- Системы автоматизации производства и ремонта вагонов, Болотин М.М., Иванов А.А., 2016
- Автоматизация и механизация процессов экипировки пассажирских составов
- Автоматизация управления парком пассажирских вагонов
- Содержание
- Задачи автоматизации управления ППВ
- Сбор информации при автоматизации
- Внедрение автоматизации
- Организация и технология ремонта внутреннего оборудования пассажирского вагона
- Техническая характеристика внутреннего оборудования пассажирского вагона. Причины возникновения и способы выявления неисправностей. Механизация, автоматизация и компьютеризация при ремонте оборудования. Факторы влияния на безопасность ремонтных работ.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Системы автоматизации производства и ремонта вагонов, Болотин М.М., Иванов А.А., 2016
Системы автоматизации производства и ремонта вагонов, Болотин М.М., Иванов А.А., 2016.
Описаны методы оценки уровня автоматизации и технического уровня вагонов, машин и производства, дана классификация производственных машин по звенности. Рассмотрены основные элементы теории линейных систем автоматического управления и технологии исследования устойчивости простейших систем автоматического регулирования. Впервые вагонное депо представлено как линейная система автоматического регулирования производительности. Рассмотрены силовые приводы, силовые головки, методы расчета производительности и надежности автоматов и производственных процессов, вопросы формирования конструктивных схем автоматов и схем САУ с помощью компьютерных конструкторов.
Предназначен для студентов вузов железнодорожного транспорта при обучении по специальности 23.05.03 «Подвижной состав железных дорог». Может быть полезен для работников вагоноремонтного комплекса.

Проблемы и принципы автоматизации производства.
Главная задача производства — выпуск продукции, удовлетворяющей потребностям экономики и обладающей высоким качеством при минимальных затратах материальных, финансовых, трудовых и энергетических ресурсов на ее производство. Для решения этой задачи необходимо резко снижать тяжелый физический, монотонный и малоквалифицированный труд людей и широко внедрять передовую технологию, автоматизацию и механизацию. Следует также совершенствовать организацию производства, обеспечивая тем самым его всестороннюю интенсификацию, рост производительности труда и рентабельность.
Основы научной теории производительности и механизации производства разработал английский ученый Харрингтон Эмерсон, а основные положения теории производительности автоматических машин сформулировал ГА. Шаумян. Для вагоноремонтного производства основные положения теории производительности, эффективности новой техники, механизации ремонта вагонов впервые разработал И.Ф. Скиба.
Бесплатно скачать электронную книгу в удобном формате, смотреть и читать:
Скачать книгу Системы автоматизации производства и ремонта вагонов, Болотин М.М., Иванов А.А., 2016 — fileskachat.com, быстрое и бесплатное скачивание.
Скачать pdf
Ниже можно купить эту книгу по лучшей цене со скидкой с доставкой по всей России. Купить эту книгу
Источник
Автоматизация и механизация процессов экипировки пассажирских составов




![]()
Автоматизация и механизация процессов обработки пассажирских составов и вагонов позволяют значительно сократить время их простоя, поднять производительность труда и культуру производства и сократить материальные и денежные затраты.
Четкую работу пассажирских технических станций обеспечивают механизация и автоматизация экипировочных работ. На ряде крупных пассажирских станций частью всего комплекса экипировочных устройств служат цехи наружной обмывки пассажирских вагонов. Расположены они в крытых помещениях длиной 102 м и шириной 9 м.
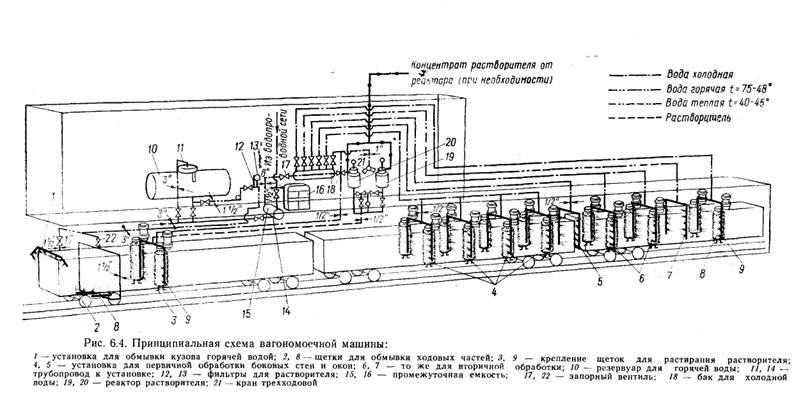
Значительно сокращает продолжительность экипировки составов и повышает производительность труда вагономоечная машина (рис. 6.4). Наружная обмывка пассажирского состава продолжается около 30 мин, обмывка вручную — 100—150 мин и более. Крыши, торцовые стены, переходные суфле-гармонии и ходовые части вагонов обливают горячей водой температурой 80— 85 °С и давлением 1 МПа; боковые стены кузовов и оконные стекла — теплой водой температурой от 40 °С и давлением 0,2—0,3 МПа. Во время этих операций состав непрерывно движется мимо всех агрегатов машины со скоростью 0,8 км/ч. Общий расход воды на обмывку 65 м3/ч, в том числе горячей 50 м3/ч и теплой 15 м3/ч; расход растворителя 400 л/ч, или 200 л на один состав.
Установка для обмывки боковых стен и скатов крыш состоит из вертикальных щеток, к которым насосом подается теплая вода. У машины две такие установки. Первая, предназначенная для первоначальной обмывки боковых стен, расположена в 30 м от насоса для подачи растворителя. У нее восемь щеток, установленных по четыре с обеих сторон железнодорожного пути. Вторая, предназначенная для повторной обмывки боковых стен, размещена за устройствами для ополаскивания и состоит из четырех вертикальных щеток (по две с каждой стороны пути). Для ополаскивания стен и скатов крыш вагонов служат две П-образные трубы с десятью насадками щелевого типа каждая. Одна из них размещена после первой группы вертикальных моющих щеток, а другая — после второй. Установка для обтирки стен и скатов крыш находится за второй установкой для ополаскивания и состоит из двух вертикальных щеток — по одной с каждой стороны пути. Для обдува и частичной просушки наружных поверхностей кузовов вагонов после мойки предназначены две вентиляционные приточные установки. Каждая из них состоит из двух последовательно расположенных калориферов, вентилятора и распределительного воздуховода.
Наряду со стационарными вагономоечными машинами применяются и передвижные. Состав длиной 400 м передвижная машина обмывает с одной стороны за 50 мин (скорость 8 м/мин). В качестве моющего состава в передвижной машине применяется мыльный раствор: 0,2—0,3 % с содержанием 1 % керосина. Расход раствора 0,1 л на 1 м2 поверхности. Эмульсию подает под напором насос из бака вместимостью 200 л. После растирания эмульсия смывается чистой водой (температура 60 °С), подаваемой на стены вагона вихревым самовсасывающим насосом из бака вместимостью 1500 л через трубы с соплами. Этого запаса воды достаточно для обмывки одной стороны состава (расход 1,5 л/м2). Машина имеет две капроновые круглые щетки. Верхней частью они обмывают также скат крыши вагона. Щетки укреплены шарнирно на раме, что позволяет придавать им колебательные движения в плоскости кузова вагона. Для питания электродвигателя током в нижней части машины смонтирована электростанция ЖЭС-9 номинальной мощностью 9 кВт. Длина машины 5020, ширина 2390 мм. Маневренность ее хорошая.
На зарубежных железных дорогах для наружной обмывки вагонов широко применяют перемещаемые на тележке или тачке водоструйные щетки как ручные, так и механизированные. Такие щетки избавляют рабочих от подноски воды и ускоряют процесс обработки составов. На этой тележке установлен ручной насос для нагнетания воды в шланг. Установку обслуживают двое рабочих. Тележки с резервуарами легко перемещаются по междупутьям парков, где стоят пассажирские составы.

Наиболее трудоемкая операция — внутренняя уборка вагонов, ее также можно механизировать. Так, в ФРГ для уборки мусора и пыли используют мощные отсасывающие устройства, расположенные на муждупутьях. Шланги заводят в вагон, и по ним мусор и пыль поступают в специальные камеры.
Для мытья пола вагона используют портативную машину с вращающимися щетками. Растворенные в воде моющие средства после мытья пола отсасываются также портативной вакуумной установкой, соединенной через шланг и трубчатую ручку с собирательной щеткой. Диваны и другие части вагона с мягким покрытием убирают пылесосом. Периодически их очищают моющим раствором, который наносят на них в виде водяной пыли, протирают затем вручную поролоновыми губками.
В США для мытья пола применяют гидроструйную щетку с вакуумным устройством в виде трубочной ручки, на конце которой закреплена моющая губка. Шланг соединяет трубочную ручку с вакуумной установкой, перемещаемой на роликах одним рабочим. Подобного рода устройства применяют и для мытья внутренних окон вагонов.
К устройствам, позволяющим ускорить и облегчить выполнение экипировочных операций, относятся, например, колонки с горячей и холодной водой, паром, горячим и сжатым воздухом и др. Водозаборные колонки для подачи холодной и горячей воды устанавливают на расстоянии 20—40 м одна от другой. Паропроводы используют для отопления вагонов в зимнее время; воздухопроводы с горячим воздухом необходимы для оттаивания льда и сушки вагонов после влажной уборки и обтирки. Сжатый воздух подается для опробования автотормозов в составах и вагонах в процессе ремонта или при отстое на путях технической станции. Воздухопроводная сеть имеет по одному выводу на каждом конце путей парка и не менее двух-трех выводов, расположенных через междупутье. Этот же воздухопровод используют и для очистки вагонов пневматическими пылесосами, расположенными вдоль путей через каждые 20— 40 м. Целесообразно иметь также печь для сжигания мусора, поступающего из вагонов, с путей и из помещений станции. Это обеспечивает наибольшую гигиеничность и не требует затрат на вывоз мусора.
Источник
Автоматизация управления парком пассажирских вагонов
АВТОМАТИЗАЦИЯ УПРАВЛЕНИЯ ПАРКОМ ПАССАЖИРСКИХ ВАГОНОВ (ППВ) разработана по организационно-функциональному принципу управления, заложенному в пассажирском вагонном хозяйстве России, – прохождение информации от нижнего уровня (линейных предприятий) на уровень дороги, а затем на сетевой уровень и передача управляющих воздействий в обратном направлении.
С 1997 г. управление ППВ осуществляется автоматизированным комплексом АСУПВ в рамках системы управления пассажирскими перевозками «Экспресс».
Содержание
Задачи автоматизации управления ППВ
Автоматизация управления ППВ направлена на обеспечение безопасности движения пассажирских поездов; оптимизацию состава ППВ; повышение качества ремонта подвижного состава; снижение затрат на эксплуатацию и ремонт вагонов.
Задачи, решаемые в системе автоматизации управления ППВ: учет приписного парка; управление формированием пассажирских составов; планирование ремонтов пассажирских вагонов; управление ремонтом и техническим обслуживанием вагонов; контроль обеспечения материалами и запчастями; управление ремонтом оборудования; слежение за безопасностью движения поездов..
Автоматизация функций управления включает решение следующих задач: учет вагонов, находящихся в ремонте, трудовых и материальных ресурсов, наличия и использования вагонов, их неисправностей, выявленных во время эксплуатации; контроль и анализ хода производственного процесса, неисправностей вагонов, аварий и задержек пассажирских поездов; планирование подачи вагонов в ремонт по дням месяца, сменных заданий бригадам вагоносборочного участка, технического обслуживания и экипировки вагонов и составов; прогнозирование выпуска вагонов из деповского и капитального ремонтов; разработка справочного режима доступа к базам данных. В результате решения комплекса задач данные передаются на дорожный уровень управления.
Сбор информации при автоматизации
Сбор информации и корректировка данных в АСУПВ осуществляется на линейном уровне управления. Комплексы задач, охватывающие работу каждого подразделения, являются структурными составляющими общей системы управления линейным предприятием. Задачи каждого комплекса решаются с частотой, определяемой режимом работы линейного предприятия. Результаты расчетов отчетных показателей и плановые документы выдаются до начала рабочей смены. Получение информации обеспечивается в диалоговом режиме с любого из установленных терминальных устройств.
Сбор и регистрацию информации осуществляет линейный персонал: мастера по формированию пассажирских поездов, техники по учету ремонта и состояния вагонов, осмотрщики вагонов, мастера и бригадиры ремонтных бригад, дежурные по станции
Внедрение автоматизации
На предварительном этапе подготовки данных, необходимых для автоматизации управления ППВ, была проведена инвентаризация парка пассажирских вагонов. В вагонных депо, вагонных участках, дирекциях по обслуживанию пассажиров, имеющих приписной парк пассажирских вагонов или производящих их плановый ремонт, проводилась перепись вагонного парка в соответствии с классификатором вагонов, содержащим 50 характеристик. На основе результатов переписи создана динамическая модель пассажирского парка вагонов России.
Организационная структура АСУПВ учитывает особенности работы в каждом подразделении любого уровня управления. При этом каждый комплекс задач, автоматизирующий процесс управления на линейном уровне, питает данными аналогичные комплексы на следующих, более высоких уровнях управления, образуя вертикальную информационную зависимость между ними. С другой стороны, из каждого более высокого уровня управления можно оказывать управляющие воздействия на более низкие уровни управления и получать данные, конкретизирующие любую информацию, необходимую при работе. Горизонтальные связи между комплексами задач на уровнях линейных предприятий или дороги выполнены на основе данных о наличном вагонном парке.
На каждом уровне управления имеется возможность работать в локальной вычислительной сети. На линейных предприятиях в сеть включены автоматизированные рабочие места от руководителей до мастеров и диспетчеров. При этом корректировка данных перестает быть дополнительной нагрузкой на персонал, т. к. при работе в автоматизированном режиме каждый сотрудник, выполняя какую-либо операцию с вагоном, тем самым корректирует базу данных на других уровнях управления. На уровнях дороги и РЖД в локальную сеть включены автоматизированные рабочие места сотрудников пассажирских служб.
Автоматизация управления ППВ позволяет на основании оперативной информации качественно осуществлять управление пассажирскими перевозками.
Источник
Организация и технология ремонта внутреннего оборудования пассажирского вагона
Техническая характеристика внутреннего оборудования пассажирского вагона. Причины возникновения и способы выявления неисправностей. Механизация, автоматизация и компьютеризация при ремонте оборудования. Факторы влияния на безопасность ремонтных работ.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 23.03.2017 |
| Размер файла | 43,2 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Обществом и государством с давних пор было возложено на железнодорожный транспорт выполнение социальных, политических и специфических функций, которые при отсутствии должной государственной финансовой поддержки ложиться дополнительным бременем на экономику транспорта.
Железнодорожный транспорт создаёт условия для осуществления расширения воспроизводства, способствует рациональному размещению, производственной по экономическим районам страны. Большое значение отводится железнодорожному транспорту в сельском хозяйстве. Железнодорожный транспорт обеспечивает доставку по стране оборудования, строительных материалов, удобрений и сырья для промышленности; удовлетворяет непрерывно возрастающую потребность людей в перемещении, обеспечивает экономические, политические и культурные связи нашей страны с зарубежными государствами. Неоценима роль транспорта в обороноспособности нашей страны.
Парк подвижного состава ж/д. транспорта характеризуется многообразием типов и конструкций вагонов, используемых в перевозочном процессе грузов и пассажиров. Условия эксплуатации вагонов связаны со значительными статическими и динамическими нагрузками, а в отдельных случаях — с воздействием высоких и низких температур перевозимого груза, повышенной влажности, агрессивных сред на конструкцию вагонов. При малой дальности перевозок значительно возрастает интенсивность времени погрузочно-разгрузочных работ, как правило, с использованием различных средств механизации.
Таким образом, многофункциональное и интенсивное использование вагонов ж/д. транспорта требует их качественного технического обслуживания и ремонта квалифицированными специалистами.
Немаловажное место на железнодорожном транспорте занимает вагонное хозяйство. Это достаточно развитая отрасль железнодорожного транспорта, основные фонды которой составляют пятую часть основных фондов всего железнодорожного транспорта. Вагонное хозяйство в первом приближении можно определить как специальным образом территориально распределенную на сети железной дороги совокупность производственных предприятий, на которых, основывалась на единой отраслевой нормативно технической документации, с учетом частных условий осуществляется контроль технического состояния, техническое обслуживание и ремонт вагонов пассажирского и грузового парков, а также контейнеров. На долю вагонного хозяйства приходится на 20% эксплуатационных расходов, свыше 15% контингента работников железной дороги, основная часть расхода пиломатериалов, проката и других материалов. Ежегодно на ремонт и техническое обслуживание вагонного парка расходуются миллиарды рублей.
Дальнейшее повышение уровня эксплуатационной работы вагонного хозяйства в условиях рыночной экономики возможно на основании внедрения научной организации труда и производства, повышение качества работы и производственного труда.
При разработке курсового проекта по теме: «Организация и технология ремонта внутреннего оборудования пассажирского вагона» я рассмотрелa:
— В разделе назначение и техническая характеристика внутреннего оборудования пассажирского вагона мной была рассмотрена конструкция всех элементов внутреннего оборудования пассажирского вагонов и их техническая характеристика;
-В разделе основные неисправности внутреннего оборудования пассажирского вагонов, причины возникновения и способы выявления неисправностей я рассмотрелa факторы влияющие на неисправности внутреннего оборудования пассажирского вагонов и способы их выявления;
— В данном разделе технология ремонта внутреннего оборудования пассажирского вагонов я рассмотрел виды, методы и способы восстановления внутреннего оборудования пассажирского вагонов. Использовала информацию, полученную при прохождении производственной практике в Воронежском ОА “ФПК”. При разработке технологического процесса ремонта внутреннего оборудования пассажирского вагонов учитывал поточный метод ремонта;
-Раздел организация рабочего места ремонта внутреннего оборудования пассажирского вагонов включает размещение технологического оборудования, технологической оснастки и контрольно-измерительных инструментов;
— Механизация, автоматизация и компьютеризация при ремонте внутреннего оборудования пассажирского вагонов.
Механизация, автоматизация и компьютеризация технологических процессов — основное и наиболее прогрессивное направление современного технического прогресса. Первым шагом к автоматизации технологического процесса является организация по ликвидации или сокращения тяжелого физического труда и качества ремонта действий;
— Охрана труда и техника безопасности при ремонте внутреннего оборудования пассажирского вагонов, мной рассмотрены вопросы охраны труда на вагоноремонтном производстве, факторы влияния на безопасность ремонтных работ.
— Экология и охрана окружающей среды на предприятии. Под окружающей природной средой понимается сочетание природных и природно-антропогенных тел и факторов, оказывающих воздействие на человека и естественно-ресурсные экономические показатели хозяйственной деятельности.
— При выполнении раздела безопасность движения я строго руководствовалась требованиями ПТЭ пассажирских вагонов и конкретно к внутреннего оборудования пассажирского вагонов.
1. Назначение и характеристика окон и дверей пассажирских вагонов
Кузов пассажирского вагона имеет окна и двери. Окна всех типов вагонов унифицированы. Их конструкции регламентированы отраслевыми стандартами, которые определяют типы окон, линейные размеры и требования к ним. В пассажирских вагонах старой постройки до середины 90-х годов применялись два типа окон — широкие и узкие. Оба типа окон изготавливались отпускные и глухие. Глухие окна установлены в вагонах, имеющих кондиционирования воздуха и не купейных вагонах со стороны продольных диванов. Все окна, за исключением окна котельного отделения, имеют двойные плоские закаленные стекла.
Открывающиеся окна имеют перемещающийся по вертикали пакет отпускных рам, который состоит из наружной алюминиевой и внутренней деревянной рамы, соединенных шурупами и ригельными замками, с деревянной оконной коробкой. В обе рамы вставлены термообработанные стекла толщиной 6мм. Ручка-защелка служит для фиксации окна в закрытом положении. Опущенный вниз пакет открывает оконный проем на одну треть высоты. Перемещение пакета снизу ограничивается резиновыми упорами. Пантограф рычажно-пружинного механизма, уравновешивающий пакет рам, облегчает его поднятие и позволяет останавливать окна в любом промежуточном положении. Прижимная рама предназначена для уплотнения окна и стопорения пакета в закрытом положении.
Прижатие рамы к пакету производится ригельными замками. Узлы окна смонтированы на оконной коробке в единый блок. Под окном установлена металлическая коробка для сбора воды, которая может попадать в оконный карман в виде конденсата и дождя при опущенном пакете. Вода удаляется через дренажные отверстия. Такие окна имеют два недостатка. Они исключают возможность постановки теплоизоляции под окнами, в пространстве которых опускаются пакеты, что ухудшает теплотехнические качества кузова. И, с другой стороны, в это пространство легко проникает вода, которая при засорении дренажных отверстий ускоряет процесс разрушения антикоррозионных покрытий и ведет к интенсивному корродированию обшивки кузова. Глухое окно (неоткрывающееся) отличается от описанного выше отсутствием пружинно-рычажного механизма и ручки-защелки, а также конструкцией оконной коробки.
Окна вагонов нового поколения глухие или с открывающейся форточкой. Рамы оконных блоков изготовлены из алюминопластмассовых профилей и снабжены тремя противоударными стеклами. Они обеспечивают более высокую гидро- и шумогермитизацию кузовов способствуя повышению комфорта пассажиров и надежности вагонов.
Двери в пассажирских вагонах применяются поворотные и задвижные в зависимости от типа вагона и места их установки. Минимальные размеры дверей по ширине установлены нормами на проектирование вагонов. Ко всем типам дверей предъявляются единые требования: они должны легко открываться и быть травмобезопасными, фиксироваться в закрытом, а в ряде случаев и открытом положении, иметь унифицированные замки. Двери купе для пассажиров и служебных помещений сделаны задвижными с вентиляционными отверстиями в нижней их части. Наружные тамбурные двери более прочны. Выполняются одностворчатыми, штампованными из листовой стали толщиной 2 мм. Эти двери имеют неоткрывающееся окно, теплоизоляцию, накладные петли, допускающие регулировку полотна створки по высоте, предохранительные решетки на стеклах и уплотнения, исключающие попадание пыли внутрь вагона. Двери снабжены унифицированными замками фиксаторами.
Источник