Бережливое производство – технологии оптимальной работы участков текущего отцепочного ремонта (ТОР) грузовых вагонов


Одними из главных задач стратегического развития ОАО «Российские Железные Дороги» являются рост производительности, использование всех видов ресурсов, оптимизация издержек производства. Большая роль в решении этих задач отводится вагонному хозяйству, основная цель которого – обеспечение сети железных дорог надежным, отвечающим современным стандартам и требованиям подвижным составом.
Важной производственной единицей вагонного хозяйства является депо. В процессе реформирования железнодорожного транспорта структура вагонного хозяйства дороги претерпела серьезные изменения. Его реструктуризация началась путем разделения вагонных депо на ремонтные и эксплуатационные. В результате такого мероприятия основная доля наиболее оснащенных предприятий выделилась в отдельный хозяйствующий субъект и вошла в состав Центральной дирекции по ремонту грузовых вагонов (ЦДРВ). В январе 2010 года Совет директоров ОАО «РЖД» на своем заседании одобрил концепцию реформирования вагоноремонтного комплекса Центральной дирекции по ремонту грузовых вагонов – филиала ОАО «РЖД» и создания на его базе дочерних обществ ОАО «РЖД по ремонту грузовых вагонов: ОАО «Вагонная ремонтная компания – 1», ОАО «Вагонная ремонтная компания – 2» и ОАО «Вагонная ремонтная компания – 3» (ВРК – 1, ВРК – 2 и ВРК – 3).
Передача эксплуатационного вагонного комплекса в Центральную дирекцию инфраструктуры (ЦДИ) не повлекла за собой существенных изменений в функциональных задачах вагонного хозяйства.
Неизменными остались и основные задачи, возложенные на Управление вагонного хозяйства. Это – повышение качества услуг по эксплуатации, техническому обслуживанию и текущему ремонту грузовых вагонов; формирование условий для надежного обеспечения долгосрочных потребностей железнодорожного транспорта в техническом обслуживании и ремонте вагонов; обеспечение недискриминационного доступа к услугам по техническому обслуживанию вагонов в эксплуатации; недопущение на инфраструктуру технически неисправных грузовых и пассажирских вагонов; обеспечение безопасности движения поездов, охраны труда, пожарной и экологической безопасности в вагонном хозяйстве.
Основными резервами повышения эффективности использования вагонного парка в эксплуатации являются:
- сокращение времени нахождения вагонов под грузовыми операциями и на технических станциях;
- снижение числа отцепок в текущий отцепочный ремонт и простоя в неисправном состоянии.
Текущий отцепочный ремонт (ТОР) – это специфический вид услуги по ремонту грузового вагона. Неисправность может возникнуть в любое время и в любой точке железнодорожной сети. Соответственно, для обеспечения безопасности движения аварийный вагон необходимо отправить на ближайшую станцию или, при наличии такой возможности, устранить неисправность на месте.Производится такой ремонт на специально выделенных путях, оснащенных необходимым оборудованием и приспособлением на основании уведомления формы ВУ-23М, заполненного осмотрщиком вагонов или оператором пункта технического обслуживания (ПТО). При данном виде ремонта выявляются и устраняются неисправности кузовов, рам вагонов, колесных пар, боковых рам и надрессорных балок тележек, буксового узла, пружинно-фрикционного рессорного комплекта, тормозного оборудования, автосцепного устройства вне зависимости от причины поступления вагона в текущий отцепочный ремонт.
Материалы, запасные части, применяемые при ремонте отцепленных вагонов, должны соответствовать нормативной документации и рабочим чертежам на их изготовление и ремонт, быть сертифицированы, а также должен соблюдаться порядок к их хранению.
Но в действительности, наблюдается неупорядоченное хранение запасных частей и материалов на участках ТОРа. В результате при замене деталей вагонов в ходе производства ремонта работники участка затрачивают продолжительное время, связанное с избыточным их перемещением, что приводит к простою вагона в ремонте.
На сети железных дорог во многих эксплуатационных вагонных депо (Забайкальской дирекции инфраструктуры, Октябрьской дирекции инфраструктуры, Северо-Кавказской дирекции инфраструктуры) активно внедряют технологию бережливого производства, которая позволяет оптимизировать технологические процессы производственных участков.Для реализации проекта «Бережливое производство» в вагонном хозяйстве распоряжением ОАО «РЖД» от 20 декабря 2013г. №2840р утверждена и введена в действие с 1 января 2014г. «Методика визуального контроля по системе Кайдзен в структурных подразделениях Управления вагонного хозяйства Центральной дирекции инфраструктуры». Данная методика разработана проектно-конструкторским бюро вагонного хозяйства. Полигоном для практической апробации данной методики с 2014 г. определены эксплуатационные вагонные депо Октябрьской, Восточно-Сибирской и Западно-Сибирской дирекции инфраструктуры.
Термин «бережливое производство» (leanmanufacturing) применяется для обозначения базовых принципов эффективной организации деятельности кампании. Он фокусирует внимание на избавлении от любых непроизводительных затрат. К непроизводительным затратам относят любые действия и затраты, не связанные напрямую с доставкой грузов потребителю точно в срок, обладающие потребительской ценностью. Потери – это действия, которые увеличивают затраты и время доставки грузов, но не добавляют ценности конечной продукции. На предприятиях железнодорожного транспорта встречаются следующие виды потерь:
- перепроизводство– потери, связанные с выпуском продукции в большем количестве;
- излишние запасы – вид потерь, связанный с наличием сверхнормативного количества изделий, непосредственно хранящихся на предприятии или за его пределами. Наличие излишних запасов указывает на нестабильность производства на предприятии;
- транспортировка– вид потерь, связанный с перемещением материалов и запасных частей;
- потери из-за дефектов – вид потерь, связанный с наличием дефектов, затратами на их выявление и устранение;
- потери при излишней обработке – вид потерь, возникающий при выполнении операций и процессов, без которых можно обойтись;
- потери при излишних перемещениях – вид потерь, возникающий в связи с движениями персонала, которые не являются необходимыми;
- простои– вид потерь, связанный с задержками и возникающий в результате ожидания готовности оборудования, персонала, транспортных задержек, неравномерного темпа работы отдельных подразделений предприятия.
Бережливым считают производство, в котором любые непроизводительные затраты сведены к минимуму или отсутствуют вовсе, т.е. все ресурсы предприятия используются только для создания потребительской ценности. Именно эту задачу ставит перед собой ОАО «РЖД», совершенствуя свою деятельность и внедряя методики по сокращению и исключению непроизводительных затрат.
Внедряемая «Методика визуального контроля по системе Кайдзен в структурных подразделениях Управления вагонного хозяйства Центральной дирекции инфраструктуры» позволит высвободить дополнительные производственные площади участков, сэкономить материалы и энергоресурсы, уменьшить количество брака, поломок оборудования и инструмента (а это – снижение затрат на ремонт), снизить трудоемкость различных производственных процессов, повысить безопасность труда и улучшить эргономику рабочих мест на производственных участках (рис. 1).

Рисунок 1 – Помещение старшего осмотрщика вагонов. Метод визуализации: рациональное размещение инструмента
Один из мощных инструментов бережливого производства – это визуальный менеджмент, который создает начальные условия для эффективного труда,организует размещение инструментов, деталей, составных частей конструкций и других индикаторов состояния производства. Одной из целей применения методов визуализации является удаление ненужного, создание начальных условий для эффективного труда и возникновения свободного пространства. Классификация объектов сопровождается их пометкой с помощью ярлыков зеленого, желтого, красного и других цветов.
Так, например, в условиях эксплуатационных вагонных депо, а именно на участках ТОРа, хранение колесных пар, требующих ремонта в грузовых вагонных ремонтных депо (ВЧДР), обезличено. Из-за ограничения производственных площадей и непрерывного производственного процесса оно осуществляется без определения колесных пар по принадлежности и без выделения отдельных участков хранения для разных собственников, а именно:
- ОАО «РЖД»;
- собственников, которые осуществляют ремонт по договорам;
- собственников, осуществляющих ремонт по гарантийным письмам.
Такое хранение (рис.2) требует дополнительной проверки всех колесных пар, чтобы определить их принадлежность предприятию-собственнику.
Помимо разделения всех колесных пар на требующих покупки (договорные отношения с собственником) и требующих ремонта в ВЧДР с последующей подкаткой под этот же вагон (отсутствие договорных отношений), существует группа колесных пар, по которым необходимо провести комиссионное расследование, установить виновное предприятие и составить рекламационные документы, необходимые для предоставления собственнику вагона для оплаты за проведенный ТОР.
Чтобы сократить время отправки колесных пар в ремонт и минимизировать риски, возникающие при хранении и отправке колесных пар из-под приватных вагонов, можно предложить следующую технологию колесных пар (рис. 3):
Колесные пары, выкаченные из-под вагонов собственников, имеющие договора на проведение ТОР, впоследствии приобретаемые у собственника и переходящие в парк ОАО «РЖД», при отправке в ремонт не маркируются. При этом на колесные пары, по которым требуется комиссионное расследование, наносится полоса синего цвета.
2. Отправка размеченных колесных пар. При погрузке колесных пар на платформу для отправки ее в то или иное ВЧДР бригадир руководствуется разметкой и безошибочно отгружает колесные пары с нанесенной маркировкой.
3. Получение колесных пар с ВЧДР. После возврата колесной пары из ремонта рядом с существующей отметкой на оси дополнительно наносится новая полоса (см. рисунки 4, 5):
- зеленого цвета – для исправной колесной пары;
- красного цвета– для неисправной колесной пары, требующей расформирования.

Рисунок 4 – Применение метода визуализации колесных пар после возврата колесной пары из ремонта
Синяя полосапри этом снимается.
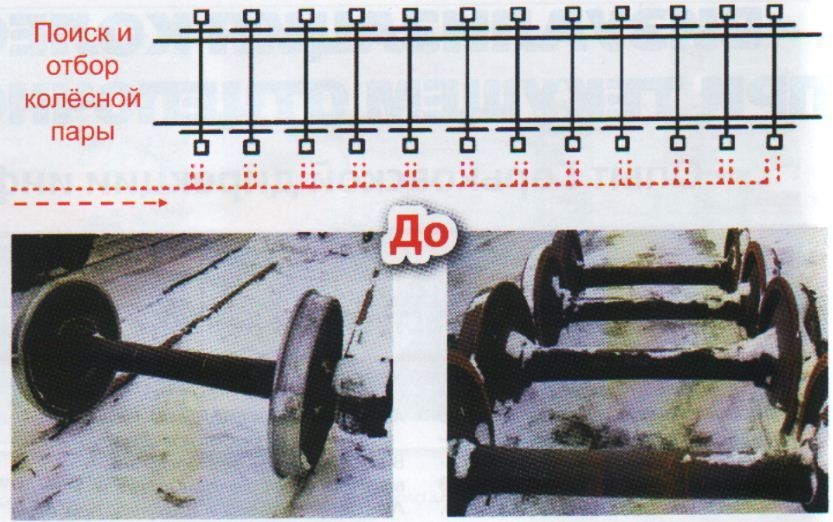
В дальнейшем (при отправке колесной пары в ремонт) данная отметка позволяет не осматривать все колесные пары и четко отобрать требуемую.

Рисунок 5 – Поиск и отбор колесных пар после внедрения метода визуализации
4. Хранение колесных пар на ТОР. Для разграничения колесных пар на участке ТОР предусмотрены три зоны хранения (рис. 6), которые подразделяются на исправные (отремонтированные), неисправные (требующие ремонта), брак (требующие расформирования).
Следовательно, визуализация колесных пар грузовых вагонов при текущем отцепочном ремонте (ТОР) позволит:
- минимизировать время нахождения вагонов в ТОР;
- сократить время на отбор и отправку колесных пар в ремонт;
- снизить время общего простоя вагонов находящихся в собственности промышленных предприятий в текущем отцепочном ремонте;
- увеличить выпуск вагонов из текущего отцепочного ремонта;
- снизить количество и размеры штрафных санкций за просрочку доставки грузов.
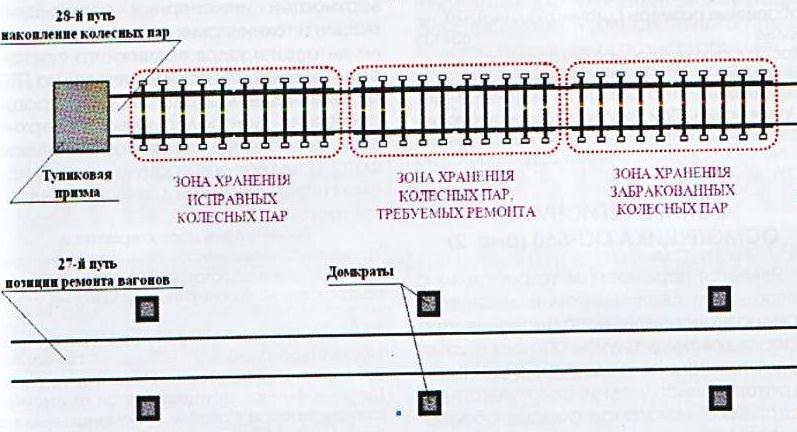
Рисунок 6 – Зоны хранения колесных пар на пункте текущего отцепочного ремонта
Таким образом, бережливое производство – это, прежде всего, философия, меняющая устоявшиеся взгляды на организацию производственных отношений, всю систему показателей эффективности каждого структурного подразделения, систему управления предприятием. Для бережливого производства важен каждый сотрудник РЖД, важны его инициатива и готовность добиваться улучшений в своей работе.
- Гончаров, С.Е. (Управление вагонного хозяйства Центральной дирекции инфраструктуры – филиала ОАО «РЖД»). Грузовой вагон на пространстве 1520 [Текст]: безопасность движения /С.Е. Гончаров // Евразия Вести . — 2012. — №10. — С. 11
- Голубев, Д.Е. (Служба вагонного хозяйства Горьковской дирекции инфраструктуры). Визуализация колесных пар при текущем отцепочном ремонте [Текст]: безопасность движения /Д.Е. Голубев // Вагоны и вагонное хозяйство. — 2013. — №2. — С. 31-33
- Потапов, А.А. (Забайкальская железная дорога – филиал ОАО «РЖД»). Поиск оптимальных технологий [Текст]: безопасность движения /А.А. Потапов // Линия. — 2014. — №2. — С. 15
- Романов, В.В. (Проектно-конструкторское бюро вагонного хозяйства). В эксплуатационных депо вводится в действие методика визуального контроля по системе Кайдзен [Текст]: безопасность движения /В.В. Романов, А.В. Чичин // Вагоны и вагонное хозяйство. — 2014. — №1. — С. 18-23
- Чичин, А.В. (Проектно-конструкторское бюро вагонного хозяйства). Бережливое производство – прогрессивная концепция организации работы [Текст]: безопасность движения /А.В. Чичин // Вагоны и вагонное хозяйство. — 2013. — №2. — С. 28-30
Источник
Тема: Методология бережливого производства при ремонте и обслуживании подвижного состава
Цель занятия: Ознакомиться с методологией внедрения бережливого производства при ремонте и техническом обслуживании подвижного состава.
1) Описать технологию внедрения бережливого производства для основных участков ремонтного депо (грузового или пассажирского) с разработкой карт потока создания ценности:
а) вагоносборочного участка;
б) тележечного участка;
в) колесно-роликового участка;
Принципы бережливого производства:
1- Предотвращение дефектов
3- Ориентация на процесс
4- Принцип вытягивания
7- Постоянное улучшение
8- Личная ответственность
Гибкость
Понятие «гибкое производство» выступает за:
1) повышение эффективности и стандартизацию за счет постоянных процессов улучшения;
2) систему менеджмента, которую первоначально применяли японские фирмы; 16
3) философию, которая ведет к малозатратным процессам на фирме;
4) отслеживание принципов вытягивания, прежде всего за счет применения поставки «точно в срок»;
5) ориентацию на клиента, качество и снижение затрат;
6) члены коллектива, которые совместно и друг для друга размышляют, принимают решения, действуют и заступаются друг за друга. Предотвращение дефектов
Цель предотвращения дефектов – увеличение стабильности процессов в результате профилактических мероприятий. Предотвращение дефектов должно идти впереди обнаружения дефектов. Эффективное обнаружение дефектов с помощью последовательной защиты процесса происходит только там, где необходимо. Дефектов можно избежать: Через комбинацию профилактических мероприятий и быстрых цепей регулирования.
Быструю обратную связь о наличии дефектов:
– четкая связь дефекта и «виновного» рабочего места;
– корректировка причины через инструкции, смену инструмента и т.д.; – постоянный мониторинг мастером.
Ориентация на процесс Цели: краткое время производственного цикла и малые размеры партий (переналадка, партии, тара при поставке) при высокой стабильности; самые маленькие объѐмы для передачи дальше (меньше, чем размер партии) между и внутри процессов; обеспечение материалами с малыми потерями: минимальные транспортные пути, перемещения сотрудников, промежуточные склады и запасы между и внутри процессов; 17 минимизация не создающих добавленной стоимости площадей, занимаемых логистикой и складами; быстрая коммуникация за счѐт коротких путей между сотрудниками; прозрачность, особенно для сотрудников на местах.
Принцип вытягивания
Запасы являются причиной высоких затрат и проблем. С принципом вытягивания производство и логистика вступают в цепь создания стоимости когда имеется актуальная внутренняя или внешняя потребность потребителя. С одновременным введением поточного производства и синхронизации производства и логистики возможно сократить до минимума время производственного цикла и запасы. Введение прозрачных и самоуправляемых систем упрощает планирование производством и управление им.
Прозрачность – предпосылка для достижения цели и постоянного улучшения. Прозрачность означает, что каждый знает свои задачи и цели. Это облегчает быструю ориентацию на всех участках и улучшает понимание в целом.
Стандартизация
Предотвращение одних и тех же дефектов при производстве продукции, повторения ошибок на технологических операциях и аварий, наряду с использованием предложений, позволяет обеспечить высокую эффективность производства. Все это становится возможным благодаря стандартизации.
Личная ответственность
Личная ответственность означает, что между ответственностью и полномочиями, устанавливается связь непосредственно на уровне процесса. Это создаѐт необходимую свободу действий и шансы повышения квалификации. Самостоятельно организованные рабочие группы далее усиливают личную ответственность.
Сферы ответственности должны быть однозначны и известны. В этом случае каждый знает о своѐм вкладе в общий успех и мотивирован к активному участию в процессе улучшения.
2) Описать технологию внедрения бережливого производства для основных подразделений технического обслуживания подвижного состава:
а) парка прибытия ПТО сортировочной станции;
б) парка отправления ПТО сортировочной станции;
в) транзитного парка ПТО сортировочной станции;
г) участка текущего отцепочного ремонта вагонов ПТО сортировочной станции.
Целевое состояние бережливого производства должно обеспечивать:
— разработку и актуализацию надежных технологических процессов ремонта и экуплуатации подвижного состава с учетом местных условий и имеющихся рисков, полными комплектами технологической 15 документации, наглядными пособиями, электронными базами документации, включая интерактивные электронные руководства по ремонту;
— поддержание оптимального соотношения планово-предупредительных ремонтов и ремонтов по состоянию, с учетом фактического состояния подвижного состава, применения новых средств диагностики и новых информационных систем.
Планово-предупредительные ремонты технологического оборудования цехов, связанных с ремонтом, направленные на надежную бесперебойную работу оборудования, что в том числе позволит исключить дублирование оборудования;
— организацию эффективной системы технологического контроля;
— своевременное выявление несоответствий в технологической документации и их устранение.
— оптимизацию планировочных решений цехов по ремонту, исключения встречных потоков, непроизводственных затрат и потерь, сокращения производственного цикла, — использование передовых технологий оперативного управления производством, «вытягивающих» технологии планирования работ, обеспечивающих сокращение и исключение межоперационных и переходных запасов, — разработать четкие регламенты управления ремонтом, контроля соблюдения технологической дисциплины, приемки работ.
Источник