Внедрение методов бережливого производства (tpm) как средство совершенствования системы менеджмента качества промышленного предприятия

Эффективность работы предприятия складывается из множества факторов: эффективности процессов, персонала, оборудования. Простои, снижение скорости, необходимость ремонта и переналадки непосредственным образом влияют на прибыль предприятия. Одной из современных методик, позволяющих минимизировать негативное влияние этих факторов, является инструмент бережливого производства — система TPM.
TPM (Total Productive Maintenance — всеобщее обслуживание оборудования) — это один из инструментов бережливого производства, применение которого позволяет снизить потери, связанные с простоями оборудования из-за поломок [1].
Основные аспекты TPM:
- повышение производительности и срока службы оборудования за счет более качественного ухода и внимательного отношения к требованиям по эксплуатации;
- повышение производительности и качества обслуживания оборудования за счет обучения и повышения мотивации рабочих;
- коллективное выявление причин неисправностей, поиск возможностей повышения производительности за счет перепланировки рабочих помещений, изменения операций по переналадке [2].
Основное отличие TPM от других концепций состоит в вовлечении операторов в процесс технического обслуживания оборудования. Отказ от подхода: «Я — оператор, значит, работаю, вы — ремонтная бригада, значит ремонтируете».
Как правило, решение о внедрении тех или иных инструментов исходит от руководства, и здесь самое главное было создать необходимую информационную поддержку на всех уровнях, через которые простым и понятным языком доносится информация о предстоящих изменениях с описанием этапов реализации изменений, указанием подразделений, кого коснутся изменения, и их роли, а также выгод для работников соответствующих подразделений и компании в целом. Конечной целью информационной поддержки было сформировано понимание работников о том, что изменения необходимы и неизбежны.
На этапе информационной поддержки было описано текущее состояние и этапы преобразования, а также составлен план-график реализации проекта.
До начала внедрения проекта были обнаружены следующие проблемы:
- не проверялось состояние оборудования перед запуском;
- недостоверная информация об остановках производства;
- слабый фокус системы на предупредительных ремонтах;
- недостаток персонала в дежурной службе;
- технический персонал узко специализирован;
- отсутствует согласованность внутри ТО;
- слабо развита система поиска первопричин поломок.
Повышение эффективности инженерной службы осуществлялось в шесть этапов, где с третьего по пятый этапы шли параллельно:
- система обходов осмотров;
- изменение системы учета простоев;
- создание и внедрение системы ППР;
- обучение базовым ремонтам;
- реорганизация ТО;
- постоянное совершенствование системы [3].
Следующим шагом по внедрению системы TPM стало разграничение зон ответственности подразделений и обозначение роли каждого участника. С самого начала реализации проекта главной целью было максимальное вовлечение работников соответствующих подразделений и формирование из них межфункциональной команды для разработки стандартов осмотра и обхода оборудования, регламентов взаимодействия между службами. В нее входили -специалист проекта ТРМ, мастер участка, лучший оператор, главный механик, слесарь инженерной службы и технолог, при необходимости также привлекался электрик. Привлекая работников из разных подразделений в совместную деятельность, удалось наладить конструктивное взаимодействие между подразделениями на базовом уровне.
Результатом работы межфункциональной команды является разработанная и согласованная Система постоянной диагностики оборудования, которая включает в себя алгоритм взаимодействия между службами, стандарт обхода оборудования слесарем и визуальную поддержку в виде доски обхода представленные на рис. 1, 2 и 3 соответственно.
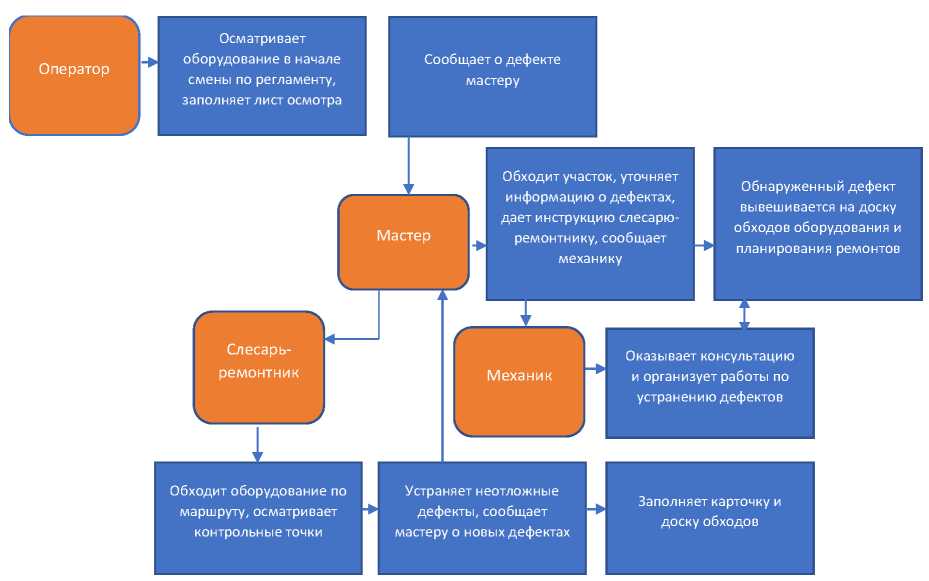
Рис. 1. Алгоритм взаимодействия между службами
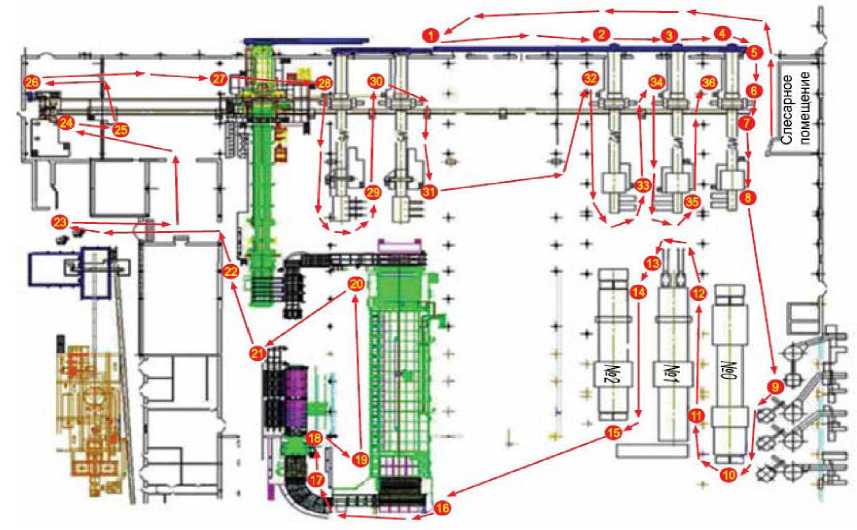
Рис. 2. Визуализация маршрута обхода оборудования слесарем
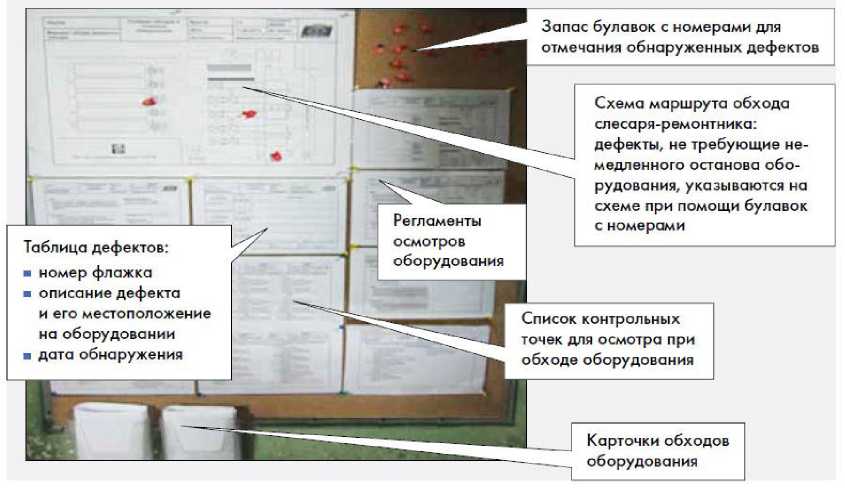
Рис. 3. Пример визуальной поддержки: «Доска обходов оборудования слесарем», размещенная для инженерной службы
До внедрения проекта на предприятии фиксация и учет простоев велся в свободной форме, «кто как умеет», без четкой классификации. Сотрудники производственного отдела и инженерной службы фиксировали в своих формах, а по итогам месяца перекладывали вину друг на друга за часы простоев .Поэтому необходимо было разработать систему учета простоев с необходимой детализацией, простой, понятной, что в дальнейшем позволит проводить анализ и поиск первопричин простоев. Этап разработки и внедрения системы учета простоев был начат параллельно с разработкой необходимых нормативных документов.
Разработанная система учета простоев в рамках внедрения проекта системы TQM включала в себя:
- бланк регистрации простоев, где фиксировалось время остановок и ремонта, определялась группа простоя и указывалась причина простоя и действия по его устранению;
- каскад звонков — последовательное информирование о поломке, эскалация проблемы с четко определенными временными рамками;
- картографию линии — документ, позволяющий определить приоритет поломки, правильно скоординировать технический персонал.
Система учета простоев также служит для построения показателей надежности оборудования, что в свою очередь является ключевым показателем эффективности (КПЭ) работы инженерной службы, представленный на рис. 4.
Индикаторы надежности
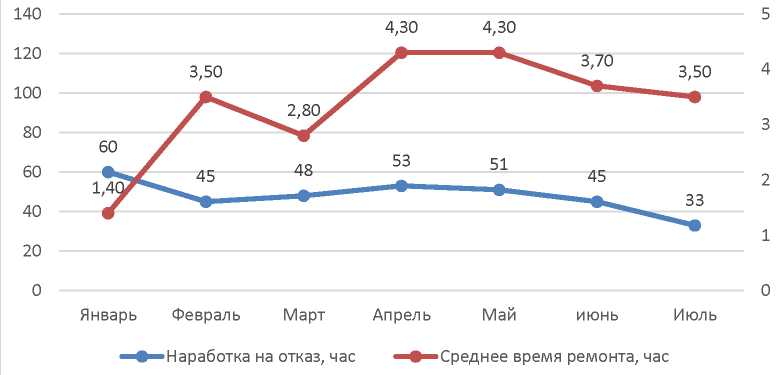
Рис. 4. Показатели надежности оборудования за период с января по июль 2019 года на промышленном предприятии
Одним из самых длительных и трудоемких этапов являлась разработка нарядов планово предупредительных ремонтов (ППР). В первую очередь наряды ППР разрабатывались на оборудование, которое являлось узким местом с точки зрения производительности.
На этапе построения системы управления запасными частями определился необходимый уровень запасов запчастей, была разработана номенклатура и правила управления запасными частями.Но сам по себе учет простоев не повлек за собой их сокращение, поэтому следующим этапом стала система анализа и поиска первопричин простоев. Особое внимание на данном этапе уделялось обучению инженерно-технических работников (ИТР): методам краткосрочного и среднесрочного планирования; методам анализа простоев и поиску первопричин неисправности.
При внедрении проекта ТРМ изменилась организационная структура технической службы. Суть изменений заключалась в выделении инженерного блока и формировании дежурной службы в составе слесаря, электрика, электронщика и начальника. Функция инженерного блока — это еженедельный анализ показателей надежности оборудования, анализ длительных простоев, корректировка карт и плана ППР, контроль качества выполнения ППР, участие в устранении сложных поломок, разработка корректирующих мероприятий, отслеживание и комплектация склада запчастей.
Таким образом, разработанная и внедренная система ТРМ на промышленном предприятии стала эффективным решением проблем, препятствующих постоянному совершенствованию системы менеджмента качества.
Волгоградский государственный технический университет ООО «ПО «Аквамаш»
Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
- Система ТРМ (англ.) — более четверти века в России. Японская теория. Российская практика. Опыт Консультационного сообщества «ТАИР» / Т. М. Куприянова, В. Е. Растимешин. — М. : ООО «Буки Веди», 2019. — 644 с.
- Вэйдер, М. Инструменты Бережливого производства: минируководство по внедрению методик Бережливого производства : пер. с англ. / М. Вэйдер. — М. : Альпина Бизнес Букс, 2015. — 125 с.
- Пшенникова, М. В. Система ТРМ: хроника внедрения / М. В. Пшенникова // Методы менеджмента качества. — 2015, № 10. — С. 18-19.
Источник
Внедрение методики Всеобщего обслуживания оборудования TPM
Что такое TPM?
Всеобщее обслуживание оборудования ( TPM — Total Productive Maintenance) — это система поддержания и улучшения целостности производственных и качественных систем с помощью машин, оборудования, процессов и сотрудников, которые повышают ценность бизнеса для организации.
TPM – это подход, цель которого заключается в обеспечении эффективной работы оборудования и продолжительности срока его службы.
Откуда пришло TPM?
Набор методов, впервые был использован в Японии в конце 60- начале 70-х годов. Nippondenso (в наст. время Denso Corp.) — первая компания, которая в 1971 году применила процесс TPM, направленный на то, чтобы каждый станок, участвующий в процессе производства, был постоянно готов к выполнению необходимых операций. Японская компания производила детали для компании Toyota. Этот опыт привел к признанию того, что лидерский настрой, привлекающий передовые команды к работе по улучшению в малых группах, является существенный элемент эффективной работы.
Кто разработал TPM?
Всеобщее обслуживание оборудования было разработано Сейичи Накадзимой (Seiichi Nakajima) в Японии в период с 1950 по 1970 год.

Seiichi Nakajima (1919-2015)
Классический процесс TPM Seiichi Nakajima состоял из 5 принципов, позже он был усовершенствован Японским институтом управления производством (JIPM) для включения многих уроков Бережливого производства (Lean Manufacturing), который состоит из 8 принципов.
8 принципов TPM:
- Автономное обслуживание. Оператор оборудования должен самостоятельно проводить осмотр работы по чистке, а также незначительные работы по техническому обслуживанию.
- Целенаправленное улучшение. Нацелено на предотвращение 7 видов потерь.
- Плановое техническое обслуживание. Обеспечение полной готовности оборудования, а также проведение мероприятий в области технического обслуживания.
- Управление качеством. Реализация цели «нулевых дефектов в качестве» в изделиях и оборудовании.
- Раннее управление оборудованием. Реализация запуска новых процессов.
- Образование и обучение персонала. Сотрудники должны быть обучены в соответствии с требованиями по улучшению квалификации для эксплуатации и технического ухода за оборудованием.
- Административный и офисный TPM. Потери устраняются в непрямых производственных подразделениях.
- Безопасность труда, окружающая среда и здравоохранение. Преобразование аварий на предприятии в «ноль дефектов».
Разберёмся для чего необходимо внедрять всеобщее обслуживание оборудования.
Преимущества TPM:
- Повышение эффективности технического обслуживания.
- Сокращение внепланового ремонта.
- Стабилизация и непрерывное улучшение процессов технического обслуживания и системы планово-предупредительного ремонта.
- Уменьшение расходов на техническое обслуживание.
- Увеличение производительности.
- Улучшение качества продукции.
- Снижение аварийности на производстве.
- Увеличение мощностей производства.
- Снижение себестоимости производства.
- Уменьшение потерь связанных с оборудованием (простои, брак, переналадки, медленный ход, переделка и доработка).
- Улучшение морального климата во всех отраслях промышленности и в сфере услуг.
Рассмотрим шаги, связанные с внедрением TPM в организации.
Шаги внедрения
- Анализ те ку щего состояния
- Упорядочение рабочего места
- Классификация планово-предупредительных работ по обслуживанию оборудования
- Определение действий по обслуживанию оборудования
- Проведение классификации отказов оборудования, определение признаков их появления и способов реагирования
- Применение статистических методов для отслеживания динамики работы оборудования
- Мониторинг состояния рабочего места и оборудования
В разделе «Бизнес-кейсы» Вы можете скачать полезные формы для самостоятельного внедрения Всеобщего ухода за оборудованием на Вашем предприятии.
Предприятия внедрившие Всеобщее обслуживание оборудования:
- Турецкий завод холодильног о оборудования «Arçelik»
- Материнская компания бренда «Beko»
- Заводы по производству упаковки «Tetra Pak»
- Завод «Зэкусэру»
- Завод «Цукуми» компании «Инода Сэмэнто»
- Завод «Сига» компании «Дайкин коге»
- Завод компании «Дайхацу Мотор» в Киото
- Компания «Хонда Мотор»
- Сингапурская компания » Нач индастриз «
- Бельгийское отделение » Вольво »
- » Проктэр энд Гэмбл «
- Группа » Дюпон «
- Чаеразвесочная фабрика «Юнилевер Липтон Брюссель» — дочернее подразделение бельгийского филиала фирмы «Юнилевер Бестфудз»
- Кондитерская фабрика «Сикисима Бэйкинг»
- Чаеразвесочная фабрика «Юнилевер Брук Бонд» входит в состав фирмы «Юнилевер Бестфудз» (Великобритания)
- Завод Пирелли (Pirelli) (г. Хехст, Оденвальд)
- Ford
- Eastman Kodak
- Harley Davidson
- Daimler Chrysler
- General Motors
- Motorola
- Philips
- Bosch
- Siemens
- Kraft Foods
- Colgate
- ОАО «КАМАЗ»
- ОАО «Северсталь»
- Калужская пивоваренная компания
- Завод «Автоприбор»
- Производитель продуктов питания «Чумак»
- Ярославский шинный завод (холдинг «СИБУР-Русские шины»)
- Чепецкий механический завод
- Челябинский завод по производству пластиковых окон (ООО «Эталон»)
- Кондитерская фабрике ОАО «Большевик» (в Москве) и др.
Задаётесь вопросом » Как внедрить TPM на предприятии? » , команда РусКонсалтПроект поможет Вам, звоните по телефону +7 (903) 331-22-82 или оставьте заявку на сайте.
 +7 (903) 331-22-82
+7 (903) 331-22-82  rcpinfo@yandex.ru
rcpinfo@yandex.ru
Источник