лоханулся и допустил это! заиграло в ж детство 😉 УРА лёд, даёшь дрифт рррырырырырры нажал я на газюку, БАБАМС по жопене кувалдой.
Такой вот у нас получился пикничёк с минусом $ из кармана, но проблемка решается за час.

Едем на братское клубное СТО стартовая 18 стр 7, ставим новую корзину уже подготовленную для таких работ- шов заварен на ЧПУ станке, с прогревом места сварки, проварка делалась с оснасткой и с применением пресса. Далее балансировка и установка.
Многие видели как бывает ещё заварена корзина фрикционов.
Колхозят люди как могут, просто электродом и это лютая смерть для муфты тк всё сикось накось ставится, а некоторые ещё и убирают пакет фрикционов 😉 мол он лишний и так будет работать … А так же бытует мнение что обязательно нужно менять все сальники, подшипники и тд прям обязательная такая процедура (можно по ржать только) … КОНЕЧНО это надо делать когда там внутри всё зага…ошено в клочья, но в 90% не требуется …
зы- если варить намертво прям так что и камаз можно тягать, то мы получим гораздо большие последствия с другими поломками, , , этот узел предусмотрительно так сделан чтобы ломаться именно там, дабы сберечь другие части или просто запрограммированная поломка чтобы люди попадали на сервис (моя версия такая, кому она не нравится можно не комментировать и не читать)
И так, снимаем муфту, откручиваем эластичку кардана (на фото видна СМка Владимира Елманова) и БАЦ 😉 хитромордые корейские инженегры походу промазали мне болты герметиком не разборным (или они закисли так намертво), и все три болтика свернули бошки … не беда заменим.

Далее рассоединяем раздатку и блок муфты, сливаем масло и тк я уже делал процедуру замены два раза то у меня сливалось норм количество его и в +- хорошем виде, не как гудрон мазут.
Выбиваем сальник, разбираем пакет фрикционов, НЕ ПРОМЫВАЕМ ! а если нужно всё же промыть то потом нужно замачивать фрикционы в масле или получим клина. Но это лирика …
А вот и сломанный узел, видно чётко где был срыв…







Заливаем предусмотренное для таких целей масло Ravenol
Проверяем крутятся ли колёса на подъёмнике и снова проверяем уровень масла… если нужно доливаем .
Многие люди не соблюдают это и получают пинки муфты потом, спорить не стану, делайте что годно 😉
Кому была полезная эта статейка ставим + и рассказываем друзьям!
Кому нужна будет помочь по ремонту муфты обращайтесь в лс или по телефону… многие его знают давно.
зызы- последнее фото это чужие корзины. теперь с ней если не сломается дешёвый узел, то мы загандошим всю муфту или раздатку … как делать выбирать Вам !


psps- специально для SKM26 ибо Вы закрыли возможность ответить Вам: идите куда Вам требуется и делайте там где хочется и как хочется.
Доказывать прописные истины и мусолить одно и тоже это Ваш конёк видимо. Адекватно смотрите на ваще и будет счастье всем . Вы мне не родственник и ни кто в принципе, я Вам ни чего не должен )
Чашка что стоит у меня теперь- эта немного бу рваная была, кто не верит можете не читать …
Шов не заметен потому что есть спец технология для этого, а есть тупо аргон !
Коменты закрою- достало из пустого в порожнее переливать и писать одно и тоже всем! не нравится не читайте. ни кто не заставляет .
Если Вы дочитали до конца: гарантия на новую чашку у меня есть 😉 и мне без разницы что и кто как делает ещё в других местах или не делает и тд.
Для специалЫстов- ставилась не моя корзина, а готовая уже заваренная, ни кто за час бы не успел отвезти её на производство, всё заварить, отцентровать, балансировку сделать и тд …
Hyundai Santa Fe 2014, engine Gasoline 2.4 liter., 180 h. p., AWD drive, Automatic — DIY
Comments 106

Доброго времени суток. Напиши пожалуйста в личку как вас найти.

Добрый день
Гугл. Бегунок …
Личкт нет

подскажите с какой силой затягивать вискомуфту после сборки ? я если сильно тяну у меня муфта стопориться

что то рано у вас она отошла в мир иной! а гарантия? вы на то не ездили?

Я сам себе ремонтировал муфту заднего привода, выставляли диск по старым следам обломанной сварки, стало идеально, варили аргоном у меня на работе, ну и был немного синий оттенок, далее на токарном станке по индикатору выправил диск в биение до 0,05мм. 2 года полет отличный. Просто когда узнавал по ремонту или покупке ремонтной муфты, что стоило 18т.р., я спросил какие вы расходники меняете при ремонте? Они сказали сальники, подшипники. Но когда делал сам, наткнулся на проблему приобретения заднего сальника, тот который большой, он не продается отдельно вообще, делал запрос на него через официалов даже, сказали не поставляем, и в интернете по размерам искал, результатов не было. Ну поставил старый, стоит нормально, не течет. Я к чему это все рассказываю, может они и смотрят по состоянию подшипники и какие-то сальники, и вовсе их не меняют. что с ними будет? в коробках стоят вечно, а с клиента деньги выдирают за это? не все люди честные. А муфту отдельно заварить стоит около 4т.р. край.
Мы делаем сальник 😉 и варим корзину.

Андрей, а вы можете выложить фото корзины из РТР-авто которая проварена толстым швом с двух сторон?
а я что там прописан у них?
Если есть возможность, если нет, то…
были бы они под боком 😉 1-1,5ч ехать …спс нет
фоткал то что ставил себе… и шов там есть ) он скрытый …

Был бы это «предохранитель» рвало бы в первую очередь на мощных моторах. А так рвёт на всех.
Упущение Корейцев… запрограммированная поломка может так сказать тогда надо, исправлять они её не собираются это 100%, но ездим на том что купили.
Не нравится если надо брать бмв, ауди и др полноприводные где по другому всё
Упущение. Достаточно хорошо нагрузить заднюю ось и привет. На триал тачку завод не рассчитывал.
ну естественно по горам не рассчитана она ездить, а точнее РЫВКАМИ когда передок прокручивается шлифует, а задок на жёстко сцепился с доргой… вот так и получаем удар… замену корзины.

Доброй ночи.
К сожалению при прочтении данного материала усмотрел много недостоверных и неточных фактов и замечаний, поэтому решил немного изложить наши соображения за и против.
Две последние фото наши. (И использованы в данном материале без указания первоисточника, что нарушает авторское право на данный контент, но это лирика)
Ну что, давайте теперь про корзину многодискового мокрого сцепеления примененного производителем магна в данном узле.
-1) Заводской шов ( прям как у автор) получен на автоматизированном лазерном сварочном комплексе, типа ЛТСК41( к примеру), с применением присадочных материалов или без(об этом позже)))). О применении данного типа процесса свидетельствует малая зона прогрева вокруг сварочного шва (1-2мм), что достигается за счет большой концентрации энергии излучения на единицу площади поверхности изделия. Проще говоря большая Т в рабочей зоне увеличивает скорость процесса и деталь «перегревается» (термин позаимствован у автора) на небольшом расстоянии от рабочей зоны.
Преимущества лазерного процесса:
— возможность сварки высокоточных конструкций
— сварка без правок или механической обработки
— высокая скорость сварки и производительность работ (стальной лист толщиной 20 мм электрической дугой сваривают со скоростью 15 м/ч за 5 — 8 проходов, при сварке непрерывным лазерным лучом лист сваривается со скоростью 100 м/ч за 1 проход)
НО! производитель использует в данной детали стыковой шов, на который в мощностных режимах действуют силы работающие на излом.
Поэтому при разработке нашего типа сварного соединения мы стремились:
А) использовать нахлестное сварное соединение.
Б) Исключить «излом»
В) Уменьшить «плечо силы» для сварного соединения. ( на 10% меньше чем у заводского соединения)
Г) Минимизировать возможность ошибки сварщика, путем соединения двух частей в натяг до сварки.
Д) Использовать только одностороннее сварное соединение ( для уменьшения зоны термического влияния на геометрия детали, следовательно кол-во брака).
-2) Ну а теперь возражения к замечания автора этой статьи.
а) «тупо аргон» дает отсутствие «грязи вокруг шва. Была бы возможность сделать чище варили бы в смеси или под порошком.Без аргона, не те объемы…
б) Возможно лучше использовать нормализацию структуры с последующей твч закалкой нагруженных частей, а не метод прогрева зоны сварки (как это вообще дыханием что ли))))).Хотя по пятну прогрева не видно даже 250с прогрева до сварки.
в) Так называемая перегретая корзина!))))
Обычное пятно прогрева, зона термического влияния, на втором фото имеет примерно ровный диаметр.
г) Вы видимо исключительно везучий человек, ведь ваша «новая» корзина оторвалась исключительно уникально (по идеальной окружности, и центра двух частей находились в одной точке, и грань отрыва имела прямоугольную форму, и произошло данное разрушение без деформации поверхности корзины. Что не потребовало центровки и выставления соосности двух частей… Судя по вашим фото…
д) масло TF 0870 это одно из условий а никак не панацея,
решение на его использование принято на основе значений по вязкости, хотя это и привело к удорожанию ремонта (Часто время на полное падение давления зависит от состояния Н.Ш.)
е) В 4 раза прочнее родного ?! Лучше бы в 5 как в наших лучших старинных традициях по запасу прочности…
Все вроде или просто поздно уже.
Интересно почему не рвет корзины 2009 -2010 г.в?
Ох спасибо что посетили и нашли время почитать 🙂
Фото корзины не присваивал, взяты из свободного доступа и ни каких ссылок я не обязан ни кому ни чего ни где давать.
П1-2-3-5-6 оч. Познавательно, Википедии и ДР источники все умеют читать …
Поясняю последний раз- Ваши заслуги ни кто не оспаривает, работаете хорошо, руки из плеч, но мой выбор был такой, поэтому чё то масолить обсуждать меня уже достало .
Делайте хоть как иди не делайте и не только Вы …
А- у меня другое мнение ! Моей корзине хватит и этого соединения, ведь вы не знаете как ее варили, не знаете что там усиление внутри тоже есть … И зачем мне это опять .
Б- в и ТД все есть в обсуждениях .
Г- моя корзина осталась на доработку, заварчь ее и поставят потом — я ставил сразу готовую !
И за час ни кто бы не успел это сделать. Мы же не такие специалисты .
Е- Навеное потому что на СМ стоит немного другая муфта .

Доброй ночи.
К сожалению при прочтении данного материала усмотрел много недостоверных и неточных фактов и замечаний, поэтому решил немного изложить наши соображения за и против.
Две последние фото наши. (И использованы в данном материале без указания первоисточника, что нарушает авторское право на данный контент, но это лирика)
Ну что, давайте теперь про корзину многодискового мокрого сцепеления примененного производителем магна в данном узле.
-1) Заводской шов ( прям как у автор) получен на автоматизированном лазерном сварочном комплексе, типа ЛТСК41( к примеру), с применением присадочных материалов или без(об этом позже)))). О применении данного типа процесса свидетельствует малая зона прогрева вокруг сварочного шва (1-2мм), что достигается за счет большой концентрации энергии излучения на единицу площади поверхности изделия. Проще говоря большая Т в рабочей зоне увеличивает скорость процесса и деталь «перегревается» (термин позаимствован у автора) на небольшом расстоянии от рабочей зоны.
Преимущества лазерного процесса:
— возможность сварки высокоточных конструкций
— сварка без правок или механической обработки
— высокая скорость сварки и производительность работ (стальной лист толщиной 20 мм электрической дугой сваривают со скоростью 15 м/ч за 5 — 8 проходов, при сварке непрерывным лазерным лучом лист сваривается со скоростью 100 м/ч за 1 проход)
НО! производитель использует в данной детали стыковой шов, на который в мощностных режимах действуют силы работающие на излом.
Поэтому при разработке нашего типа сварного соединения мы стремились:
А) использовать нахлестное сварное соединение.
Б) Исключить «излом»
В) Уменьшить «плечо силы» для сварного соединения. ( на 10% меньше чем у заводского соединения)
Г) Минимизировать возможность ошибки сварщика, путем соединения двух частей в натяг до сварки.
Д) Использовать только одностороннее сварное соединение ( для уменьшения зоны термического влияния на геометрия детали, следовательно кол-во брака).
-2) Ну а теперь возражения к замечания автора этой статьи.
а) «тупо аргон» дает отсутствие «грязи вокруг шва. Была бы возможность сделать чище варили бы в смеси или под порошком.Без аргона, не те объемы…
б) Возможно лучше использовать нормализацию структуры с последующей твч закалкой нагруженных частей, а не метод прогрева зоны сварки (как это вообще дыханием что ли))))).Хотя по пятну прогрева не видно даже 250с прогрева до сварки.
в) Так называемая перегретая корзина!))))
Обычное пятно прогрева, зона термического влияния, на втором фото имеет примерно ровный диаметр.
г) Вы видимо исключительно везучий человек, ведь ваша «новая» корзина оторвалась исключительно уникально (по идеальной окружности, и центра двух частей находились в одной точке, и грань отрыва имела прямоугольную форму, и произошло данное разрушение без деформации поверхности корзины. Что не потребовало центровки и выставления соосности двух частей… Судя по вашим фото…
д) масло TF 0870 это одно из условий а никак не панацея,
решение на его использование принято на основе значений по вязкости, хотя это и привело к удорожанию ремонта (Часто время на полное падение давления зависит от состояния Н.Ш.)
е) В 4 раза прочнее родного ?! Лучше бы в 5 как в наших лучших старинных традициях по запасу прочности…
Все вроде или просто поздно уже.
Интересно почему не рвет корзины 2009 -2010 г.в?
У нас большой электромагнит в муфте у меня такая
Источник