- Ремонт трубопроводной арматуры
- Арматура трубопроводная: применение и разновидности
- Классификация трубопроводной арматуры
- Арматура трубопроводная фланцевая
- Соединительная арматура трубопроводов
- Нержавеющая трубопроводная арматура
- Трубопроводная арматура для АЭС
- Арматура для металлопластиковых труб
- Арматура для полиэтиленовых труб
- Арматура для полипропиленовых труб
- Условные обозначения арматуры трубопроводной
Ремонт трубопроводной арматуры




![]()
![]()
 На трубопроводах устанавливается арматура различного назначения и устройства. Она служит для периодического включения или отключения потока, протекающего по трубопроводу (запорная арматура); поддержания заданного давления, температуры или расхода (регулирующая арматура).
На трубопроводах устанавливается арматура различного назначения и устройства. Она служит для периодического включения или отключения потока, протекающего по трубопроводу (запорная арматура); поддержания заданного давления, температуры или расхода (регулирующая арматура).
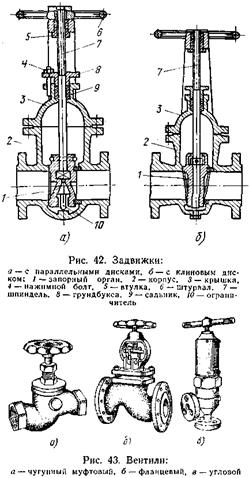
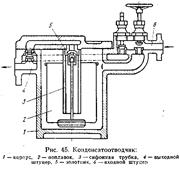
Различные типы трубопроводной арматуры показаны на рис. 42 – 45. Каждый тип арматуры состоит из трех основных узлов: корпуса, рабочего органа и привода к рабочему органу. Корпус у большей части арматуры выполнен в форме тройника с фасонной внутренней полостью. Верхний патрубок служит для крепления на нем крышки.

Рабочим органом арматуры является клапан. Поверхности соприкосновения клапана с корпусом – уплотнительные поверхности образуют затвор. Место посадки клапана в корпусе называют седлом. Клапаны имеют различную конструктивную форму: тарелки, диска, золотника, клина и т. п. Их выполняют из одной или нескольких деталей, закрепленных на шпинделе, или заодно со шпинделем. Седла изготовляют в виде отдельной детали (кольца), закрепленной на корпусе, или в виде кольцевой наплавки на корпусе, на поверхность которой садится клапан.
У вентилей и клапанов затвор перемещается перпендикулярно уплотнительному кольцу в корпусе, у задвижек – параллельно уплотнительным кольцам в корпусе. У кранов пробка вращается вокруг своей продольной оси.
По конструкции присоединительных концов арматура бывает фланцевая, муфтовая, цапфовая и с концами под приварку.
По направлению движения среды арматура делится на проходную, в которой направление при выходе из корпуса не меняется, и угловую, изменяющую направление движения среды.
Арматура может приводиться в движение вручную вращением штурвала либо при помощи электрического, пневматического, гидравлическогоприводов.
К неисправностям трубопроводной арматуры в первую очередь относится недостаточная плотность сальниковых уплотнений. Пропуск через сальник может быть вызван либо слабой затяжкой нажимной гайки, либо износом набивки.
Плохое запирание трубопровода может произойти при износе деталей затвора (седла и клапана). Замораживание арматуры часто приводит к появлению трещин в ее корпусе и крышке. Возможны также повреждения резьбы на шпинделе, поломка штурвалов, выход из строя привода.
Ремонт арматуры, в зависимости от характера повреждений, может проводиться как без снятия ее с трубопроводов, так и после демонтажа. Не снимая арматуру с трубопровода, можно устранить пропуски через сальник, подтянув нажимную втулку либо заменив сальниковую набивку.
Такие неисправности арматуры, как износ уплотнительных поверхностей затвора, поломка шпинделя, кольца сальника, грундбуксы, втулки крышки, трещины в корпусе и крышке арматуры требуют частичного (крышка и затвор) либо полного демонтажа арматуры и доставки ее в мастерскую.
Перед снятием арматуры, чтобы знать, с какого места она снята, делают пометки на корпусе и на стыкуемых фланцах трубопровода.
Перед разборкой фланцевых соединений затвор арматуры плотно закрывают.
Доставленную в мастерскую арматуру устанавливают шпинделем вверх на специально очищенное место. Поворачивая штурвал против часовой стрелки, открывают затвор, затем отвертывают гайку и снимают штурвал со шпинделя. Если на верхней части шпинделя есть и другие детали (приводная головка, шпонки, шарикоподшипники), их предварительно снимают. Далее, отвернув гайки со шпилек крышки, ее снимают. Поднимают крышку строго вертикально, так как даже незначительный перекос может повредить шпиндель в месте посадки клапана. Поверхности разъема корпуса тщательно очищают от старой прокладки.
Детали затвора, вынутые с крышкой, разбирают. Отвернув гайки со шпилек грундбуксы, снимают нажимную планку, грундбуксу, удаляют сальниковую набивку и кольца. Если необходимо снять тарелку, то отгибают предохранительную шайбу, отвертывают накидную гайку, которая крепит тарелкодержатель, или вывертывают шпиндель из обоймы и, осторожно придерживая верхний тарелкодержатель, вынимают тарелки и грибок (шарик) из места посадки. Все детали тщательно промывают в керосине и насухо вытирают чистыми тряпками, после чего тщательно осматривают каждую деталь. Прежде всего, проверяют целостность корпуса и крышки арматуры. Затем при помощи небольшого зеркала осматривают поверхности седла, выявляя на его поверхности задиры, царапины и другие повреждения. Также тщательно осматривают другие детали. Для обнаружения волосяных трещин применяют лупы с трехкратным, десятикратным увеличением.

Наиболее сложным при ремонте деталей арматуры является устранение дефектов на уплотнительной поверхности арматуры. Незначительные риски и царапины устраняют, обтачивая и шлифуя поверхность на станке с последующей притиркой.
Притирку производят вручную или используя различные механические приспособления. Ручная притирка уплотнительных поверхностей (седел и клапанов) трубопроводной арматуры ведется следующим образом. Обрабатываемую поверхность и поверхность притира (плиты или оправки из более мягкого металла, по которым притираются детали арматуры) перед началом работы и при смене притирочного материала тщательно промывают бензином или керосином и насухо протирают ветошью, а при необходимости обдувают воздухом. Затем на притир тонким равномерным слоем наносят притирочную пасту, разведенную керосином, или притирочный материал, смешанный с маслом. После этого начинается притирка. Притир плавно вращают по уплотнительной поверхности 6 – 7 раз попеременно вправо и влево на 90°. После этого поворачивают его на 180° и снова из нового положения поворачивают попеременно 6 – 7 раз вправо и влево на 90°. Поворачивают притир на 180° 5 – 8 раз, после чего притир вынимают, обрабатываемую поверхность промывают бензином и протирают чистой ветошью. Затем притирку повторяют вновь в том же порядке, пока поверхность не станет светло-матовой или блестящей по замкнутому кольцу.
После притирки пастой следует продолжать притирку в течение 5 – 10 мин минеральным маслом. Притирку обрабатываемой поверхности ведут под давлением, создаваемым собственным весом притирки или деталей: при грубой притирке не более 1,5 кгс/см 2 ; при средней притирке 1 кгс/см 2 ; при окончательной притирке или доводке 0,5 кгс/см 2 . Качество притирки проверяют на карандаш или «на краску».
Наиболее распространенным притирочным материалом является паста Государственного оптического института (ГОИ). Паста ГОИ выпускается трех сортов. Грубую пасту (1-й сорт) применяют для удаления следов обточки. Среднюю пасту (2-й сорт) используют после обработки детали грубой пастой для получения полузеркальной блестящей поверхности. Для окончательной доводки применяют 3-й сорт – тонкую пасту.
Глубокие (более 0,5 мм) раковины, выбоины устраняют путем наплавки нового металла на уплотнительную поверхность с последующей обточкой и притиркой. Наилучшим материалом для наплавки являются твердые сплавы: стеллит и сормайт. Технология наплавки довольно сложна, требует специального оборудования и точного соблюдения температурного режима, поэтому может проводиться только в ремонтно-механических цехах завода специально подготовленными рабочими.
Основные операции, осуществляемые при восстановлении уплотнительных поверхностей путем наплавки, следующие: очистка детали от грязи и ржавчины металлическими щетками, напильниками; выточка кольцевых канавок, разделка фасок и т.п. на толщину, равную толщине наплавляемого слоя; подогрев детали и наплавка (наплавку ведут в четыре слоя одинаковой толщины в пределах 1,5–2 мм); отпуск и охлаждение наплавленной детали; механическая обработка наплавленной поверхности.
Принимая отремонтированную деталь, необходимо убедиться в отсутствии таких дефектов, как наличие трещин слоя сплава, переходящих в основной металл, выкрашивание и отслаивание наплавленного слоя, раковин, шлаковых включений, трещин на наплавленном слое и на границе основного металла.
Ремонт корпусов, крышек и других кованых и литых деталей арматуры заключается в устранении трещин или свищей путем вырубки дефектного места с последующей заваркой и термической обработкой (отжигом). Для выявления дефектов применяют так называемую цветную дефектоскопию, заключающуюся в следующем. Детали предварительно протирают ветошью, смоченной в бензине, промывают в содовом растворе, потом в чистой воде и просушивают. После просушки поверхность деталей смазывают раствором, состоящим из 80% керосина, 15% трансформаторного масла, 5% скипидара и 15 – 20 г краски (судана-3 или жирового оранжа) на каждый литр этого раствора. По истечении 30 – 60 мин детали промывают холодной водой до полного удаления следов раствора и на мокрую поверхность наносят тонким слоем раствор в воде порошка мела. Имеющиеся на поверхности дефекты выявляются на просохшем покрытии в виде ярко выраженных пятен или полос, причем более глубокие трещины образуют более широкие полосы.
Ремонт шпинделя, проводимый в прицеховой мастерской, состоит в правке незначительного искривления шпинделя, удалении царапин и рисок, шлифовке и притирке уплотнительной поверхности.
На чугунных задвижках марки 31ч6нж обе плашки отлиты из чугуна и соединены между собой стержнем диаметром 15 мм, который при закрывании задвижек часто ломается и задвижка выходит из строя.
Для увеличения срока службы задвижек можно просверлить отверстие в стержне, соединяющем плашки, и впрессовать в него стальной палец диаметром 8 мм, после чего оба конца обварить.
Сборку отремонтированной арматуры ведут в порядке, обратном разборке: детали собирают согласно отметкам, сделанным кернером, или разборке.
Источник
Арматура трубопроводная: применение и разновидности
Трубопроводная сеть любого назначения – это серьезная инженерная конструкция, в которой каждая деталь несет на себе определенную функциональную нагрузку, отвечает за качество, безопасность, бесперебойность работы сети. Но магистраль не состоит из одних лишь труб, необходима еще и арматура. Конструкционное решение таких деталей по сложности, материалу изготовления (сталь, чугун, латунь, пластик), видам и назначению разнообразны. Она используется для стальных, металлопластиковых, полиэтиленовых, полипропиленовых систем. Широкий ассортимент этих изделий классифицирован, что помогает разобраться с пониманием вопроса трубопроводная арматура: что это такое?

Каждый трубопровод оснащается разными видами арматуры — запорной, регулирующей и прочей
Классификация трубопроводной арматуры
Что же такое — «арматура трубопроводная»? Это механизм, работа которого заключается в изменении сечения проводящего просвета трубопровода с целью организации движения (регулировка, отключение, смешивание, сброс, распределение) одного или нескольких потоков жидких, газообразных, порошкообразных веществ, согласно техническим параметрам давления, температуры, мощности, направления и физико-химического состояния рабочей среды. Классификация довольно обширна, такие элементы делятся по разным критериям.
1. По выполняемым функциям:
- запорная – герметично перекрывает движение вещества в магистрали в момент закрытия, также обеспечивает проходимость без сопротивления при открытии механизма (кран, вентиль, заслонка, задвижка). Необходимость в данном процессе возникает периодически по техническим требованиям. К запорным относится элемент для спуска рабочей среды из емкости или поступления в контрольно-измерительные приборы;
- регулирующая – позволяет менять параметры температуры, давления, напора, уровня, расхода транспортируемого вещества (вентиль, самодействующий клапан, конденсатоотводчик, регулятор уровня). Редукционная или дроссельная арматура трубопроводов регулирует давление посредством гидравлического сопротивления;
- предохранительная – автоматически срабатывает на открывание клапана при давлении, превышающем норму, во время чего происходит сброс избытка проводимой массы (предохранительный клапан, мембранный предохранитель, перепускной клапан);
- защитная – отключает оборудование, участок трубопровода при аварийном изменении показателей проводимого вещества или блокирует обратный ток рабочей среды, защищая трубопровод и оборудование от аварийных ситуаций (обратный клапан, пневмозадвижки, отсечный клапан);
- фазоразделительная – разделяет проводимую среду, находящуюся в разных фазах состояния (удаление конденсата, масло/газо/воздухоотделение);
- распределительно-смесительная – распределяет поток вещества в заданных направлениях, либо смешивает потоки в единый (распределительный кран/клапан, смеситель, трехходовая арматура);
- контрольная – определяет уровень, движение проводимой массы (датчик уровня, пробко-спускные краны).

Контрольная арматура позволяет следить за температурой, давлением и прочими параметрами работы трубопровода
2. По способу управления:
- управляемая – приводится в действие посредством манипуляции вручную или с помощью механического (пневматического, гидравлического, электрического, электромагнитного) привода. Дистанционное управление может осуществляться отдельно установленным от трубопроводной арматуры приводом, соединяемым подшипниками, валами, тросом, зубчатыми колесами. Большая часть изделий, рассчитанная на трубы Ø не более 400 мм, управляется ручным приводом, процесс отличается медлительностью и приложением значительных усилий;
- автоматическая – действует автономно под влиянием рабочей среды или с помощью устройств автоматического срабатывания.
3. По способу соединения с трубопроводом:
- муфтовый – соединение муфтой с резьбой внутри, применим к Ø не более 80 мм и рабочему давлению 10 атм, подходит для металлопластиковых, полиэтиленовых, полипропиленовых трубопроводов;
- фланцевый – прочное соединение с болтовой стяжкой, фланцевая стыковка может многократно разбираться и собираться для ремонта, прочистки арматуры. Необходим периодический контроль креплений, так как они могут ослабевать;
- под приварку – детали стыкуются сварочным швом в раструб или встык, считается самым надежным и герметичным, применяется для проводимости опасных веществ. Соединение может быть дополнено подкладным кольцом, чтобы исключить перекос стыковки деталей, такой способ используют при прокладке трубопроводов для АЭС;
- цапковый – способ соединения элементов небольшого размера, работающей под высоким давлением (КИПиА), посредством присоединительных патрубков с наружной резьбой и буртиком;
- штуцерный – используется для арматуры Ø не более 15 мм в лабораторных трубопроводах. Соединение резьбовое.

Фланцевое соединение относится к разборным креплениям; арматуру, установленную таким методом, легко обслуживать и заменять
4. По способу герметизации:
- сальниковая – достигается уплотнением контакта штока и шпинделя сальниковой набивкой (шнуры из асбестовых или пеньковых волокон, пропитанные герметизирующим составом, фторопластовая набивка);
- мембранная – уплотнение за счет мембраны (упругий эластичный диск), которая зажимается между крышкой и корпусом арматуры;
- сильфонная – подвижные элементы уплотнены сильфонным узлом (гофрированная трубка);
- шланговая – в конструкцию арматуры включен эластичный шланг, который пережимается, герметично отсекая поток.
5. По области применения:
- специальная – изготавливается на заказ с определенными требованиями для выполнения специфических задач. Арматура трубопроводная такой разработки используется в лабораторных исследованиях, испытаниях, оборонном комплексе, АЭС;
- общего назначения – изделия серийного выпуска, которые широко используются в промышленности, системах ЖКХ (водопровод, отопление), других производственных отраслях. К ним относятся:
- пароводяная – широко применяется во всех сферах, где трубопровод работает с водой, рассчитана на различный спектр диаметров и рабочего давления;
- газовая – применима к трубопроводам газоснабжения с требованиями для пожароопасной, взрывоопасной среды. Отличается прочным, герметичным соединением;
- нефтяная – устойчивая к агрессивной среде арматура, устанавливаемая на трубопровод с нефтяным потоком или нефтепродуктами;
- химическая – разрабатывается из материалов, устойчивых к окислению, для трубопроводов химической промышленности с очень агрессивной рабочей средой;
- энергетическая – вид трубопроводной арматуры, сопряженной с работой энергетических котлов, установок, турбин с повышенным давлением (более 300 атм) и температурой пара (более 500 о С);
- судовая – применяется на флоте, судостроении, морских сооружениях в условиях работы с нестабильным положением и суровым морским климатом;
- резервуарная – монтируется на емкостях для сброса наполняющей среды (дренажная арматура), имеет один присоединительный патрубок.
10. По типу перемещения рабочего механизма выделяют такие виды трубопроводной арматуры:
- кран – запирающий элемент, имеющий тело вращения, перемещается, вращаясь вокруг своей оси с произвольным расположением относительно направления потока;
- задвижка – элемент регулировки или запора перемещается перпендикулярно направлению потока, имеет крайние положения откр. и закр.;
- затвор (заслонка, герметичный клапан) – дисковидный элемент затвора вращается вокруг своей оси перпендикулярно или под углом относительно потока;
- вентиль (запорный клапан) – тело запирания и регулировки посажено на шпиндель, перемещается параллельно потоку возвратно-поступательно, перекрывая сечение в горизонтальной плоскости. Работает с газообразной и жидкой средой, бывает клапанный и шаровый.

В зависимости от типа, задвижки и вентили могут работать с газообразной или жидкой средой
7. По условному давлению:
- вакуумная – изолирует часть или всю вакуумную камеру от системы откачки для управления последовательности процесса откачки;
- абсолютного давления (до 0,1 МПа) – применимы в оборудовании для измерения абсолютного давления среды трубопровода;
- малого давления (до 1,6 МПа) – бытовые металлопластиковые, полиэтиленовые, полипропиленовые водопроводы и системы из стали;
- среднего давления (до 10 МПа):
- высокого давления (до 100 МПа);
- сверхвысокого давления (более 100 МПа).
8. По рабочей температуре:
- криогенная (-150 о С и ниже);
- холодильного оборудования (от -60 о С до -150 о С);
- низкой температуры (от -20 о С до -60 о С);
- средней температуры (до 400 о С);
- высокой температуры (до 600 о С);
- жаростойкие (600 о С и выше).
Арматура трубопроводная фланцевая
Фланцы, дополняющие арматурную конструкцию – это элементы крепления в виде металлических плоских колец или дисков с отверстиями по периметру. Сквозь отверстия продетые болты, либо шпильки затягиваются, обеспечивая надежное соединение. Фланцевая арматура – совокупность разного вида трубопроводных изделий с данным типом стыковки, она распространена в установках, работающих с широким диапазоном давления и температуры.

Фланцевая арматура может быть изготовлена из стали, она может работать в широком диапазоне давления и температуры
Возможность разобрать крепление позволяет произвести ревизию или ремонт арматуры и трубопровода. Конструкция, размеры, требования арматурных фланцев соответствует ГОСТ. Являясь частью арматурного корпуса, фланцы отливают из чугуна (серый, ковкий) или стали. На трубы аналогичный фланец приваривают.
Предельные параметры работы арматуры из чугуна и стали внутренних сетей приведены в таблице №1.
Таблица 1
| Предельное значение Øу, мм | Материал | Рабочее давление, атм | Рабочая температура, о С |
| 200,0 | Чугун серый | 2,4; 12,5 | Любая; 300 |
| 300,0 | Чугун серый | 7,8 | 300 |
| 400,0 | Чугун серый | 12,5 | 200 |
| 500,0 | Чугун серый | 4,8; 12,5 | 300; 150 |
| 600,0 | Чугун серый | 7,8 | 150 |
| 80,0 | Чугун ковкий | 38,7 | 400 |
| 100,0 | Чугун ковкий | 24,2 | 300 |
| любой | Сталь | 62,0 | 450 |
Важно! Установка арматуры из ковкого чугуна на трубопровод надземной укладки не допустима при температуре -30 о С, а из серого чугуна -10 о С, она заменяется стальной.
Фланцевая арматура применяется для труб диаметром от 50 мм, имеет внушительные размеры и вес. Ей не страшны перепады давления, температура рабочей среды может достигать 400 о С, подходит любое положение в пространстве.
Соединительная арматура трубопроводов
В процессе монтажа трубопровода возникает необходимость соединения труб различающихся материалов (из стали, металлопластиковых, полиэтиленовых, полипропиленовых) и значений диаметра между собой или должен быть встроен фланцевый элемент в состав сети на участке особой важности, где возможна аварийная ситуация. В данном случае используется соединительная арматура – вспомогательные детали стыковки (фланцевые адаптеры, хомуты, соединительные муфты, заглушки, отводы, крестовины, тройники), не имеющие в своей конструкции запорно-регулирующего механизма.

Стальные соединительные элементы подходят к любым типам трубопроводов, так как прочны и способны выдерживать высокие нагрузки
Такая арматура позволяет производить быстрый, прочный монтаж, замену деталей, ревизию и ремонт трубопровода. Способ соединения выбирают для каждого вида труб по назначению. Стыковка для металлопластиковых труб предпочтительна обжимная, а для полипропиленовых – сварная. Стык получается добротный, герметичный, долговечный. Диаметр соединительной арматуры варьируется от 25 до 2020 мм, номинальное давление от 1 МПа до 4 МПа. Материал изготовления: чугун, сталь, пластик. Тип соединения – резьбовой, фланцевый, обжимной.
Соединительная трубопроводная арматура из нержавеющей стали особенно прочна, устойчива к агрессивным средам, коррозии, температуре, износу, поэтому незаменима в химической, нефтегазовой, пищевой, фармацевтической промышленности, а так же АЭС.
Нержавеющая трубопроводная арматура
Применение нержавеющей стали позволило получить качественно другой вид изделий, не взаимодействующих с рабочей средой (без изменения ее свойств). В пищевой промышленности такие детали трубопровода незаменимы, они экобезопасны, химически инертны, устойчивы по всем параметрам.
Арматура из нержавеющей высоколегированной стали (фланцевая, соединительная, краны, затворы, клапаны, конденсатоотводчики) включается в нержавеющий трубопровод, транспортирующий питьевую воду, молокопродукты, масла, алкоголь с возможностью очищения системы после цикла производства. В пивоваренной и винодельческой промышленности нержавеющие детали составляют системы с регулировкой температуры, давления, распределения, смешивания.
Конечно, нержавеющие детали применимы и к системам бытовых и промышленных водопроводов, отоплению.

Нержавеющая арматура пригодна для использования в пищевой промышленности, бытовых водопроводных и отопительных системах
Трубопроводная арматура для АЭС
Работа атомной электростанции (АЭС) – сложное энергетическое производство повышенной опасности. Все оборудование должно работать точно «как часы», трубопроводная сеть не исключение. Она содержит большое количество арматуры, агрегатов, КИПиА.
Требования по установке трубопроводной арматуры на АЭС:
- движение рабочей среды должно соответствовать указательной стрелке на корпусе детали;
- запрещается применять арматуру не по назначению (запорную как регулирующую);
- все виды деталей должны иметь свободный доступ;
- арматура высоких температур должна закрываться съемной, разборной конструкцией с теплоизоляцией.
Соединение частей системы со средним и высоким давлением приварное (концы арматуры для АЭС делают под приварку) или фланцевое с наименьшим риском протечек. Материал изготовления – качественная сталь, устойчивая к агрессивной среде, нагрузкам, износу.
Предохранительной и защитной арматуре отводится важная роль. Для недопущения превышения давления, возникновения аварийной ситуации на парогенераторы двухконтурной АЭС устанавливают два предохранительных клапана (импульсные, рычажные, пружинные) — основной и вспомогательный. Обязателен сброс пара в барботер. Вывод дренажа из контуров АЭС осуществляется установленными последовательно двумя вентилями: сначала запорного, следом регулирующего. Запорный открывается полностью. Четко рассчитывается количество и места установки арматуры, применяется сложная система уплотнений в местах высокой радиоактивности среды. Арматура для АЭС после ремонта проходит ряд испытаний на давление с превышением рабочего на 25%.
Арматура для металлопластиковых труб
Вспомогательные детали для металлопластиковых трубопроводов внутренней укладки используют для управления потоком воды или теплоносителя при разводке труб к приборам водопровода, водонагревания, отопления, сливам. Это краны, вентили, затворы, клапаны, задвижки, смесители, регуляторы давления, обратные клапаны, рассчитанные на работу с температурой среды до 95 о С и давлением в 16 атм.

При монтаже трубопроводов из металлопластиковых труб чаще всего применяют латунные фитинги
Арматура металлопластиковых трубопроводов, используемых в бытовых условиях, небольшого размера и эстетично выглядит, имеет резьбовое и пресс-соединение, условные обозначения, что значительно упрощает монтаж. Изготавливаются из никелированной латуни, устойчивой к коррозии. Наиболее часто используются различные виды соединительной арматуры и шаровые вентили.
Важно! Выбор арматуры для металлопластиковых труб лучше остановить на проверенном производителе, качественный товар имеет длительный срок эксплуатации.
Арматура для полиэтиленовых труб
Как и в металлопластиковых трубопроводах, арматура для полиэтиленовых труб используется в напорных и безнапорных системах. Самый широкий ассортимент у соединительных элементов для зажимного, сварного или фланцевого соединения. Сварное соединение полиэтиленовых изделий считается самым надежным, герметичным, составляет единое литое тело.
Регулировка движения потока среды данных трубопроводов осуществляется с помощью полиэтиленовых (ПНД) или латунных кранов, вентилей, заслонок, рассчитанных на давление до 16 атм и температуру потока 45 — 80 о С (горячее водоснабжение), не подверженных коррозии. Шаровые краны, выполненные полностью из полиэтилена, могут подвергаться деформации при несоблюдении температурного режима.
Арматура для полипропиленовых труб
Запорно-регулирующая трубопроводная арматура, виды соединительной арматуры полипропиленовых труб такая же, как и для полиэтиленовых. Рассчитана на давление до 20 атм, температуру среды до 90 о С. Многие производители сейчас выпускают модели полипропиленовых элементов с обоймой из никелированной латуни горячей прессовки, которая составляет монолитную конструкцию, устойчивую к тепловому деформированию.

Пластиковые трубопроводы вполне успешно могут функционировать с арматурой, изготовленной из тех же полимеров
Наличие в полипропиленовых соединительных деталях встроенных латунных резьбовых разборных соединений позволяет оснащать пластиковый трубопровод металлической арматурой. Стоимость полиэтиленовых и полипропиленовых вспомогательных деталей значительно ниже металлических аналогов.
Условные обозначения арматуры трубопроводной
Чтобы правильно подобрать арматуру для стальных, металлопластиковых, полиэтиленовых, полипропиленовых и не только трубопроводов применяют условные обозначения – краткое содержание технических параметров детали классификации ЦКБА (Центральное конструкторское бюро арматуростроения). Шифр содержит определенную последовательность буквенных и цифровых значений. Две цифры впереди – вид арматуры, следом одна, две буквы – материал изделия, затем одна, две цифры – порядковый номер арматуры этого вида в каталоге, конечные две буквы – материал уплотнения или внутренняя поверхность изделия, римская цифра – конструктивное исполнение изделия, арабская цифра – конструктивное исполнение различных сред, режима.
Пример обозначения: 15с979нж – запорный клапан из углеродистой стали с электрическим приводом, номер арматуры (79) и уплотнением из нержавеющей стали.
Также используется схематические (графические) условные обозначения для спецификации и детального проектирования системы, разработанные ЦКБА. Обозначения составляю единую систему документации, закрепленную ГОСТ.
Все разновидности трубопроводной арматуры разработаны под определенные условия эксплуатации, они участвуют в бесперебойной и безопасной работе систем различного назначения всех сфер деятельности, делают их более работоспособными.
Источник