- Разборка, сборка и ремонт трубопроводной арматуры
- Как сделать армировку, армировать фундамент – видеоуроки
- Есть ли проект?
- Где и как располагать арматуру в конструкции, в фундаменте
- Что разрушает бетонный фундамент
- Как уменьшить воздействие на фундамент
- 26. Демонтаж, разборка и дефектация арматуры. Технология ремонта трубопроводной арматуры.
Разборка, сборка и ремонт трубопроводной арматуры
В процессе эксплуатации основные узлы и детали арматуры непрерывно изнашиваются, для восстановления их работоспособности встаёт вопрос о необходимости проведения ремонта арматуры.
Наиболее распространенные неисправности трубопроводной арматуры, подлежащие устранению при ремонте:
- отсутствие герметичности в связи с пропуском среды между:
- седлом и уплотнительными кольцами затвора;
- корпусом и уплотнительным кольцом седла;
- шпинделем (штоком) и сальниковой набивкой;
- пропуск среды через фланцевое соединение корпуса и крышки;
- задиры на шпинделе в зоне сальниковой набивки;
- выход из строя маховиков управления арматурой, крепежных деталей, привода и т.д.
Все вышеперечисленные повреждения имеют явно выраженный характер и сравнительно легко обнаруживаются при обследовании арматуры.
Несмотря на простоту конструкции трубопроводной арматуры, ее ремонт без применения специализированного оборудования и оснастки для ремонта как в «полевых» условиях, так и на ремонтных участках практически невозможен, т. к. задействуется ряд технологических процессов, которые крайне важно рационально организовать.
Для эффективности предстоящего ремонта рассматриваются и оцениваются его различные критерии: сроки проведения, трудозатратность, экономическое обоснование, надежность оборудования для проведения ремонтных работ.
Для осуществления операций по разборке-сборке деталей и узлов общепромышленной арматуры необходимо использовать специально оборудованное рабочее место (рис. 1) , оснащённое полным комплектом инструментов и приспособлений, необходимых в процессе работы.
Данное решение позволяет максимально эффективно и быстро подготовить арматуру к дальнейшим манипуляциям в процессе ремонта, а также при необходимости осуществить проверку герметичности, установив изделие на специальный стенд для предвари- тельных пневматических испытаний.
В состав рабочего места входит:
— Стенд для проведения предварительных испытаний арматуры , который позволяет оперативно оценить состояние изделия в условиях производства следующими методами:
- манометрический, основанный на регистрации изменения давления газа за определенный промежуток времени с учетом изменения температуры газа;
- перетечки газа в смежную с испытываемой полость изделия;
- пузырьковым, при котором регистрируются пузырьки газа, вытекающего из изделия, помещенного в воду (в обоснованных случаях – в другую жидкость);
- обмыливания;
- акустического течеискания, основанного на индикации ультразвуковых акустических волн, возбуждаемых при вытекании газа через сквозные поры и щели;
— Стенды для установки, разборки и сборки арматуры с условными проходами DN 15-300 мм и DN 300- 600 мм, которые также служат опорой и исключают возможность опрокидывания арматуры и, как следствие, недопустимых травм у рабочего персонала.
— Верстак с перфорированным экраном и тумбой для хранения необходимого инструмента.
Существенным преимуществом является возможность ремонта арматуры без изъятия ее из трубопровода , что особенно является незаменимым решением при работе с бесфланцевой арматурой. Например, переносное оборудование для шлифовки и притирки уплотнительных поверхностей клиновых задвижек (рис. 2) , разработкой которого компания СКБ «ПОБЕДИТ» занимается в рамках Федеральной программы «Старт» Фонда содействия развития малых предприятий в научно-технической сфере (Фонд содействия инновациям) . Данный тип оборудования позволяет осуществлять шлифование и притирку уплотнительных поверхностей корпусов клиновых задвижек с условным проходом DN 50-1000 мм без удаления арматуры из трубопровода. При необходимости обработки клина предусмотрена специальная подставка для фиксации и дальнейшей обработки с соблюдением требуемого угла наклона. Шлифование осуществляется при помощи шпинделей и шлифовальных бумажных кругов на самоклеящейся основе, а притирка уплотнительных поверхностей производится чугунными притирочными дисками с применением абразивной пасты.
Станок устанавливается на боковой фланец клиновой задвижки. Осуществляется закрепление и выверка головки станка относительно притираемой поверхности. Шлифование осуществляется до устранения следов износа, небольших задиров уплотнительной поверхности с последующим созданием плоскости для дальнейшей технологической операции. Притирка осуществляется чугунными притирочными дисками, устанавливаемыми взамен шлифовальных шпинделей. Для увеличения скорости выполнения операции, а также для достижения требований по шероховатости и плоскостности на притираемые поверхности наносится абразивная паста.
В состав станка входит:
- привод (допустимо применение пневматического и электрического);
- приспособление для установки на средний фланец корпуса задвижки;
- подставка для обработки клина.
Для восстановления уплотнительных поверхностей корпусов, золотников запорных вентилей также применяют станки в «мобильном» исполнении (рис. 3), что в свою очередь значительно сказывается на сокращении логистических затрат на транспортировку неисправного изделия и отсутствии затрат на монтажные работы, что особенно актуально при использовании большого количества трубопроводной арматуры с типом присоединения «под приварку».
Принцип работы данных станков довольно прост и не требует высокой квалификации персонала. Станок устанавливается и закрепляется на боковом фланце арматуры. Производится выверка шлифовальной головки относительно уплотнительной поверхности арматуры. Шлифование осуществляется наклеенной на торцевые поверхности шпинделей шлифовальной бумаги различной зернистости. Требуемое качество поверхности достигается путем замены шлифовальной бумаги от грубой до более мелкозернистой фракции применяемого материала.
Основными элементами станка являются:
- привод (допустимо применение пневматического и/или электрического);
- установочное приспособление;
- подставка для обработки золотников.
Станок переносной для ремонта запорных клапанов (рис. 4) з а счет специальной конструкции обрабатывающей головки, которая создает сложное плоскопараллельное движение и необходимое усилие прижатия инструмента, позволяет добиться высокого качества обрабатываемой поверхности.
Станок устанавливается и закрепляется на боковом фланце арматуры, далее производится выверка шлифовальной головки относительно уплотнительной поверхности арматуры. Шлифование осуществляется наклеенной на торцевые поверхности шпинделей шлифовальной бумаги различной зернистости. Требуемое качество поверхности достигается путем замены шлифовальной бумаги от грубой до более мелкозернистой фракции применяемого материала.
Основными элементами станка являются:
• привод (допустимо применение пневматического и электрического);
Использование подобного оборудования обеспечит осуществление ремонта в оптимальные для предприятия сроки с меньшими трудовыми и экономическими затратами, исключив при этом простой.
Кроме того, посредством ремонта трубопроводной арматуры можно значительно увеличить срок службы арматуры, повысить безаварийность работы и тем самым снизить риск остановок трубопровода и затрат на его эксплуатацию.
Таким образом, отремонтированная арматура остается непосредственно на трубопроводе с соблюдением всех установленных правил. По окончании проводимых операций и сборке следует проверить надежность всех узлов и креплений , а также правильность установки привода, крутящий момент на маховике или рукоятке.
Ремонт арматуры осуществляется исключительно квалифицированными специалистами, ознакомленными с конструкцией арматуры и ее назначением, имеющими опыт ее ремонта и прошедшими соответствующий производственный инструктаж.
Источник
Как сделать армировку, армировать фундамент – видеоуроки
В частном строительстве армирование бетона чаще выполняется при создании монолитных ленточных фундаментов. А также прочных плит, колонн, литых стен…. Как создать армировку своими руками, как сделать вязку арматуры и связать армокаркас для фундамента… Вязка арматуры в домашних условиях в большинстве случаев выполняется вручную простым крючком. Как это делается – наглядно продемонстрировано далее.
Есть ли проект?
Не редко проект на монолитный армированный фундамент отсутствует, и застройщик самостоятельно принимает решение о конструкции. При этом пользуются правилами создания армировки, и аналогичными проектными решениями.
Как обычно делается армировка по правилам…
- Арматурный стержень, 10 – 16 мм в диаметре, должен располагаться на расстоянии не ближе чем 5 см от края бетонной конструкции.
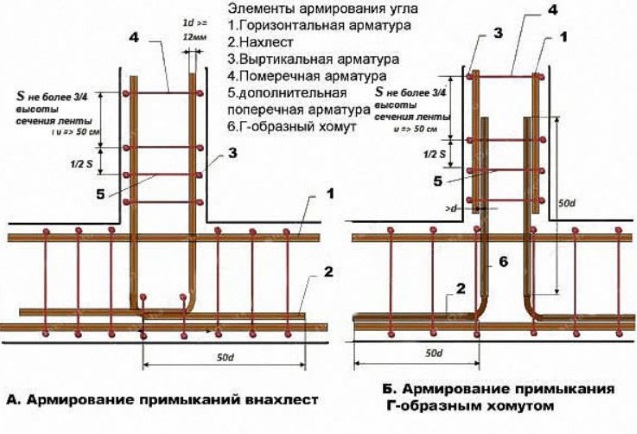
- Связывание арматурных стержней в единую нить делается с нахлестом, который не должен быть меньше 50 диаметров стержня, для бетонной смеси М200 – этот обобщенные рекомендации «без уточнений» для создания надежного соединения при вязке.
- Если стержней в конструкции несколько, то рекомендуется места нахлестов разносить по длине конструкции так, чтобы в одном месте не находилось бы более 50% стыков.
- Несколько параллельных армирующих стержней должны образовывать армокаркас. Скрепление арматурных стержней в армокаркас выполняется обычно с помощью проволоки 5 – 6 мм – вертикальных и горизонтальных нитей. Проволока в домашнем строительстве чаще связывается с арматурой скрутками из проволоки 1 мм, реже – с помощью сварки.
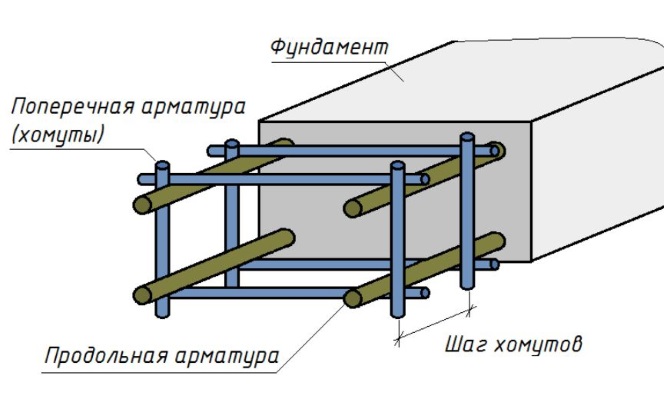
- Связывание проволоки с арматурой в одном месте делается двумя скрутками крест на крест. Не редко для создания армокаркаса прямоугольной формы применяются так называемые хомуты – предварительно согнутые по контуру каркаса цельная проволока. В таком случае создание армирования возможно на монтажных козлах, после чего готовый каркас доставляется на место расположения конструкции и устанавливается в опалубке.

Подробней о приемах и методах изготовления армокаркасов на 4 нитки армирования для прямоугольных конструкций, например, как изготовить армирование для фундамента – на видео.
Где и как располагать арматуру в конструкции, в фундаменте
Арматура противостоит растягивающим усилиям. Хуже всего бетон сопротивляется растяжениям, поэтому и нуждается в армировнии. Сопротивление на сжатие у бетона хорошее, в то время, как стержень сам по себе на сжатие не сопротивляется – выгибается.
Арматура располагается у растягиваемого края конструкции. Если речь идет о монолитном ленточном фундаменте, то он может испытывать деформации в любой плоскости. Растяжению подвергается любая сторона прямоугольного в сечении фундамента. Подошва растягивается при загибах краев вверх. Верхняя часть растягивается при выпучивании середины балки. Также может быть выгиб в любую боковую сторону.
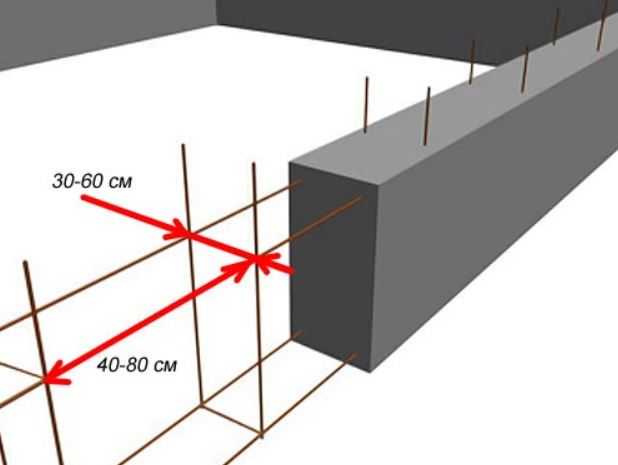
Поэтому армирование обычно ведется не менее чем 4 прутами, располагаемыми в углах прямоугольного сечения. Таким образом предотвращается растягивание. Эти стержни должны быть связаны проволокой диаметром 6 мм в армокаркас, при этом связи устанавливаются с шагом 30 – 50 см. Важно правильно армировать углы и примыкания – только цельными загнутыми стержнями.

Что разрушает бетонный фундамент
Постепенное разрушение бетона происходит при контакте с водой, которая сама по себе агрессивна к материалу. Проникая внутрь, вода вызывает коррозию стальной арматуры, в результате ее объем увеличивается, и конструкция растрескивается. Разрушение значительно ускоряется, если фундамент замораживается.
- Решение проблемы комплексное – обустройство отведения воды с крыши, устройство подземного дренажа и осушения грунта, гидроизоляция пропиточная и обмазочная, гидроизоляционая отмостка, слой утепления экструдированным пенополистиролом стенки и прилегающего грунта – обязательно.
Как уменьшить воздействие на фундамент
Важно уменьшать воздействие морозного пучения грунта на фундамент. Применяются методы большого заглубления фундамента и опирания подошвы на незамерзающие слои, обратная засыпка песком – не смерзающимся подвижным материалом, не создающим большого сцепления со стенками, методы утепления грунта, а также создание мелкозаглубленых крепких балочных фундаментов с утеплением грунта….
Еще информация по правилам армирования конструкций…
Источник
26. Демонтаж, разборка и дефектация арматуры. Технология ремонта трубопроводной арматуры.
26. Демонтаж, разборка и дефектация арматуры. Технология ремонта трубопроводной арматуры. 26. Демонтаж, разборка и дефектация арматуры. Технология ремонта трубопроводной арматуры.
Трубопроводную арматуру в зависимости от степени износа деталей и узлов и категории ремонта ремонтируют в арматурной мастерской или непосредственно на месте установки ее. Обычно крупную арматуру не снимают с трубопровода и ее разборку и сборку производят на месте.
Арматуру с Dу 10—20 мм при капитальном ремонте энергоблока (основного оборудо-вания) в основном ремонтируют в цехе (мастерс¬кой или на месте ее установки).
При современной тенденции к увеличению продолжительности эксплуатационного периода ремонт трубопроводной арматуры должен базироваться на заводском методе. Увеличить продолжительность экс¬плуатации основного оборудования можно в том случае, если демонти¬ровать арматуру на энергоблоке и доставлять ее в цех для разборки и ремонта, а на месте демонтированной арматуры монтировать новую или заранее отремонтированную и испытанную. Естественно, что демонтаж на энергоблоке и отправка ее в цех для ремонта целесообразны лишь при капитальном ремонте.
Успешное выполнение ремонта арматуры в значительной мере зависит от того, как была сделана разборка. Перед разборкой необходимо ознакомиться с инструкциями и чертежами, которые имеются по данной арматуре, а также проверить комплектность и только по-сле этого приступить к разборке. Трудноснимающиеся детали, собранные по не¬подвижным посадкам и длительное время не разбиравшиеся, следует разбирать с помощью гидравличе-ских съемников. Когда их невозможно применить, можно пользоваться молотками или ку-валдами, но удары должны наноситься через мягкую подкладку. Для облегчения съема мож-но подогревать схватывающую деталь нагретым маслом, паром или огнем.
При разборке арматуры следует произвести очистку с последующей промывкой всех ее составных частей. Основные способы промывки деталей приведены в табл. 11.
Способ промывки
Оборудование
Моющий раствор
Ручной
Ванна с сеткой (целесообразно иметь две ванных для предварительной и окончательной промывки). После выдержки в растворе очистка щетками, обтирочными материалами. Крючками. Грязь оседает под сеткой.
В баках
Передвижной или стационарный бак, в нижней части которого имеется трубка для электроспирали или змеевик для подогрева моющего раствора до 80—90 ° С. Детали располагаются на сетке.
1. 3—5%-ный раствор кальцинированной соды в воде.
2. По 30 г тринатрийфосфата и кальцинированной соды на 1 л раствора.
3.10%-ный водный раствор каустической соды.
4.0,1—0,2% каустической соды, 0,4% тринатрийфосфата, 0,15—0,25% нитрата натрия, остальное — вода.
Моечной машиной
Моечная машина (стационарная или передвижная, однокамерная только для промывки, двухкамерная для промывки и ополаскивания и трехкамерная для промывки, ополаскивания и сушки). В моечной машине горячий моющий раствор (температурой 80—90°С) подается на детали под давлением душевой установки. Дета ли размещают на сетке или на тележке, которую закатывают в моечную установку.
Промывку деталей производят последовательно в горячем растворе, затем в чистой горячей воде. после чего детали тщательно высушивают. Детали со шлифованными и полированными поверхностями рекомендуется промывать отдельно. В щелочных растворах нельзя мыть детали из цветных металлов, резины, пластмасс, тканей. Нагар удаляют скреб-ками, шаберами, стальными щетками или химическим способом: детали выдерживают в течение 15—25 мин в растворе, состоящем из 3,5% эмульсола, 0,15% кальцинированной соды и воды (температура раствора 60—80 С).
Разборку арматуры производить в соответствии с рабочими чертежами и технической документацией на ремонт.
При дефектации арматуры выполняют обмер рабочих поверхностей для установления величины износа и определения пригодности состав¬ных частей к дальнейшей работе, проверку зазоров между сопрягаемыми составными частями в основных сборочных единицах арматуры.
При дефектации арматуры и для контроля качества после ремонта следует использо-вать один (или в сочетании с другими) из методов контроля: визуальный; замер; просвечивание; люминесцентный; магнитную дефектоскопию; ультразвуковую дефектоскопию; цветную дефектоскопию; гидроиспытание на прочность и плотность.
Применение тех или иных методов контроля должно быть оговорено в технической документации на ремонт арматуры.
Последовательность применения указанных методов контроля опре¬деляется техноло-гическими процессами, однако визуальный контроль должен предшествовать любому другому.
Визуальному контролю подлежат все составные части арматуры, за исключением со-ставных частей, не допускаемых к повторному исполь¬зованию (прокладки, набивки и пр.). При визуальном контроле особое внимание уделяют местам, наиболее подверженным коррозионному, эрозионному и механическому изнашиванию (уплотнительные поверхности затвора, регулирующего органа, цилиндрические поверхности затвора, регулирующего органа, цилиндрические поверхности шпинделей, штоков, грундбукс, колец сальника и т.д.) . Визуальный контроль уплотнительных поверхностей производить с применением лупы 4—7-кратного увеличения.
Испытание на плотность металла и герметичность соединений в зависимости от назначения арматуры и условий эксплуатации проводят различными методами: гидравлическими, пневматическими, различными течеискателями и т.п.
Как правило, арматура АЭС испытывают водой или воздухом.
Испытание воздухом по падению давления. Из¬делие находится под внут-ренним давлением воздуха. Плотность определяется по падению давления в отсеченной по-лости. Минимально допускаемый поток протечки — 1 л. мм рт. ст./с.
Гидравлические испытания. В изделие подается вода под давлением. Контроль плотности проводится по появлению течи или потения. Максимально допускаемый поток протечки — 0,5 л. мм рт. ст./с.
Испытание воздухом с погружением в воду. Изделие находится под внутренним давлением воздуха и погружается в емкость с водой. Плотность контролируется по появлению пузырьков воздуха. Минимально допускаемый поток протечки 10-2—10-3 л. мм рт. ст./с.
Замер производится с целью определения отклонений номинальных размеров, погрешности форм и расположения поверхностей, их шероховатости и твердости от величин, указанных в технической документации на ремонт или в рабочих чертежах.
Проверку прямолинейности, овальности, конусности производят с помощью микро-метров и индикаторов, отклонения от плоскости поверхностей — с помощью метода “пятна на краску”. При применении последнего пятна краски должны равномерно располагаться по всей контролируемой поверхности.
Шероховатость определяют оптическими приборами или профилометрами, профилографами.
Определение шероховатости поверхностей до 7 и 8-го классов допускается произ-водить по образцам визуально или осязанием при условии выполнения следующих требований:
1) поверхности образцов должны быть обработаны теми же методами, что и сравни-ваемые поверхности;
2) геометрическая форма образцов должна соответствовать форме контролируемой поверхности.
Шероховатость поверхностей, недоступных для непосредственного измерения специ-альными приборами или для сравнения с образцами, допускается определять методом слепков.
Твердость поверхностей определяется приборами.
Дефектацию составных частей с резьбовыми поверхностями и крепежных изделий производят визуальным контролем и калибрами с обязательной ультразвуковой дефектоско-пией крепежных изделий. Составные части с резьбовыми поверхностями подлежат замене при срыве или смятии более одной нитки на одной из сопрягаемых резьбо¬вых поверхностей или при износе резьбы более 15% по среднему диаметру резьбы.
Допускается применение и других способов обнаружения и устранения дефектов, освоенных ремонтным предприятием, при условии обязательного выполнения требований ТУ к отремонтированной составной части.
По результатам дефектоскопии составные части сортируют по группам:
годные изделия — не имеющие повреждений, влияющих на работу и сохранившие свои первоначальные размеры или имеющие износ в пределах поля допуска по чертежу;
изделия, требующие ремонта — имеющие износ или повреждения, устранение кото-рых возможно;
дефектные изделия — подлежащие замене, имеющие износ и повреждения, устранение которых невозможно.
При разборке нескольких узлов (деталей) детали каждого узла (изделия) следует мар-кировать и складывать в отдельные ящики. Когда важно выдержать взаимное расположение деталей, метки должны ставиться так, чтобы зафиксировать нужное положение.
Для маркировки деталей арматуры можно пользоваться клеймом (незакаленные дета-ли, которые не могут деформироваться при ударах); краской (любые детали); кислотой (за-каленные и незакаленные детали); электрографом (незакаленные и закаленные стальные де-тали); бирками.
При хранении после дефектоскопии необходимо обеспечить изоляцию различных групп.
Источник