- Оборудование для ремонта и испытаний трансформаторов
- Каретка для двух барабанов с проводом РИФЖ 481344.002
- Каретка для двух барабанов с проводом РИФЖ 481344.002
- Ножницы рычажные ручные РИФЖ 043359.001
- Ножницы рычажные ручные РИФЖ 043359.001
- Приспособление для каландрирования электрокартона РИФЖ 043155.001
- Приспособление для каландрирования электрокартона РИФЖ 043155.001
- Приспособление для натяжения проводов РИФЖ 304312.004
- Приспособление для натяжения проводов РИФЖ 304312.004
- Приспособление для перемотки изолировочных лент РИФЖ 442126.001
- Приспособление для перемотки изолировочных лент РИФЖ 442126.001
- Станок для вырезки колец из электрокартона РИФЖ 043354.001
- Станок для вырезки колец из электрокартона РИФЖ 043354.001
- Станок для вырезки сегментов изоляции РИФЖ 043354.002
- Станок для вырезки сегментов изоляции РИФЖ 043354.002
- Станок для гофрирования электрокартона РИФЖ 043155.003
- Станок для гофрирования электрокартона РИФЖ 043155.003
- Станок для нанесения лака на электрокартон РИФЖ 043155.004
- Станок для нанесения лака на электрокартон РИФЖ 043155.004
- Станок для обработки колец из электрокартона РИФЖ 042211.001
- Станок для обработки колец из электрокартона РИФЖ 042211.001
- Станок для пайки провода РИФЖ 442149.002
- Станок для пайки провода РИФЖ 442149.002
- Станок для порезки изоляционных деталей РИФЖ 042133.001
- Станок для порезки изоляционных деталей РИФЖ 042133.001
- Особенности и виды ремонта трансформаторов
- Кто устанавливает периодичность текущих ремонтов трансформаторов
- Вывод в ремонт силового трансформатора последовательность
- Текущий ремонт силовых трансформаторов
- Капитальный ремонт силовых трансформаторов
- Ремонт сварочных трансформаторов
- Видео капитального ремонта трансформатора
Оборудование для ремонта и испытаний трансформаторов
Каретка для двух барабанов с проводом РИФЖ 481344.002
Каретка для двух барабанов с проводом РИФЖ 481344.002
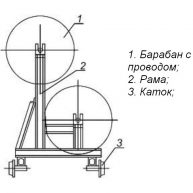
Каретка для двух барабанов с проводом РИФЖ 481344.002 предназначена для намотки обмоток силовых трансформаторов. Размеры барабана 800 мм х 350 мм. Производитель ОАО “Севкавэлектроремонт”.

Ножницы рычажные ручные РИФЖ 043359.001
Ножницы рычажные ручные РИФЖ 043359.001
Ножницы рычажные ручные предназначены для порезки изоляционных материалов, применяемых при ремонте электродвигателей. Ножницы имеют передвижной упор, выставляемый на требуемую ширину отрезаемой полосы по линейке, укрепленной на верхней поверхности станины. Производитель оборудования ОАО “Севкавэлектроремонт”.
Ножницы рычажные состоят из следующих основных элементов:

Приспособление для каландрирования электрокартона РИФЖ 043155.001
Приспособление для каландрирования электрокартона РИФЖ 043155.001
Станок для каландрирования электрокартона РИФЖ 043155.001 предназначен для уплотнения полос электрокартона перед изготовлением из них деталей изоляции силовых и специальных трансформаторов III-VI габаритов. Обработка электрокартона осуществляются на каландре, представляющем собой пресс с горизонтально расположенными один над другим валами, между которыми пропускается обрабатываемый материал. Ширина заготовок электрокартона от 20 мм до 100 мм. Приспособление для каландрирования производства ОАО “СКЭР”.
Приспособление для натяжения проводов РИФЖ 304312.004
Приспособление для натяжения проводов РИФЖ 304312.004
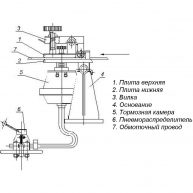
Приспособление для натяжения проводов РИФЖ 304312.004 предназначено для натяжения проводов при намотке обмоток трансформаторов и зажима проводов при остановках намоточного станка. Приспособление устанавливают на размотчик или на подставку. Усилие натяжения провода – регулируемое. Регулировка натяжения осуществляется пружинами. Зажим провода осуществляется пневмокамерой, управляемой с места намотки. Приспособление для установления оптимального угла приема провода выполнено поворотным. Оборудование производства ОАО “Севкавэлектроремонт”.

Приспособление для перемотки изолировочных лент РИФЖ 442126.001
Приспособление для перемотки изолировочных лент РИФЖ 442126.001
Приспособление для перемотки изолировочных лент предназначено для перемотки бумажных и тканных лент с бобин большого диаметра на бобины меньшего диаметра, удобные в работе.
Приспособление состоит из следующих основных конструктивных элементов:
- Электродвигатель;
- Ограждение;
- Узел намотки;
- Натяжные ролики;
- Узел смотки;

Станок для вырезки колец из электрокартона РИФЖ 043354.001
Станок для вырезки колец из электрокартона РИФЖ 043354.001
Станок для вырезки колец из электрокартона РИФЖ 043354.001 предназначен для вырезки колец, сегментов, полос из электрокартона при изготовлении деталей изоляции силовых трансформаторов. Наружный диаметр кольца минимальный – 200 мм, максимальный – 2000 мм. Производитель ОАО “Севкавэлектроремонт”. Гарантийный срок эксплуатации – 12 месяцев.
Станок для вырезки колец из электрокартона состоит из:
- Зажима круговых заготовок при резке;
- Механизма подъема ножа;
- Ножей роликовых;
- Упора для резки полос;
- Станины с приводом;

Станок для вырезки сегментов изоляции РИФЖ 043354.002
Станок для вырезки сегментов изоляции РИФЖ 043354.002
Станок для вырезки сегментов изоляции РИФЖ 043354.002 предназначен для вырезки колец и сегментов из электрокартона при изготовлении деталей изоляции силовых трансформаторов. Наружный диаметр изготавливаемых сегментов из электрокартона от 250 мм до 850 мм. Применение станка позволяет снизить отходы электрокартона. Производитель ОАО “Севкавэлектроремонт”. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию.
Станок для вырезки сегментов из электрокартона состоит из следующих основных узлов:
- Прижим;
- Ножи дисковые;
- Механизм подъема ножей;
- Направляющая;
- Ползун с поворотной плитой;
- Корпус с приводом;
- Педаль управления;
- Шкаф управления;

Станок для гофрирования электрокартона РИФЖ 043155.003
Станок для гофрирования электрокартона РИФЖ 043155.003
Станок гофрирования электрокартона РИФЖ 043155.003 предназначен для гофрирования электрокартона, применяемого при создании каналов между обмотками НН и ВН силовых трансформаторов I-II габаритов. Максимальная ширина картона 700 мм. Оборудование производства ОАО “СКЭР”. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию.
Каркас станка выполнен в виде сварной конструкции, на которой монтируется привод станка. Привод станка предназначен для вращения вальцев. Вальцы вращаются в корпусах. Верхние корпуса выполнены подвижно для регулировки высоты гофра. Конструкцией станка предусмотрен запуск вальцов в прямом вращении и реверсном вращении.
Станок для гофрирования электрокартона состоит из:
- Каркаса;
- Привода станка;
- Подающего стола;
- Приемного стола;
- Ограждений;
Станок для нанесения лака на электрокартон РИФЖ 043155.004
Станок для нанесения лака на электрокартон РИФЖ 043155.004
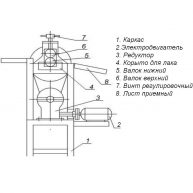
Станок для нанесения лака на электрокартон РИФЖ 043155.004 предназначен для нанесения лака на заготовки из электрокартона при изготовлении деталей изоляции для трансформаторов. Ширина электрокартона до 500 мм. Производитель ОАО “Севкавэлектроремонт”. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию. Возможно изготовление по техническому заданию заказчика.

Станок для обработки колец из электрокартона РИФЖ 042211.001
Станок для обработки колец из электрокартона РИФЖ 042211.001
Станок для обработки колец из электрокартона РИФЖ 042211.001 предназначен для обработки торцов деталей изоляции силовых и специальных трансформаторов III-VI габаритов, имеющих форму кольца. Максимальный наружный диаметр обработки 1500 мм. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию. Оборудование производства ОАО “СКЭР”.
Станок для обработки колец из электрокартона состоит из следующих основных узлов:
- Каркаса;
- Роликов приводных;
- Фрезерной головки;
- Прижимов;
- Рукоятки перемещения фрезы;
- Ролика опорного;
Принцип работы станка:
Фреза приводящаяся в движение через ременную передачу от мотор редуктора, обрабатывает кольцо зажатое между приводными роликами и прижимами. Конструкцией станка предусмотрен запуск приводного механизма в двух направлениях, условно «по часовой стрелки» и «против часовой стрелки». Более точно направление работы механизма можно определить по стрелкам указателям на элементах управления.

Станок для пайки провода РИФЖ 442149.002
Станок для пайки провода РИФЖ 442149.002
Станок для пайки провода предназначен для пайки обмоточного провода круглого или прямоугольного сечения при намотке обмоток электродвигателей и трансформаторов и восстановлении проводов. Пайка может производиться мягкими и твердыми припоями. Производитель оборудования ОАО “Севкавэлектроремонт”.
Станок для пайки провода состоит из следующих основных конструктивных элементов:
- Корпус;
- Зажимы провода;
- Электрододержатели;
- Электроды;
- Переключатели режимов;
- Педаль для движения электрода;
- Педаль для включения паяльного трансформатора;
- Провод;
Станок для порезки изоляционных деталей РИФЖ 042133.001
Станок для порезки изоляционных деталей РИФЖ 042133.001
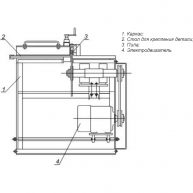
Станок для порезки изоляционных деталей РИФЖ 042133.001 предназначен для изготовления электрокартонных деталей прямоугольной формы ярмовой и уравнительной изоляции силовых и специальных трансформаторов III-VI габаритов. Максимальные размеры разрезаемого электрокартона – 60 мм x 200мм x 1,1 мм. Оборудование производства ОАО “СКЭР”. Возможно изготовление по техническому заданию заказчика.
Станок для изготовления электрокартонных деталей состоит из:
- Каркаса;
- Стола для крепления детали;
- Пилы;
- Электродвигателя;
Оборудование и станки для ремонта и испытания силовых трансформаторов, станки для перемотки трансформаторов, оборудование для ремонта масляных трансформаторов, оборудование для ремонта сухих трансформаторов, испытательные стенды и станции для трансформаторов от производителя ОАО “Севкавэлектроремонт”
Источник
Особенности и виды ремонта трансформаторов
Во время работы трансформатора в электроустановке он постепенно теряет свои первоначальные свойства, и без соответствующего обслуживания просто выйдет из строя. Это происходит от постоянного негативного влияния электродинамических, термических и механических нагрузок. Для того чтобы предупредить выход из строя любого трансформатора необходимо проводить помимо ежедневного внешнего осмотра ещё и такие виды ремонтов:
Они являются планово-предупредительными ремонтами. Существует ещё один особый вид ремонта — внеочередной. Он проводится в случае обнаружения дефекта, если он может привести к отказу в работе. Это решение простой электротехнический персонал не принимает, это должен сделать или руководитель Потребителя, или же лицо ответственное за электрохозяйство данного цеха или участка. Персонал только сообщает своему руководству о неисправностях в работе.
Один из самых распространённых на производстве типов трансформаторов имеет сокращение ТМГ (трансформатор масляный герметичный) и используется почти на всех типах подстанций и распределительных устройств. Ремонт обмоток и их обслуживание является очень нелёгкой задачей, так как только, чтобы их осмотреть нужно сливать всё масло и разбирать герметично зажатый корпус.
Кто устанавливает периодичность текущих ремонтов трансформаторов
В зависимости от местных условий работы, а также состояния трансформатора текущий ремонт производится по мере необходимости. Периодичность их устанавливает технический руководитель или лицо ответственное за электрохозяйство. Чаще всего эти работы выполняются не реже одного раза в год. Иногда этот срок может быть продлён до 1 раза в три года. С капитальными ремонтами немного другая история. Капитальный ремонт выполняется по типовой номенклатуре работ и должен проводиться:
- Для трансформаторов 110 кВ и выше, мощность которых от 125 МВА и больше, не позднее чем через 12 лет после момента ввода его в работу. Это делается с учётом результата диагностического контроля. Дальнейшие ремонты производятся по мере необходимости;
- Все остальные менее мощные трансформаторы (ТМГ) подлежат капитальному ремонту в соответствии с их состоянием и по итогам диагностического контроля.
Вывод в ремонт силового трансформатора последовательность
Во время эксплуатации любой трансформатор, понижающий или повышающий, выводится с работы аварийно в следующих случаях:
- Внутреннее потрескивание, которое характерно для электрического разряда между двумя разно полярными проводниками;
- Ненормального или неравномерного шума, который появляется как с нагрузкой, так и без неё;
- При необоснованном нагреве, который увеличивается даже при номинальной нагрузке и исправном охлаждении;
- При выбросах масла, которые могут быть и с расширителя и с разрушенной диафрагмы выхлопной трубы;
- При сильной течи масла, а также при достижении минимального допустимого уровня;
- После получения из лаборатории плохих результатов проведённого химического анализа масла.
Последовательность действий персонала при выводе с работы трансформатора в ремонт чётко регламентируется под роспись. В зависимости от местных условий и схемы включения трансформаторов эти переключения могут немного отличаться друг от друга, но основная логическая цепочка всё же остаётся неизменной. Главное, они должны быть выполнены без последствий для питаемого оборудования и для источников, потребляющих электроэнергию, а также безопасно, то есть с применением как основных, так и дополнительных средств индивидуальной защиты.
Вот последовательность отключений и переключений в схеме понижающего трехфазного масляного или сухого трансформатора подстанции, для вывода его в ремонт:
- Если имеется секционный разъединитель и масляный выключатель с низкой стороны, то для обеспечения бесперебойного электроснабжения питающихся потребителей. при этом в первую очередь включается разъединитель а уже потом секционный масляный выключатель;
- Отключается масляный выключатель с низкой стороны. Теперь обе секции питаются от одного трансформатора, который во время ремонта другого будет питать обе секции. Естественно, это если их всего две, как и трансформаторов;
- Отключается вводной масляный выключатель, то есть с высокой стороны;
- Теперь можно уже обеспечивать видимый разрыв к силовым шинам выводимого в ремонт трансформатора путём отключения линейных или шинных разъединителей;
- С низкой и с высокой стороны должны быть установлены переносные заземления, естественно, после непосредственной проверки отсутствия напряжения и вывешивания плакатов безопасности.
После чего на ремонтируемый трансформатор допускается бригада, с соблюдением всех организационных и технических мероприятий.
Текущий ремонт силовых трансформаторов
В объем работ, выполняемых во время текущего ремонта, входят:
- Тщательный наружный осмотр;
- Читка корпуса, протирка изоляторов;
- Обтяжка всех болтовых соединений, особое внимание нужно уделить токоведущим соединениям, в случае их окисления необходимо раскрутить, зачистить и заново обтянуть;
- Проверка системы охлаждения и работы маслоуказательного устройства;
- Срабатывание газовой защиты и чистка блок-контактов в нём;
- Если есть автоматические устройства охлаждения, необходимо проверить их срабатывание и работоспособность;
- Спуск ваги и конденсата с отстойника расширителя;
- Проверка степени влажности силикагеля. Частички розового цвета должны быть заменены на новые;
- Доливка масла в расширительный бачок в случае необходимости;
- Замер сопротивления изоляции, эту процедуру выполняют мегомметром, рассчитанным на напряжение 2500 Вольт. Погрешность прибора не должна превышать 10–15%.
Если между текущими ремонтами во время эксплуатации были замечены мелкие неисправности они должны быть устранены ремонтным персоналом. При этом число узлов и деталей которые должны быть заменены на новые должно быть минимальным.
При текущих ремонтах сухих трансформаторов нужно обязательно снять кожух и удостоверится в отсутствии электрического нагрева и механического повреждения всех его частей. После обтяжки обязательно продуть сжатым воздухом, только после этого ставить назад кожуха. Ремонт импульсного трансформатора из-за его небольших габаритов может выполняться даже в домашних условиях.
Капитальный ремонт силовых трансформаторов
При капитальном ремонте обязательно производится вскрытие крышки, и тщательная проверка всех узлов. После чего испытывают его в соответствии с нормативными документами. Ремонт крупных силовых масляных трансформаторов (ТМГ) производится непосредственно на месте установки с применением сборных конструкций, без отправки его в ремонтный цех. Если существуют трансформаторные башни, сооружённые вблизи распределительных устройств или ремонтные площадки машинных залов с подъездными путями тогда задействуют и их. Ремонт масляных трансформаторов (ТМГ) должен включать в себя полную замену старого масла на новое.
Трансформаторы небольшой мощности (сварочные, импульсные и т. д.) ремонтируют в специальных оборудованных мастерских или ремонтных цехах. Эти помещения должны надёжно защищать разобранные трансформаторы от попадания на их части пыли и различных атмосферных осадков. Виды особо важных работ, которые должны выполнять только узкоспециализированные работники, обладающие навыками и знаниями:
- Доставка ТМГ на ремонтную площадку. Его погрузка, разгрузка и транспортировка;
- Снятие контактных выводов;
- Ремонт активной части трансформатора;
- Перемещение и установка отдельных комплектующих и узлов.
Причём работники должны качественно уметь выполнять не только электрические работы, но и такелажные. Пройдя соответствующее обучение со сдачей экзаменов, а также получив подтверждающий документ. Технологический процесс ремонта трансформатора должен быть выполнен качественно и строго по графику тогда это неприхотливое оборудование прослужит десятки лет. Испытание трансформатора после ремонта сводится к:
- определению коэффициента трансформации. Он определяется для всех существующих обмоток и ответвлений;
- замеру сопротивления изоляции обмоток;
- подаче повышенного напряжения на первичную обмотку. Этому испытанию подвергают каждую обмотку. Технология этого процесса выполняется с помощью повышающего автотрансформатора. Именно он даёт возможность повышения и понижения испытательного напряжение плавно
Ремонт сварочных трансформаторов
Перед тем как перейти непосредственно к ремонту сварочного трансформатора, стоит убедиться в отсутствии подгорания клемм для подключения силового провода. Клеммная колодка, к которой подключаются концы сварочных проводов, самое слабое место этого устройства. Фазные замыкания обмоток редкость, чаще всего это замыкания на заземлённый корпус, а если всё же они произошли, то будет наблюдаться сильный нагрев. То есть при ремонте сварочных трансформаторов нужно обратить особое внимание на все болтовые соединения, так как все-таки процесс сварки связан постоянной работой трансформатора в режиме короткого замыкания. Также этот ремонт направлен на ревизию механизма, соединяющего сердечник, и надёжное закрепление обмоток на магнитопроводе. Ремонт обмоток очень редкая процедура и сводится она к нанесению специального лака на поврежденные её участки или полной её замены на новую.
Качественный текущий и капитальный ремонт трансформаторов, выполненный в полном объёме, часто становится основной составляющей долгосрочной безаварийной его работы.
Видео капитального ремонта трансформатора
Источник