- Ремонт блока цилиндров 421.1002014 двигателя УМЗ-421 © А. Федорочев
- Ремонт блока цилиндров 421.1002014 двигателя УМЗ-42.
- Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
- Ремонт УМЗ-4216 и УМЗ-4213
- Данное издание посвящено двигателям УМЗ-4213 и УМЗ-4216, соответствующим требованиям норм Евро-3 в составе автомобилей «УАЗ» и «ГАЗель».
Ремонт блока цилиндров 421.1002014 двигателя УМЗ-421
© А. Федорочев
Нередко можно услышать о неремонтопригодности блока цилиндров с залитыми чугунными гильзами двигателя 421 Ульяновского моторного завода (в настоящее время ОАО «Волжские моторы»). Но практика показывает, что ремонт таких блоков не сложнее ремонта блоков двигателей ВАЗа или ЗМЗ-406, и без проблем производится на той же производственной и инструментальной базе.
По нижеприведенной технологии неоднократно восстанавливались двигатели 421 и его модификации. Ремонт производился в случае достижения предельных износов гильз или их аварийного выхода из строя, а также ремонтировались негерметичные блоки: течь между алюминием и залитой гильзой; просечки газов из камеры сгорания в рубашку охлаждения. На некоторых блоках заменялись сразу четыре гильзы.
И так, технологические операции и некоторые комментарии к ним.
- Из блока цилиндров вырезается залитая чугунная гильза. Ее наружный диаметр 106 мм. Черновую расточку лучше производить, ориентируясь на этот размер. После извлечения залитой гильзы, в блоке остаются три чугунных пояска, которые достаточно прочно держатся в алюминии. В дальнейшем они ни чему не помешают.
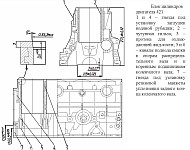
- Расточка мест под установку гильзы в соответствии с рис. 1.

- Изготавливается гильза цилиндра (рис. 2). Наиболее подходящая для этой цели заготовка — отливка гильзы 421.1002018-02 (материал — специальный чугун ИЧГ-33М, твердость — 217:250 НВ), изготовитель — ОАО «Мотордеталь», г.Кострома. Допустимая замена — перлитный серый чугун твердостью не ниже 190 НВ. Внешний диаметр гильзы D назначается в зависимости от окончательного размера чистовой расточки в блоке цилиндров, естественно, с учетом необходимой величины натяга.
- Запрессовка охлажденной в твердой углекислоте или жидком азоте гильзы в нагретый до (150-180) С блок цилиндров. Если в блоке имеются втулки опор распределительного вала (а они присутствуют, примерно, на трети блоков), то нагревать его выше 150 С не рекомендуется. Холодная гильза в горячий блок входит свободно. Операцию запрессовки выполнять следует быстро, иначе гильза может схватиться на полпути. Чтобы она гарантированно села на место, ее необходимо поджать оправкой и удерживать до полной фиксации.
- Расточка и хонингование гильзы (рис. 1). Для обеспечения допусков по геометрии и расположению, растачивать и хонинговать гильзу следует в блоке цилиндров. Если она посажена в блок с натягом менее 0,05 мм, то существует опасность, что ее провернет при обработке, и тогда начинай с пункта 1. Наиболее сложная операция — хонингование. Выход хона в нижней части гильзы очень мал — не больше 15 мм. Обычным хоном нижнюю часть гильзы трудно вывести в размер с необходимой точностью. Как правило, получается конус. Хон-головку желательно модернизировать так, чтобы бруски имели максимально возможный выход из обрабатываемой гильзы. Если гильза уже обработана в размер 100 мм (например, изготовлена из ЗМЗвской или ЗиЛовской), то ее лучше запрессовывать с натягом до 0,02 мм. Тогда в блоке ее меньше покоробит, но и при таком натяге ее окончательная геометрия — дело случая.
- Обработка верхнего бурта гильзы с выступанием 0,03-0,05 мм над плоскостью блока (см. рис. 1). Казалось бы, проще обработать верхнюю плоскость блока на проход «как чисто», но в эксплуатации запрессованные гильзы проседают. Поэтому лучше торцевать гильзу в размер 0,03:0,05 мм попутно с расточкой под хонингование.
- Проверка блока на герметичность водой под давлением 2-3 кгс/см2. Контроль со стороны опор коленвала. Образование капель не допускается. Не последнюю роль здесь играет величина натяга гильза — блок цилиндров. Большой натяг — не стопроцентная, но все же гарантия от появления течи. Прелесть малого натяга только в одном — если потечет, то несложно выпрессовать гильзу из блока и попытаться принять какие-то меры.

Чистовую обработку поверхности В (см. рис. 1) под запрессовку новой гильзы желательно проводить с минимальным съемом алюминия. Диаметр D получается около 107 мм и зависит от положения гильзы в теле блока. Если она располагалась с наклоном относительно базовых поверхностей блока, то и отверстие получается большего диаметра.

Удачи!
А. Федорочев
наверх
Источник
Ремонт блока цилиндров 421.1002014 двигателя УМЗ-42.
Нередко можно услышать о неремонтопригодности блока цилиндров с залитыми чугунными гильзами двигателя 421 Ульяновского моторного завода (в настоящее время ОАО «Волжские моторы»). Но практика показывает, что ремонт таких блоков не сложнее ремонта блоков двигателей ВАЗа или ЗМЗ-406, и без проблем производится на той же производственной и инструментальной базе.
По нижеприведенной технологии неоднократно восстанавливались двигатели 421 и его модификации. Ремонт производился в случае достижения предельных износов гильз или их аварийного выхода из строя, а также ремонтировались негерметичные блоки: течь между алюминием и залитой гильзой; просечки газов из камеры сгорания в рубашку охлаждения. На некоторых блоках заменялись сразу четыре гильзы.
И так, технологические операции и некоторые комментарии к ним.
- Из блока цилиндров вырезается залитая чугунная гильза. Ее наружный диаметр 106 мм. Черновую расточку лучше производить, ориентируясь на этот размер. После извлечения залитой гильзы, в блоке остаются три чугунных пояска, которые достаточно прочно держатся в алюминии. В дальнейшем они ни чему не помешают.
Расточка мест под установку гильзы в соответствии с рис. 1.
Чистовую обработку поверхности В (см. рис. 1) под запрессовку новой гильзы желательно проводить с минимальным съемом алюминия. Диаметр D получается около 107 мм и зависит от положения гильзы в теле блока. Если она располагалась с наклоном относительно базовых поверхностей блока, то и отверстие получается большего диаметра.
Источник
Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
Сопряжение изнашивающихся деталей в блоке цилиндров двигателя УМЗ-421 осуществлено в основном, сменными деталями, что позволяет ремонтировать блок цилиндров перешлифовкой и заменой поршней с заменой вкладышей коренных подшипников коленчатого вала.
Блок цилиндров двигателя УМЗ-421 с пробоинами стенок цилиндров, водяной рубашки и картера или с трещинами верхней плоскости и ребер, поддерживающих коренные подшипники, подлежит замене.
Ремонт блока цилиндров двигателя УМЗ-421.
С 1996 года распределительные валы устанавливаются в блок цилиндров двигателя УМЗ-421 без промежуточных втулок. Для восстановления изношенных подшипников распределительного вала опоры растачивают под следующие размеры :
Опора 1 — 55.5 +0.018 мм.
Опора 2 — 54.5 +0.018 мм.
Опора 3 — 53.5 +0.018 мм.
Опора 4 — 52.5 +0.018 мм.
Опора 5 — 51.5 +0.018 мм.
В расточенные опоры запрессовывают полуобработанные втулки с последующей их расточкой под размеры опорных шеек распределительного вала. Восстановление работоспособности пары: отверстие блока цилиндров – толкатель из-за незначительного износа блока цилиндров сводится к замене толкателей.
Расточка и хонингование гильз блока.
В результате износа цилиндры блока приобретают по длине форму неправильного конуса, а по окружности — овала. Наибольшей величины износ достигает в верхней части цилиндров в районе верхнего компрессионного кольца, при положении поршня в ВМТ: наименьший — в нижней части, при положении поршня в НМТ.
Увеличение некруглости и нецилиндричности гильз до 0.08-0.1 мм., можно исправить путем хонингования, без применения расточки, под ремонтный диаметр 100.1 мм. На указанный размер выпускаются ремонтные поршни, имеющие обозначение 421.10004015-Р1 с разбивкой на пять размерных групп с теми же допусками, что и поршни номинального размера.
При большей некруглости и нецилиндричности гильз, а также при износе гильз по диаметру более чем на 0.1 мм., необходимо произвести их расточку с последующим хонингованием на ремонтный диаметр 100.5 мм под имеющиеся поршни соответствующей размерной группы с учетом обеспечения зазора между юбкой и гильзой в пределах 0.03-0.06 мм.
Если для ремонта имеется ограниченное количество поршней, рекомендуется рассчитать отклонения диаметра для каждого цилиндра, исходя из фактического размера диаметра юбки поршня, предназначенного для работы в данном цилиндре, и под эти размеры расточить цилиндр. Отклонения формы цилиндров должны располагаться в поле допуска размерной группы на диаметр цилиндра.
Восстановление резьбовых отверстий блока цилиндров.
Повреждение резьбовых отверстий в виде забоин или срыва резьбы менее двух ниток восстанавливают метчиком под номинальный размер.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, восстанавливаются нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера или установкой резьбовых спиральных вставок. Последний способ наиболее эффективен и менее трудоемок.
Источник
Ремонт УМЗ-4216 и УМЗ-4213
ОАО «Ульяновский моторный завод» специализируется на выпуске автомобильных четырехцилиндровых рядных бензиновых двигателей.
С 1970 года предприятие начало выпускать автомобильные двигатели с рабочим объемом 2,445л, основным потребителем которых являлся Ульяновский автозавод.
К 90-м годам появилась необходимость в повышении скоростных и тягово-динамических характеристик выпускаемых автомобилей, что потребовало создания двигателей с увеличенным крутящим моментом и повышенной максимальной мощностью. В этой связи был разработан и с 1996 года начал серийно производиться двигатель модели УМЗ-421 с рабочим объемом 2,89л.
Повышение рабочего объема получено за счет увеличения диаметра цилиндра до 100 мм и внедрения новой конструкции алюминиевого блока цилиндров с залитыми гильзами из чугуна. Двигатель модели УМЗ-421 полностью взаимозаменяем с двигателями семейства 2,445л и без переделок устанавливался на автомобили прежних выпусков.
С 1998 года ОАО «УМЗ» начал поставлять двигатели модели УМЗ-4215 с рабочим объемом 2,89л на комплектацию ряда модификаций малотоннажных грузовых автомобилей ОАО «ГАЗ».
В целях обеспечения возрастающих требований в части повышения энергетических показателей, улучшения топливной экономичности и экологических характеристик (снижение токсичности и шума) на базе двигателя УМЗ-421 были разработаны модели двигателей УМЗ-4213 («УАЗ») и УМЗ-4216 («ГАЗель») с комплексной микропроцессорной системой управления впрыском топлива и зажиганием.
С 1999 года с конвейера предприятия начали сходить промышленные партии таких двигателей.
В 2006 году двигатели УМЗ-4213, УМЗ-4216 получили сертификат соответствия требованиям норм Евро-2 и с момента официального введения норм выпускаются серийно.
Данное издание посвящено двигателям УМЗ-4213 и УМЗ-4216, соответствующим требованиям норм Евро-3 в составе автомобилей «УАЗ» и «ГАЗель».
В целях обеспечения экологических норм Евро-3 и улучшения технико-экономических показателей ОАО «УМЗ» в 2007 году внесло ряд изменений в конструкцию двигателей:
- увеличена степень сжатия с 8,2 до 8,8, позволяющая повысить номинальную мощность и максимальный крутящий момент, снизить минимальный удельный расход топлива;
- изменена конструкция демпфера коленчатого вала, обеспечивающая достоверность считывания сигнала положения коленчатого вала;
- применены гильзы с выходом на верхнюю плоскость блока, повышающие надежность газового стыка «блок цилиндров головка блока цилиндров»;
- усовершенствована система вентиляции масляного картера, позволяющая минимизировать унос масла с картерными газами;
- применены новые комплектующие (катушки зажигания, датчик температуры), обеспечивающие надежность электрических соединений;
- введены свечи зажигания с длинной резьбовой частью, что позволило повысить их надежность в комплектации двигателя, снизить тепловую нагрузку на свечу, улучшить уплотнение, расширить используемый ряд свечей зажигания как отечественного, так и зарубежного производства;
- использован датчик абсолютного давления воздуха со встроенным датчиком температуры в системе управления двигателем вместо датчика массового расхода, что позволило упростить учет поступающего в двигатель воздуха, в том числе и при нарушении герметичности впускной системы.
ОАО «УМЗ» постоянно совершенствует конструкцию узлов и деталей двигателя, поэтому они могут несколько отличаться отописанных в настоящем издании.
Источник