Разборка и сборка электродвигателей при ремонте
 Порядок разборки электродвигателей
Порядок разборки электродвигателей
Порядок разборки электродвигателя при ремонте следующий:
1. Снимают шкив или полумуфту.
2. Снимают крышки подшипников качения, отпускают хомуты траверс, отвинчивают гайки со шпилек, стягивающих фланцы шарикоподшипников.
3. Выпускают масло из подшипников скольжения.
4. Снимают подшипниковые щиты.
5. Вынимают ротор электродвигателя.
6. Снимают с вала подшипники качения, вытаскивают из щитов втулки или вкладыши подшипников скольжения.
7. Промывают бензином или керосином щиты, подшипники, траверсы, вкладыши, масленки, уплотнения и т. п.
8. Очищают обмотки от пыли или продувают их очищенным сжатым воздухом.
9. Загрязненные обмотки после продувки протирают чистой тряпкой, смоченной в бензине.
10. Производят распайку соединений и вынимают обмотки из пазов.
 Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Туго выворачивающиеся болты смачивают керосином и оставляют на несколько часов, после чего болты ослабляют и выкручивают.
При разборке электродвигателя все мелкие детали складывают в специальный ящик. Каждая деталь электродвигателя должна иметь бирку, на которой указывают номер ремонтируемого электродвигателя. Болты и шпильки после разборки лучше ввернуть на свои места, что предотвратит возможную их утерю.
Шкив, полумуфту и шарикоподшипник снимают с вала при помощи стяжки. (рис. 1). Желательно чтобы стяжка была с тремя скобами.
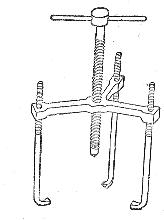
Конец болта стяжки упирают в торец вала электродвигателя, а концами скоб захватывают края шкива, муфты или внутреннюю обойму подшипника. При вращении болта снимаемая деталь сползает с вала электродвигателя. При этом нужно следить, чтобы направление усилия совпадало с осью вала, так как иначе возможен перекос, который вызовет повреждение цапфы вала электродвигателя.
Если подобной стяжки нет, то шкив или подшипник снимают с вала электродвигателя легкими ударами молотка через прокладку из твердого дерева или меди. Удары наносят по ступице шкива или внутреннему кольцу пошипника качения равномерно по всей окружности.
Для снятия подшипникового щита электродвигателя отвинчивают болты и легкими ударами молтка через прокладку по выступающим краям щита отделяют его от корпуса. Для избежания поломок при разборке больших электродвигателей ротор электродвигателя и щит при снятии должны находится в подвешенном состоянии, что обычно осуществляется с помощью специальных подъемных средств (тали, тельферы и т.д.).
В зазоре между ротором и статором электродвигателя прокладывают картонную прокладку достаточной толщины, на которую при снятии ложится ротор. Это предотвратит возможные повреждения изоляции обмоток электродвигателя.
При разборке небольших электродвигателей ротор вынимают вручную. На один конец вала, обернутый картоном, одевают длинную трубу, при помощи которой осторожно выводят ротор из расточки статора, поддерживая его все время на весу.
При ремонте подшипников скольжения необходимо вынуть из их подшипникового щита цельную втулку или вкладыш при помощи ударов деревянным молотком через деревянную выколотку. Щит при этом нужно ставить так, чтобы подшипник упирался в эту опору. При другом расположении подшипник может дать трещину. Необходимо также следить за тем, чтобы не повредить смазочных колец.

Порядок сборки электродвигателей
Сборку электродвигателя начинают со сборки отдельных узлов. В подшипниковые щиты запрессовывают перезалитые вкладыши или выточенные заново втулки. Их надо предварительно пришабрить по валу и выпилить в них по старым размерам канавки для смазки и прорези для смазочных колец.
Вкладыши и втулки запрессовывают в щит при помощи небольшого винтового или гидравлического пресса или осторожными ударами молотка через прокладку. При этих операциях сборки особенно опасны перекосы, которые могут привести к заклиниванию втулок и вкладышей.
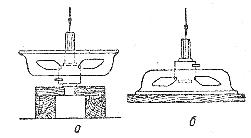
Рис. 2. Установка подшипникового щита электродвигателя при выбивании вкладыша: а — правильная, б — неправильная.
Шарикоподшипники необходимо туго посадить на вал. Для облегчения этой операции подшипник нагревают в масляной ванне до температуры 70 — 75°. При этом подшипник расширяется и легче надевается на вал электродвигателя. При нагревании подшипник не рекомендуется ложить на дно ванны, а надо подвешивать его на проволоке. Подогревать подшипник в пламени паяльной лампы не рекомендуется чтобы не допустить отпуск стали подшипника.
Насаживают подшипник на вал электродвигателя легкими ударами молотка по трубе, упирающейся во внутреннее кольцо подшипника. При дальнейшей сборке наружная обойма подшипника должна быть посажена нормально в гнездо подшипникового щита. Слишком тугая посадка может привести к зажиму шариков, а слабая вызовет проворачивание наружной обоймы подшипника в гнезде щита, что недопустимо.
Следующую операцию — введение ротора в расточку статора производят так же, как и при разборке. Затем устанавливают подшипниковые щиты, закрепляя их временно болтами. При этом необходимо, чтобы щиты были установлены на свое старое место, что проверяют по совпадению меток, нанесенных на корпусе и щите при разборке.
При одевании щитов на вал электродвигателя надо приподнять смазочные кольца подшипников скольжения, иначе они могут быть повреждены валом.
После установки щитов ротор электродвигателя проворачивают вручную. Ротор правильно собранного электродвигателя должен вращаться сравнительно легко.
Тугое вращение вала электродвигателя может быть вызвано: неправильной посадкой подшипника качения на вал (малый радиальный зазор), недостаточной расшабровкой втулки или вкладыша подшипника скольжения, наличием в подшипнике опилок, грязи, засохшего масла, перекосами вала, обработкой вала или корпуса, не соответствующей посадке, увеличенным трением кожаных или войлочных уплотнений о вал.
Затем окончательно затягивают болты подшипниковых щитов, заполняют соответствующей смазкой подшипники качения и закрывают их крышками. В подшипники скольжения заливают масло.
Ротор собранного электродвигателя еще раз проворачивают вручную, проверяют отсутствие задевания вращающихся частей за неподвижные, определяют и подгоняют необходимую величину разбега (осевого перемещения ротора).
После сборки электродвигатель подключают к сети и проверяют при работе вхолостую, а затем она поступает на окончательные испытания.

Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Как разобрать асинхронный электродвигатель
Где только не используются сегодня электродвигатели. Домашняя бытовая техника и дачное оборудование, станки и машины, электроинструмент, электротранспорт и высокоточные приборы — всюду можно встретить маленький или большой электродвигатель в том или ином узле какого-нибудь устройства.
У кого-то из читателей может возникнуть надобность разобрать двигатель для ремонта или техобслуживания, вероятно что это надо будет осуществить в домашних условиях. Так давайте посмотрим, как правильно производится разборка.

В быту вы можете встретить электродвигатели двух основных типов: асинхронные и коллекторные (смотрите — Бытовые электродвигатели). Асинхронные двигатели чаще используются в вентиляционном оборудовании, в станках, в насосах. И т. д. Коллекторные можно встретить в дрелях, в болгарках и в прочих электроинструментах. Коллекторные обычно высокооборотные, в то время как асинхронные имеют приблизительно фиксированную синхронную частоту вращения от 750 об/мин, максимум до 3000 об/мин.
В зависимости от конструкции двигателя и от ваших намерений определяется и порядок разборки двигателя. Однако прежде всего следует помнить о технике безопасности и об аккуратности, чтобы никакую мелкую часть не потерять и никакую нежную деталь не нарушить, не повредить. Далее мы поговорим о том, как разобрать асинхронный двигатель.
Что важно сделать и о чем необходимо помнить, прежде чем начать разборку:
Снимите двигатель с устройства, где он был установлен, и отключите полностью питание.
Возьмите молоток, отвертку и гаечный ключ. Приготовьтесь соблюдать последовательность.
Вооружитесь карандашом, чтобы отмечать места стыковки некоторых деталей друг с другом.
Не нужно сильно стучать молотком, даже если не идет, чтобы не деформировать ни одну из частей.

1. Первым делом снимите крышку, закрывающую вентилятор. Она держится обычно на трех болтах, которые откручиваются, как правило, шлицевой (плоской) отверткой. Обратите внимание, по форме снятой крышки сразу становится ясно, каково ее правильное расположение, здесь нет необходимости наносить метки.
2. Снимите теперь крыльчатку вентилятора. Для этого воспользуйтесь специальным съемником или в крайнем случае примените молоток и зубило или только молоток: снимайте аккуратно постукивая под ребра вентилятора, чтобы не сломать его, он довольно хрупкий. После этого снимите шкив, если он еще не снят, и не потеряйте шпонку!
Теперь дело за торцевыми подшипниковыми щитами или крышками, в которых стоят подшипники, удерживающие вал в правильном положении. Нанесите карандашом метки на корпус двигателя и на крышки, чтобы при сборке стыковать детали в прежнее положение. Затем отвинтите гаечным ключом болты крышек.

Проще всего подковырнуть каждую крышку со всех сторон отверткой, этого бывает достаточно чтобы их снять. Но иногда крышки могут легко не сняться, поэтому приготовьтесь наносить легкие удары молотком через деревяшку по выступам на крышках (или воспользуйтесь киянкой) — не по выступам, в которые вставляются болты, а по маленьким специальным выступам, расположенным между ушами для болтов.
Начинаем с заднего щита, возле которого стоял вентилятор. Можно молотком легонько постучать под крышку. Здесь важно не допустить перекоса, не повредить вал ротора! Между крышками и обмоткой, когда крышки откручены, лучше подкладывать толстый картон, дабы ни одна из крышек случайно не повредила провода обмотки. Далее удалите задний щит — снимите его с подшипника.
4. Чтобы проверить подшипник, удалите с него отверткой пыльник, проверьте наличие смазки, если нужно — промойте подшипник в керосине и нанесите смазку.
5. Когда задний щит снят, можно аккуратно вытащить ротор вместе с передним щитом. Здесь становится возможной проверка переднего подшипника аналогично заднему. Вытаскивайте ротор очень аккуратно, придерживая с двух сторон, чтобы не повредить обмотку, старайтесь двигать его строго по оси.
6. Теперь можно снять заглушку с клеммной коробки, расположенной сверху на корпусе двигателя. После этого останется открутить болты на крышке, снять крышку. Под ней размещены выводы обмотки статора. Выводы вы сможете проверить, почистить, прозвонить мультиметром, измерить сопротивление обмоток, переключить со звезды на треугольник, или с треугольника на звезду, а также присоединить к клеммам необходимые (новые или дополнительные) выводы.
7. Крайности. Если вам нужно вытащить статор, то имейте ввиду, он надежно запрессован. Придется раскроить корпус или прибегнуть к помощи гидравлического инструмента. Что касается обмотки, то для ее удаления сначала отжигают лак, затем вытаскивают провода при помощи плоскогубцев. Но это крайности, до которых обычно не доходят.
Источник
Ремонт асинхронного эл, двигателя

Электродвигатели применяются в составе оборудования разного назначения, в том числе бытового. На бытовой технике, в отличие от промышленной, устанавливаются асинхронные моторы небольшой мощности (не выше 1 – 1,5 кВт). Достаточно широко применяются маломощные электродвигатели в дачном хозяйстве. В большинстве своём электромоторы асинхронного действия показывают надёжную и долгосрочную работу. Тем не менее, казусы случаются. И тогда неизбежной видится проблема — ремонт электродвигателя своими руками или с помощью сервиса. Первый вариант ремонта обычно возможен при лёгких симптомах. Второй – это уже капитальный ремонт, включая перемотку.
Ремонт асинхронного электродвигателя: устранение механических неисправностей
Проблемы с механикой у асинхронных моторов связаны с износом подшипников. Определяется проблема по звуку: при увеличении зазоров в подшипниках качения шум работы двигателя становится громче, возникает вибрация. Торцевые части в районе вала нагреваются. Это приводит к высыханию смазки, подшипник, работая «на сухую», теряет свои качества еще быстрее. Иногда при остановке вала после выключения слышно, как перекатываются шарики.
Чтобы электродвигатель работал бесперебойно читайте статью про «Устройства плавного пуска двигателей»
Выход из строя подшипников не всегда связан с их старением и выработкой ресурса. Недостаточная или неправильная смазка проводит к преждевременным поломкам. Не смазываются только полностью закрытые подшипники качения, сепараторы которых закрыты от воздействия внешней среды, смазка помещается в них на заводе. Остальные смазываются Литолом-24 или ее аналогами так, чтобы она полностью обволокла сепараторы с шариками.
Устройство закрытого подшипника качения
Увеличение зазоров в подшипниках приводит к еще одному явлению: вал с ротором получает дополнительную свободу в перемещениях в радиальном и поперечном направлениях. В итоге:
- Приводимый во вращение механизм вращается неравномерно и тоже выходит из строя;
- Ротор цепляется за крышки двигателя и за магнитопровод статора и повреждает их, а также – повреждается сам.
Для замены подшипников нужно разобрать двигатель, при этом подшипники обычно остаются на его валу. В этом случае для их демонтажа используется съемник соответствующих размеров. Можно использовать выколотку из латуни, меди или другого мягкого материала. Выколотку прижимают к внутренней обойме подшипника. Ударяя по ней молотком и проворачивая вал, чтобы усилие распределялось равномерно, старый подшипник снимается с него. Главное – не повредить посадочное место, на которое он одевается.
Съемник для подшипников  Пример применения съемника
Пример применения съемника
Если подшипник остался внутри крышки, то его выбивают, подобрав для этого подходящую по диаметру круглую болванку. Край ее можно заточить под конус, чтобы она точно оказалась в центре внутренней обоймы. Необходимо бить по болванке строго перпендикулярно плоскости подшипника, чтобы его наружная обойма не повредила посадочное место.
Для установки нового подшипника на вал двигателя используется металлическая трубка, желательно из мягкого материала. Внутренний ее диаметр должен быть чуть больше диаметра вала. Трубку плотно прислоняют к внутренней обойме подшипника и легкими ударами молотка по ней загоняют его на место.
При установке крышки следят, чтобы она садилась на место без перекосов, иначе наружная обойма подшипника повредит свое посадочное место.
На роторе двигателя установлены лопасти, предназначенные для вентиляции внутренних полостей мотора. Если происходит скол одной или нескольких лопастей, нарушается балансировка ротора. Это приводит к его биению, и подшипники выходят из строя чаще. Новый ротор найти сложно, поэтому такой двигатель придется выбросить.
 Расположение лопастей вентилятора на роторе
Расположение лопастей вентилятора на роторе
Технология ремонта асинхронного двигателя 4МТМ225L8
Принцип работы асинхронных электродвигателей.
Принцип работы асинхронной машины основан на использовании вращающегося магнитного поля. При подключении к сети трехфазной обмотки статора создается вращающееся магнитное поле, угловая скорость которого определяется частотой сети f и числом пар полюсов обмотки p, т. е. щ1=2рf/p.
Пересекая проводники обмотки статора и ротора, это поле индуктирует в обмотках ЭДС (согласно закону электромагнитной индукции). При замкнутой обмотке ротора ее ЭДС наводит в цепи ротора ток. В результате взаимодействия тока с результирующим магнитным полем создается электромагнитный момент. Если этот момент превышает момент сопротивления на валу двигателя, вал начинает вращаться и приводить в движение рабочий механизм. Обычно угловая скорость ротора щ2 не равна угловой скорости магнитного поля щ1, называемой синхронной. Отсюда и название двигателя асинхронный, т. е. несинхронный.
Работа асинхронной машины характеризуется скольжением s, которое представляет собой относительную разность угловых скоростей поля щ1 и ротора щ2: s=(щ1-щ2)/щ1
Рисунок 1-Асинхронный двигатель
Значение и знак скольжения, зависящие от угловой скорости ротора относительно магнитного поля, определяют режим работы асинхронной машины. Так, в режиме идеального холостого хода ротор и магнитное поле вращаются с одинаковой частотой в одном направлении, скольжение s=0, ротор неподвижен относительно вращающегося магнитного пол, ЭДС в его обмотке не индуктируется, ток ротора и электромагнитный момент машины равны нулю. При пуске ротор в первый момент времени неподвижен: щ2=0, s=1. В общем случае скольжение в двигательном режиме изменяется от s=1 при пуске до s=0 в режиме идеального холостого хода.
При вращении ротора со скоростью щ2>щ1 в направлении вращения магнитного поля скольжение становится отрицательным. Машина переходит в генераторный режим и развивает тормозной момент. При вращении ротора в направлении, противоположном направлению вращения магнитного поли (s>1), асинхронная машина переходит в режим противовключения и также развивает тормозной момент. Таким образом, в зависимости от скольжения различают двигательный (s=1ч0), генераторный (s=0ч-8) режимы и режим противовключення (s=1ч+8). Режимы генераторный и противовключения используют для торможения асинхронных двигателей.
Асинхронный двигатель с фазным ротором(рисунок 1. и 2) применяют для привода таких машин и механизмов, которые пускаются в ход под нагрузкой (краны, лифты и пр.). В подобных приводах двигатель должен развивать при пуске максимальный момент, что достигается с помощью пускового реостата.
Рисунок 1. — Электрическая схема асинхронного двигателя с фазным ротором (а) и его условное графическое изображение (б): 1 — статор; 2 — ротор; 3 — контактные кольца со щетками; 4 — пусковой реостат
Рассматриваемый асинхронный двигатель4МТМ225L8 используется для работы в электроприводах металлургических агрегатов и подъемно-транспортных механизмах всех видов в макроклиматических районах с умеренным (У), тропическим (Т), умеренно-холодным (УХЛ) и общеклиматическим (О) климатом в условиях, определяемых категорией размещения по ГОСТ 15150.
Вдвигателе 4МТМ225L8с фазным ротором статор выполнен так же, как и в двигателе той же серии с короткозамкнутым ротором. На роторе же расположена трехфазная обмотка, состоящая из трех, шести, девяти и т. д. катушек (в зависимости от числа полюсов машины), сдвинутых одна относительно другой на 120° (в двухполюсной машине), 60° (в четырехполюсной) и т. д. Числа полюсов обмоток статора и ротора берутся одинаковыми.
Рисунок 2. Схема включения двигателя с фазным ротором
Рисунок 3.Основные конструктивные узлы асинхронного двигателя с фазным ротором: 1 — приспособление для подъема щеток; 2, 12 — подшипниковые щиты; 3 — щеткодержатели; 4 — траверса; 5 — обмотка статора; 6 — остов; 7 — сердечник статора; 8 — коробка с выводами; 9 — сердечник ротора; 10 — обмотка ротора; 11 — контактные кольца
Обмотку фазного ротора соединяют «звездой». Концы ее присоединяют к трем контактным кольцам, к которым посредством щеток подключают трехфазный пусковой реостат, т. е. в каждую фазу ротора в момент пуска вводят дополнительное активное сопротивление.
Для уменьшения износа контактных колец и щеток двигатели с фазным ротором иногда снабжают приспособлениями для подъема щеток и замыкания колец накоротко после выключения реостата.
Асинхронный двигатель 4МТМ225L8с фазным роторомимеет лучшие пусковые и регулировочные свойства, однако ему присущи большие масса, размеры и стоимость, чем асинхронному двигателю с короткозамкнутым ротором.
Капитальный ремонт асинхронного двигателя с фазным ротором чтобы определить объем ремонта электрической машины, необходимо выявить характер ее неисправностей. Неисправности электрической машины разделяют на внешние и внутренние.
К внешним неисправностям относятся: обрыв одного или нескольких проводов, соединяющих машину с сетью, или неправильное соединение; перегорание плавкой вставки предохранителя; неисправности аппаратуры пуска или управления, пониженное или повышенное напряжение питающей сети; перегрузка машины; плохая вентиляция.
Внутренние неисправности электрических машин могут быть механическими и электрическими.
Механические повреждения: нарушение работы подшипников; деформация или поломка вала ротора (якоря); разбалтывание пальцев щеткодержателей; образование глубоких выработок («дорожек») на поверхности коллектора и контактных колец; ослабление крепления полюсов или сердечника статора к станине; обрыв или сползание проволочных бандажей роторов (якорей); трещины и подшипниковых щитах или в станине и др.
Электрические повреждения: межвитковые замыкания; обрывы в обмотках; пробой изоляции на корпус; старение изоляции; распайка соединений обмотки с коллектором; неправильная полярность полюсов; неправильные соединения в катушках и др.
Наиболее распространенные неисправности асинхронных электродвигателей:
- 1) перегрузка или перегрев статора электродвигателя — 31%;
- 2) межвитковое замыкание — 15%;
- 3) повреждения подшипников — 12%;
- 4) повреждение обмоток статора или изоляции — 11%;
- 5) неравномерный воздушный зазор между статором и ротором — 9%;
- 6) работа электродвигателя на двух фазах — 8%;
- 7) обрыв или ослабление крепления стержней в беличьей клетке — 5%;
- 8) ослабление крепления обмоток статора — 4%;
- 9) дисбаланс ротора электродвигателя — 3%;
- 10) несоосность валов — 2%;
Технологический процесс ремонта электродвигателей состоит из следующих этапов и операций:
- 1) прием и определение неисправностей электродвигателя:
- — механических и электрических неисправностей;
- — причины выхода из строя;
- — определение вида и целесообразности ремонта;
- 2) подготовка электродвигателя к укладке:
- — отжиг в электропечи с автоматическим контролем при следующих условиях: Температура отжига = 3500 С, время отжига = 6 ч;
- — определение обмоточных данных и сравнение их со справочными.
- — оптимизация обмоточных данных;
- 3) изготовление обмотки электродвигателя:
- — изготовление пазовой изоляции;
- — изготовление фазных секций на оборудовании с автоматическим отсчетом; количества витков в катушке и электромеханическим контролем;
- — укладка фазных секций;
- — выполнение коммутационных работ;
- — бандажирование и формирование лобовых частей;
- 4) предварительные испытания, пропитка и сушка обмоток:
- — проверка состояния витковой изоляции;
- — проверка состояния межфазной и корпусной изоляции;
- — измерение сопротивления изоляции электродвигателя;
- — пропитка обмотки и сушка электродвигателя в электропечи с автоматическим контролем, при обязательном условии: Температура сушки = 1200 С, время сушки = 6 ч.
- — измерение сопротивления обмотки.
- 5) cборка электродвигателя:
- — восстановление посадочных мест.
- — замена подшипников.
- — заварка трещин.
- — восстановление крепежных соединений.
- — покраска.
- 6) Окончательные испытания электродвигателя:
- — определение параметров Iх.х..(A).
- — определение nх.х.. (об/мин).
- — контроль работы подшипников
- — контроль t х.х.. 0С.
Проверка двигателя. Для проверки состояния двигателя, устранении неисправностей и повышения надежности периодически производят капитальные и текущие ремонты двигателей. В объем капитального ремонта входят полная разборка с выемкой ротора, чистка, осмотр и проверка статора и ротора, устранение выявленных дефектов (например, перебандажировка схемной части обмотки статора, переклиновка ослабевших клиньев, покраска лобовых частей обмотки и расточки статора), промывка и проверка подшипников скольжения, замена подшипников качения, проведение профилактических испытаний. В объем текущего ремонта входят замена масла и измерение зазоров в подшипниках скольжения, замена или добавление смазки и осмотр сепараторов в подшипниках качения, чистка и обдувка статора и ротора при снятой задней крышке, осмотр обмоток в доступных местах.
Периодичность капитальных и текущих ремонтов электродвигателей устанавливается по местным условиям. Она должна быть не только обоснована для каждой группы двигателей по температуре и загрязненности окружающего воздуха, но и учитывать требования заводов-изготовителей, выявившуюся недостаточную надежность отдельных узлов. Капитальный ремонт электродвигателей, работающих нормально, без замечаний, по-видимому, целесообразно проводить во время капитальных ремонтов
основных агрегатов (котлов, турбин), на которых электродвигатели установлены, т. е. 1 раз в 3—5 лет, но не реже. При этом будут обеспечены одинаковые уровни надежности электродвигателей и основного агрегата. Текущий ремонт электродвигателей обычно проводят 1—2 раза в год. В целях сокращения трудозатрат на работы по центровке и подготовке рабочего места ремонт электродвигателя целесообразно совмещать с ремонтом механизма, на котором он установлен.
Разборка двигателя. Для разборки двигатель стропится на крюк подъемного устройства за ремболт и перемещается на свободное место или разворачивается на фундаменте.
Снятие и установка полумуфты. Для надежной работы полумуфты в большинстве случаев устанавливаются с напряженной посадкой. Для этого диаметр отверстия в полумуфте должен быть точно равен номинальному диаметру выступающего конца вала или превышать его не более чем на 0,03—0,04 мм. Снятие полумуфт удобней всего производить съемником. Установка полумуфты на вал крупных двигателей, как правило, производится с подогревом ее до 250 °С, когда пруток из олова на чинает плавиться.
После снятия полумуфты замеряются зазоры в подшипниках и зазоры между ротором и статором. Отклонение от среднего значения зазора не должно превышать ±10 %. При наличии над двигателем крана или монорельса выемку и ввод ротора в статор удобней всего производить при помощи скобы. Скоба ступицей надевается на конец вала ротора и стропится на крюк подъемного устройства. Затем ротор выводят из статора и укладывают в удобном для ремонта месте.
Осмотр двигателя. При осмотре активной стали статора следует убедиться в плотности прессовки ее, как это указано для генераторов, и проверить прочность крепления распорок в каналах. При слабой прессовке возникает вибрация листов, которая приводит к разрушению межлистовой изоляции стали и затем к местному нагреву ее и обмотки. Вибрирующими листами стали зубцов истирается изоляция обмотки статора. Наконец, листы зубцов от длительной вибрации могут отломиться у основания и при выпадании задеть за ротор, врезаться в пазовую изоляцию обмотки статора до меди. Уплотнение листов стали производится закладкой листочков слюды с лаком или забивкой гетинаксовых клиньев. При осмотре ротора проверяется состояние вентиляторов и их крепления. Проверяется также плотность посадки стержней обмотки в пазах, отсутствие трещин, обрыва стержней, следов нагрева и нарушения пайки в местах выхода их из короткозамыкающих колец. электрический ротор двигатель ремонт
При осмотре подшипников скольжения обращают внимание на то, как работал вкладыш, а также на отсутствие торцевой выработки, трещин, отставания, подплавления или натаскивания баббита.
В правильно пришабренном вкладыше зона касания вала поверхности вкладыша (рабочая зона) располагается по всей его нижней поверхности примерно на 1/6 части окружности. Карман для масла должен переходить на рабочую зону вкладыша плавно, безизлома. При этом создаются хорошие условия для затягивания масла под шейку вала.
При осмотре подшипников качения после их промывки бензином проверяются легкость и плавность вращения, отсутствие заеданий, притормаживания и ненормального шума, нет ли обрыва заклепок, трещин в сепараторе, не имеет ли он чрезмерного люфта, не касается ли колец, нет ли недопустимого радиального или осевого люфта наружного кольца.
При обнаружении дефектов в деталях подшипника, в том числе малейших раковин, точечных подплавлений от электросварки, этот подшипник должен быть заменен. Подшипники, работающие в особо тяжелых условиях, например в крупных двигателях на 3000 об/мин, следует заменить независимо от их состояния по истечении 5000—8000 ч работы.
В подшипниках качения двигателей применяются мазеподобные (консистентные) смазки, представляющие собой смесь минерального масла (80—90 %) и мыла, играющего роль загустителя. Наиболее подходящими смазками для подшипников качения двигателей являются высококачественные смазки ЛИТОЛ-24, ЦИАТИМ-201 и др., обеспечивающие нормальную работу как при низких (до —40°С), так и при высоких (до +120 °С) температурах.
Для электродвигателей, установленных в помещении, наряду с указанными смазками широко применяется универсальная тугоплавкая водостойкая смазка марки УТВ (1-13).
Сравнительно частой причиной преждевременного выхода из строя подшипников качения является их неправильная посадка на вал: с чрезмерно большим натягом, со слабиной или перекосом. В двигателях на 1500 об/мин и ниже чаще всего применяется напряженная посадка подшипников на вал и плотная в торцевой крышке. В двигателях на 3000 об/мин и частично при более низкой частоте вращения применяются посадки с меньшим натягом: плотная на валу и скольжения — в торцевой крышке.
Если двигатель еще возможно просушить, то производится сушка двигателя. Двигатели, имеющие пониженное сопротивление изоляции, подвергаются сушке.В условиях эксплуатации чаще всего сушка осуществляется внешним нагреванием путем подачи горячего воздуха в двигатель через имеющиеся в нем проемы или люки от воздуходувки или потерями в меди обмотки статора и ротора путем включения обмотки статора на пониженное напряжение. Еще лучшие результаты получаются при одновременном применении обоих способов.
Двигатели 6 кВ при сушке включаются на напряжение 380—500 В, двигатели 3 кВ —на 220 В, а двигатели 380 В — на 36 В.
Температура обмотки во время сушки не должна превышать 90 °С, если она определяется измерением сопротивления, и 70 °С при измерении термометром.Контроль сушки ведется по изменению сопротивления изоляции. Сушка считается законченной, когда сопротивление изоляции после понижения до минимального значения и последующего подъема в течение нескольких часов остается неизменным.
Ремонт двигателя. Если электродвигатель неисправен, то производится перемотка статорной или роторной обмотки (выемка старой обмотки и изоляции; подбор или расчет данных по обмотке; намотка и укладка катушек обмотки; соединение катушек в схему пайкой или сваркой; связка лобовых частей кипирной лентой и расклинивание обмотки в пазах). Далее, после перемотки, двигатель припитывают и сушат в печи. После чего производят сборку, проверку и испытания электродвигателя.
Технология демонтажа обмотки ротора
Если при ремонте машины полностью перематывают обмотки, то поврежденные обмотки демонтируют, используя приспособления, показанные на рисунке 4. Стержни ротора извлекают из пазов при помощи устройства, состоящего из зажима 7, распорки 2 хомута 5 и гайки 3.
Хомут устанавливают на предварительно обернутую картоном в два слоя шейку вала 4, закрепляют конец стержня 6 в зажиме, а затем медленным вращением гайки вытягивают стержень из паза.
Механизированный демонтаж роторных обмоток осуществляют следующим образом. На лобовую часть извлекаемой из пазов катушки статора надевают крюк 17 заключенный в обойму, прикрепленную к тросу 12.
С другой стороны статора эту катушку разрезают. При вращении барабана 13, приводимого в движение через редуктор 14, трос наматывается на него, натягивается и зажимает лобовую часть обмотки между крюком и подвижной рейкой 16.
Рисунок 4 — Приспособления для демонтажа обмоток(1 — для выемки стержней ротора из пазов, 2 — для механизированного демонтажа роторных или статорных обмоток): 1) зажим, 2) распорка, 3) гайка, 4) вал, 5) хомут, 6) стержень, 7) секция обмотки, 8) статор, 9) клещи, 10) рычаг, 11) брусок, 12 )трос, 13) барабан, 14) редуктор, 15) пружина, 16)рейка, 17) крюк.
При дальнейшем вращении барабана обмотка извлекается из пазов статора. После ослабления троса рейка под действием пружины 75 возвращается в исходное положение, а крюк освобождается от извлеченной из пазов катушки.
Схема участка (рабочего места) для выполнения заданного технологического процесса
Рабочее место(рисунок 5) — это часть пространства, приспособленная для выполнения работником или группой их своего производственного задания. Рабочее место, как правило , оснащено основным и вспомогательным оборудованием (станки, механизмы, энергетические установки и т.д.), технологической (инструмент, приспособления, контрольно-измерительные приборы) оснасткой. Правильная организация рабочего места обеспечивает рациональные движения работающего и сокращает до минимума затраты времени на отыскание и использование инструмента и материалов.
Рисунок 5. Рабочее место:1. Съемник гидравлический СГ-1, 2- Съемник для снятия контактных колец, 3 — Станок универсальный, 4 — Стойка для роторов, 5 — Натяжное устройство, 6 — Передвижной рабочий стол, 7 — Шкаф-стиллаж с интрументами, 8 — Шкаф с измерительной аппаратурой, 9 — Шкаф с рабочей одеждой, 10 — Стул-табурет, 11 — станок для намотки обмотки ротора
Передвижной стол используют при разборке, промывке и сборке различного электрооборудования. Он также служит транспортным средством для перевозки груза. Столешница облицована бумажно-слоистым пластиком с окантовкой из стального уголка. В нижней части стола имеется металлическая полка из стального листа толщиной 1,5 мм, предназначенная для складирования технологической оснастки и вспомогательных материалов. Стол установлен на колеса (с ободом из маслостойкой резины) с подшипниками качения. Это обеспечивает хорошую маневренность и не требует больших усилий на его передвижение.
Шкаф-стеллаж предназначен для хранения крупных приспособлений и запасного инструмента, используемого при ремонте электрооборудования. В верхних отделениях хранятся различные материалы, необходимые для проведения ремонта. Каркас шкафа- стеллажа выкрашен серой эмалью.
Переносную сумку дежурный электромонтер использует для переноски инструмента и измерительной аппаратуры, приспособлений, мелких деталей для ремонта электрооборудования на участках цеха.
Конструкция стула-табурета позволяет предусматривать наиболее удобную рабочую позу: сиденье легко и быстро может быть поднято или опущено.
На рабочем месте должна находиться техническая и учетная документация, должностная инструкция, а также документация по безопасности и организации труда. Рабочее место должно быть оформлено в соответствии с требованиями технической эстетики.
Выбор оборудования, приспособлений, контрольно-измерительного инструмента необходимого для выполнения описанного технологического процесса с их краткой характеристикой, эскизами и т.п.
Съёмник гидравлический СГ-1:Предназначен для демонтажа составных частей оборудования, подшипников, муфт, крыльчаток и т.п., посаженных с натягом.
Рисунок 6 — Съёмник гидравлический СГ-1.
Комплект съемника состоит из собственно съемника и насоса гидравлического , связь между которыми осуществляется через рукав высокого давления с быстросъемным самозапирающимся разъемом. При расстыковке не происходит потери рабочей жидкости.
Длина рукава — 2,5 м.
Рисунок 7- Натяжное устройство
Предназначено для натяжения проволоки при наложении бандажа на якорь или фазный ротор.
Станок для снятия блоков контактных колец.
Рисунок 8 — Станок для снятия блоков контактных колец
Предназначен для снятия блоков контактных колец с роторов электродвигателей с высотой центров до 315 мм.
Источник