- Устройство блока и головки блока цилиндров двигателя
- Блок цилиндров
- Цилиндры и хонингование
- Гильзы
- Расточка и гильзовка блока цилиндров
- Головка блока цилиндров
- Клапанная крышка
- Устройство современного двигателя
- Блок цилиндров двигателя
- Материал изготовления блока цилиндров и гильз цилиндров
- Преимущества блоков цилиндров из серого чугуна:
- Недостатки чугунов
- Блоки цилиндров из алюминия
- Устройство блока цилиндров двигателя: просто о сложном
- Материал изготовления блока цилиндров
- Основные требования к блоку цилиндров двигателя
- Обзор основных деталей блока цилиндров
- Блок цилиндров двигателя
- История создания
- Система охлаждения блока цилиндров
- «Алюминиевые» двигатели и их преимущества
- Из чего сделан блок цилиндров двигателя
- Чугун
- Алюминий
- Магниевый сплав
- Устройство блока цилиндров
Устройство блока и головки блока цилиндров двигателя
Блок цилиндров (БЦ) и головка блока цилиндров (ГБЦ) двигателя являются основными частями любого ДВС. В них находятся механизмы и узлы, обеспечивающие работу мотора. При работе БЦ и ГБЦ подвергаются серьезным нагрузкам и перепадам температур, поэтому очень важны материалы и качество их изготовления. Также важным фактором является точность и степень механической обработки.
Блок цилиндров
Блок цилиндров или шорт-блок является самой большой частью двигателя. Остальные элементы, так или иначе, крепятся к нему. В верхней части БЦ находятся колодцы цилиндров. Вокруг них выполнены полости для жидкостного охлаждения (рубашка охлаждения). В нижней части, которая называется картером, располагается коленчатый вал, к которому крепятся шатуны и поршни. То есть блок является местом расположения всего кривошипно-шатунного механизма. Также в нем выполнены каналы системы смазки.
 Блок цилиндров двигателя V8
Блок цилиндров двигателя V8
БЦ изготавливают цельной деталью при помощи литья. В качестве основного материала для изготовления служит чугун или алюминиевые сплавы. БЦ из алюминиевых сплавов значительно легче по весу, но проигрывает в прочности и цене. Чугун доступнее и прочнее.
Цилиндры и хонингование
Рабочие цилиндры могут быть выполнены непосредственно как часть блока, а могут применяться гильзы. На поверхность цилиндров наносится специальный никелькремниевый сплав – никасил. Это очень прочный материал, защищающий кольца поршня от трения. Поверхность полируется до зеркала, чтобы свести к минимуму трение в условиях ограниченного поступления масла.
 Хон цилиндра
Хон цилиндра
Для улучшения смазки внутренней поверхности цилиндров применяют хонингование. Хон наносится специальным инструментом с головкой и абразивными брусками. В итоге на поверхности образуется выгравированная сетка. В ее желобках лучше удерживается масло. На внутренних стенках с хоном образуется масляная пленка, в результате чего значительно снижается трение и повышается ресурс деталей. Повторное хонингование, как правило, делается во время расточки двигателя или замены гильз.
Гильзы
Гильзы применяются в блоках из алюминиевых сплавов, так как алюминий менее стоек к нагрузкам и тяжелым температурным режимам, в отличие от чугуна. Они бывают съемными и несъемными. Последние выполняются путем запрессовки в блок. Также гильзы делят на «мокрые» и «сухие». «Мокрыми» называют гильзы, которые непосредственно соприкасаются своими стенками с охлаждающей жидкостью в рубашке охлаждения блока. Таким образом, достигается лучшее охлаждение. «Мокрые» гильзы легко заменить. Часто их применяют на сельхозтехнике, тягачах и другом спецтранспорте.
«Сухие» гильзы чаще всего несъемные и запрессованы в тело цилиндра, что обеспечивает цельность и жесткость всего блока. Но «сухие» гильзы хуже отводят тепло, чем «мокрые».
Расточка и гильзовка блока цилиндров
После появления дефектов и выработки на стенках применяют расточку цилиндров. Со стенок снимается металл определенной толщины, а затем устанавливаются другие ремонтные поршни и кольца под новый размер. Число расточек ограничено, так как объем постепенно увеличивается, а прочность снижается.
После максимального числа расточек применяют гильзовку. Это сложный процесс, который можно сделать только при наличии специального оборудования. «Мокрые» гильзы поменять намного легче, даже в полевых условиях. Если установлены «сухие» гильзы или это монолитный чугунный блок, то он растачивается под новые гильзы, которые запрессовываются с высокой точностью. Сам блок нагревается до 150-200 градусов, а новая гильза охлаждается. Так достигается наиболее плотная и точная посадка.
Головка блока цилиндров
Головка блока цилиндров устанавливается сверху блока и является, по сути, крышкой, которая его закрывает. Для изготовления ГБЦ применяются в основном алюминиевые сплавы. Крепится головка к блоку с помощью шпилек или болтов, которые затягиваются динамометрическим ключом в строгой последовательности, как указано в руководстве по ремонту конкретного автомобиля.
 Головка блока цилиндров
Головка блока цилиндров
Камеры сгорания образуются путем плотного прилегания ГБЦ к БЦ. Чтобы отработавшие газы не проникали между головкой и блоком цилиндров, устанавливается уплотнительная прокладка. Она основана на асбестографитовой основе и способна выдерживать рабочую температуру и давление.
ГБЦ в сборе состоит из следующих элементов:
- корпус с камерами сгорания, патрубками, масляными и каналами системы охлаждения;
- газораспределительный механизм (впускные и выпускные клапаны, коромысла и толкатели);
- распределительные валы с приводом от коленвала;
- отверстия для свечей зажигания;
- впускные и выпускные коллекторы для подачи воздуха и отвода отработавших газов;
- прокладка ГБЦ.
На современных двигателях клапаны ГРМ и распредвал находятся именно в головке блока. Но раньше были моторы с нижним распредвалом. В V-образных двигателях на каждый ряд цилиндров устанавливается отдельная головка блока.
В передней части ГБЦ находится цепной или ременный привод газораспределительного механизма. По обеим сторонам на фланце крепятся впускной и выпускной коллекторы. Также рядом расположены патрубки для подвода охлаждающей жидкости.
Клапанная крышка
Клапанная крышка закрывает ГБЦ и газораспределительный механизм. Она крепится к головке с помощью болтов. Между головкой и крышкой также устанавливается прокладка для плотного и герметичного соединения. Это нужно, чтобы масло в процессе работы не вытекало наружу, а внутрь не попадали грязь и пыль. Также на крышке располагается маслозаливная горловина.
 Клапанная крышка Chevrolet Lacetti
Клапанная крышка Chevrolet Lacetti
Ранее крышки изготавливались из стали, но на современных двигателях отдают предпочтения алюминиевым или пластиковым. Это снижает уровень шума, повышает надежность и доступность детали.
Блок цилиндров и головка блока цилиндров составляют основу двигателя. Многое зависит от материалов и качества их изготовления. При правильной эксплуатации и своевременном обслуживании они прослужат очень долго.
Источник
Устройство современного двигателя
Блок цилиндров двигателя
Блок цили́ндров — неподвижная, цельная деталь кривошипно-шатунного механизма (далее КШМ), которая объединяет собой цилиндры двигателя. Изготавливается методом отлива из чугуна. Иногда блок цилиндров отливают из литейных алюминиевых, а также магниевых сплавов. В блоке цилиндров устанавливается коленчатый вал на специальные опорные поверхности. Верхняя часть блока цилиндров закрывается головкой блока цилиндров. А снизу к блоку цилиндров крепится картер. Блок цилиндров основная деталь двигателя, к которой крепятся другие детали двигателя.
Двигатели с блоком цилиндров имеют водяную (жидкостную) систему охлаждения, а полости, по которым циркулирует охлаждающая жидкость, называются рубашкой охлаждения двигателя.
Материал изготовления блока цилиндров и гильз цилиндров
В зависимости от рабочего объёма и других технических и эксплуатационных характеристик, назначения, существует несколько вариантов компоновки (расположения цилиндров двигателя), а также несколько материалов для изготовления блока и цилиндра.
Так как в цилиндре возникают условия переменных давлений в надпоршневой полости, внутренняя поверхность стенок цилиндров соприкасается с пламенем и горячими газами (температура которых составляет от 1500—2500 °С), такая деталь должна изготавливаться из высокопрочных материалов с большой механической прочностью. Скорость скольжения поршневых колец по стенкам цилиндров достаточно большая от 12 до 15 м/сек, поэтому внутренние стенки цилиндра должны иметь повышенную жесткость. В этом случае увеличится срок службы цилиндра (гильзы цилиндра) и деталь будет более устойчива к разным видам износа (абразивным, коррозийным и эрозийным). Если поверхность блока цилиндров износилась выше допустимых пределов (что определется методом дефектации блока цилиндров), необходимо провести ремонт блока цилиндров.
Если нет ограничений по массе двигателя, например тракторный двигатель, то блок цилиндров изготавливается из перлитного чугуна.
На транспортных двигателях, где есть ограничения по массе, применяю более легкие алюминиевые и магниевые сплавы для изготовления блока цилиндров.
Преимущества блоков цилиндров из серого чугуна:
- низкая стоимость;
- высокая технологичность литья;
- стабильность свойств материала;
- возможность ремонта трещин блока (запайкой, заваркой, эпоксидным клеем);
- высокая твёрдость и жёсткость поверхностей, устойчивость к перегреву;
Недостатки чугунов
Главный недостаток чугуна большая масса (плотность выше в 2,7 раза), и меньшая теплопроводность.
Блоки цилиндров из алюминия
Алюминиевые сплавы более дорогие, но алюминиевые блок цилиндров имеют гораздо меньшую массу. Алюминиевые сплавы имеют ряд особенностей, которые следует учитывать при изготовлении и эксплуатации блоков цилиндров.
Источник
Устройство блока цилиндров двигателя: просто о сложном
Блок цилиндров двигателя — это деталь 2-х и более цилиндровых поршневых двигателей. Блок цилиндров выполняет две основные функции: он является корпусом для размещения всех узлов, механизмов и деталей двигателя. Второе – блок цилиндров основа для навесных частей двигателя: картер, головка блока цилиндров.
Материал изготовления блока цилиндров
Чугун – традиционный материал, из которого до недавнего времени изготавливались блоки. Чугун применяется с добавками: никель, хром. Положительные качества чугунного блока цилиндров: меньшая чувствительность к перегреву, жёсткость, необходимая при высокой степени форсировки двигателя. Минус – большая масса, которая влияет на динамику легкового автомобиля.

Алюминий – занимает второе место в изготовлении блоков цилиндров. Положительными качествами алюминиевого блока являются: лёгкость и лучшее охлаждение. Как недостаток отмечается проблема с подбором материала, из которого должен выполняться цилиндр.

В современных условиях, для изготовления цилиндров в алюминиевые блоки цилиндров двигателя разработаны технологии: Locasil – запрессовка гильз из алюминий — кремния, Nicasil – в виде никелевого покрытия на алюминиевой поверхности блока цилиндров.
Недостатком никасиловой технологии считается то, что при прогаре поршня или обрыве шатуна, никелевое покрытие выходит из строя и блок цилиндров не подлежит ремонту. Он меняется в сборе. В отличие от чугунного, который подвергается расточке и гильзованию ремонтным комплектом.
Блок цилиндров из магниевого сплава сочетает в себе твердость чугунного, и лёгкость алюминиевого. Но, такой блок очень дорогое удовольствие и на конвейерном производстве не применяется.
Каждый из материалов имеет свои плюсы и минусы, поэтому однозначно заявлять какой из них лучше, некорректно.
Основные требования к блоку цилиндров двигателя
- отверстия всех постелей должны обеспечивать соосность;
- постели должны иметь одинаковый диаметр. Исключение составляют специальные конструкции;
- оси постелей и плоскости блока цилиндров должны быть идеально параллельны.
Обзор основных деталей блока цилиндров
Цилиндр двигателя. Основной деталью цилиндра двигателя является гильза. Применяются два типа гильз:
- гильзы, впрессованные непосредственно в блок цилиндров. Как правило, в алюминиевых блоках;
- съёмные гильзы, которые подразделяются на «мокрые» и «сухие».
Головка блока цилиндров. В её состав входят: камера сгорания, места крепления ГРМ, рубашка охлаждения и каналы смазки, резьбовые отверстия для свечей (форсунок), отверстия для впускных и выпускных каналов.

ГБЦ крепится к блоку цилиндров сверху. Отдельным пунктом нужно отметить технологию крепления ГБЦ к блоку цилиндров. Она требует специальных болтов крепления и выполнения инструкций производителя. Затяжка ГБЦ производится только при помощи динамометрического ключа с соблюдением рекомендуемых параметров момента затяжки и схемы затяжки болтов.
Картер двигателя. В ДВС картер является частью блока цилиндров. Снизу картер закрывается поддоном. По сути, картер – это корпус для кривошипно-шатунного механизма. Крепится к блоку цилиндров снизу.

Удачи вам при изучении и эксплуатации блока цилиндров двигателя.
Источник
Блок цилиндров двигателя
Блок цилиндров изготавливается с помощью литья с последующей механической обработкой. Нижняя часть блока цилиндров обычно обрабатывается для установки в блок коренных подшипников коленчатого вала и для присоединения поддона картера. Большое значение имеет расстояние между соседними цилиндрами. Увеличение расстояния дает возможность повысить жесткость блока и обеспечить возможность увеличения в дальнейшем рабочего объема двигателя путем увеличения диаметра цилиндров (наиболее простой способ получения модификаций двигателей различной мощности). С другой стороны, это приводит к увеличению габаритных размеров двигателя и его массы.
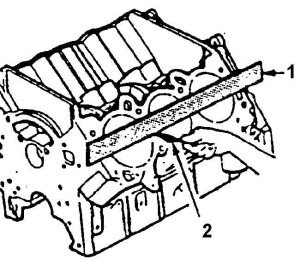
В последнее время некоторые производители автомобильных двигателей изготавливают блоки цилиндров, в которых соседние цилиндры соприкасаются стенками (так называемые сиамские блоки с «сухими» гильзами). Такой способ дает возможность получить довольно жесткую конструкцию при сравнительно небольшом размере. Жесткость блока цилиндров в значительной степени определяет шумовые характеристики двигателя.

Рис. Блок цилиндров двигателя Nordstar GM с «сухой» гильзой.
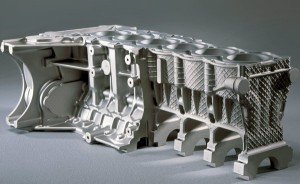
Характерной особенностью современных высоконагруженных двигателей является применение опорной рамы, которая крепит коленчатый вал. К опорной раме крепится высокий алюминиевый масляный поддон, который максимально изолирован от вибраций кривошипно-шатунного механизма, что положительно сказывается на акустике двигателя. Дополнительную функцию выполняет контур опорной рамы коленчатого вала. Он играет роль маслоотражателя в области противовесов коленчатого вала и шатунов. Таким образом, стекающее масло не разбрызгивается по стенкам всего блока двигателя, а улавливается и отводится непосредственно в поддон.

Рис. Блок цилиндров двигателя Audi 4,2 л V8 TDI: 1 – главная масляная магистраль; 2 – блок цилиндров; 3 – опорная рама; 4 – алюминиевый масляный поддон; 5 – каналы слива масла; 6 – приливы опорной рамы; 7 – коленчатый вал
Долгое время единственным материалом для изготовления блоков цилиндров служил чугун. Этот материал недорог, он обладает прочностью и жесткостью при хороших литьевых качествах. Кроме того, обработанные хонингованием внутренние поверхности чугунных цилиндров обладают отличными антифрикционными свойствами и высокой износостойкостью. Существенными недостатками чугуна являются его большая масса и низкая теплопроводность. Стремление конструкторов к созданию более легких двигателей привело к разработке конструкции блоков цилиндров из алюминиевых сплавов. Алюминий значительно уступает чугуну в жесткости и износостойкости, поэтому блок из алюминия должен иметь большое количество ребер жесткости, а в качестве цилиндров обычно служат чугунные гильзы, которые вставляются в алюминиевый блок в процессе сборки, заливаются или запрессовываются в него при изготовлении.
История создания
Первый рядный блок цилиндров двигателя придумал немецкий изобретатель Николаус Август Отто, именно он в 1876 году разработал очень эффективный для того времени бензиновый двигатель. V-образный вариант в 1889 году сконструировал Готлиб Даймлер, когда принимал участие в создании усовершенствованного двухцилиндрового двигателя.
После этих событий деталь прошла длинный путь эволюции и стала такой, какая она есть в большинстве современных моторов.
Система охлаждения блока цилиндров
Помимо кривошипно-шатунного механизма, в состав блока цилиндров входит «рубашка» охлаждения.
Она служит для циркуляции охлаждающей жидкости, то есть отвода тепловой энергии от двигателя.

Это обеспечивает поддержание оптимальной температуры работы ДВС. «Рубашка» охлаждения вырезана внутри блока цилиндров специальным инструментом.

Во избежание ее засорения и закоксовывания следует менять охлаждающую жидкость через определенное время, согласно нормативно-технической документации по эксплуатации автомобиля.
Она составляется заводом-изготовителем.
«Алюминиевые» двигатели и их преимущества
Использование в производстве современных технологий дает возможность изготовления легких «алюминиевых» двигателей, у которых блок цилиндров не имеет чугунных гильз. В рабочих поверхностях цилиндров в алюминиевых блоках электролитическим путем создается повышенное содержание кремния, а затем цилиндры подвергаются химическому травлению для создания на рабочей поверхности цилиндров износостойкой пористой пленки чистого кремния, хорошо удерживающей смазку.
Рабочие поверхности цилиндров современных алюминиевых блоков двигателей могут иметь покрытие, наносимое плазменным напылением. Напыляемый на стенки цилиндра порошок подается через плазматрон. Газ, предназначенный для создания плазмы, проходит через распылитель и поджигается электродугой. При этом температура газа повышается примерно до 11700°C и он переходит в плазменное состояние. Частицы порошка в расплавленном состоянии заполняют неровности поверхности цилиндра. При застывании частиц они надежно соединяются со стенками цилиндра. Дополнительно внутри напылённого слоя возникает напряжение сжатия, что еще больше укрепляет связь между металлом цилиндра и напылённым слоем.
После напыления, как и при традиционном исполнении цилиндров, производится хонингование, однако этом случае риски вследствие хонингования не так глубоки. Возникает весьма ровная наружная поверхность с небольшими впадинами (микроуглублениями), в которых находится масло. Каждое микроуглубление не связано с другими микроуглублениями, в отличие от хонингования чугунных гильз. Когда поршневое кольцо проходит над микроуглублением, в последнем создается давление, которое воздействует на поршневое кольцо. В результате этого поршневое кольцо всплывает поверху масляной подушки, чем и обеспечивается гидродинамическая смазка. Благодаря этому потери на трение и износ существенно уменьшаются.
Преимуществами данного способа изготовления цилиндров по сравнению с обычными являются:
- снижение массы по сравнению с конструкцией с вставными гильзами цилиндров
- уменьшение размеров двигателя по сравнению с чугунным блоком цилиндров за счет сужения перемычек между цилиндрами
- увеличение срока службы цилиндров благодаря износостойкому покрытию, наносимому плазменным напылением

Рис. Схема нанесение покрытия на стенки цилиндра плазматроном: 1 – струя плазмы с напыляемым порошком; 2 – плазматрон; 3 – рабочая поверхность цилиндра
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.

Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия. Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.
Устройство блока цилиндров
Сами цилиндры вырезаются в блоке при помощи токарного станка.
Они должны быть гладкими и устойчивы к износу и высокой температуре. Гладкость придается при помощи процедуры хомингования, прочность – при помощи термообработки металла.

На двигателях старого образца цилиндры «гильзовались» – внутрь просверленного отверстия цилиндра вставлялась гильза, внутри которой поршень совершал возвратно-поступательные движения.
На современных автомобилях цилиндры «гильзуют» только в критических случаях капитального ремонта ДВС.
Проблемы с блоком связаны в основном со стачиванием стенок цилиндров в процессе эксплуатация двигателя.
Чтобы избежать повышенного износа стенок цилиндра, а также деталей цилиндропоршневой группы, необходимо регулярно менять смазочные и фильтрующие материалы.
При определении износа цилиндра используется термин «выработка на цилиндре».

Она измеряется специальным прибором – нутрометром, которые могут быть…

Если выработка превышает предельно допустимое значение, то блок цилиндров отправляют на расточку до следующего ремонтного размера поршней.

Если цилиндры изношены настолько, что расточка не поможет, то их загильзовывают.
Однако к этому методу прибегают редко, и блок полностью заменяют на новый.
После расточки блока обязательно уточните у токаря, под какой размер поршней расточены цилиндры (если вы сами ему об этом не сказали), чтобы приобрести поршни нужного ремонтного размера.
В противном случае блок вам долго не прослужит, и через пару тысяч километров пробега вы вновь вернете его на токарную обработку.
Помните, что при ремонте блока ошибка в 0,1 мм может оказаться фатальной. Поэтому заранее запаситесь терпением и необходимым инструментом. Особенно важно иметь под рукой микрометр.
Источник