- Ремонт стекловаренных печей
- Обслуживание стекловаренных печей
- холодный ремонт
- Смотреть что такое «холодный ремонт» в других словарях:
- Стекловаренная печь: виды, устройство, технические характеристики и практическое применение
- Что представляет собой шихта?
- Особенности и устройство печи. Бассейн
- Кладка ванны и меры предосторожности
- Общее описание видов печи
- Горшковое и ванное оборудование
- Пламенные печи для плавки
- Электрические агрегаты
- Газоэлектрические печи
- Ремонт оборудования
- Проведение капитального ремонта
- Контроль уровня
Ремонт стекловаренных печей
Срок службы печи зависит от качества огнеупоров, соблюдения правил технической эксплуатации и тщательности проведения ремонтов. Различают текущий, горячий и холодный (капитальный) ремонты стекловаренной печи.
Текущий ремонт включает замену заклинков, заделку отверстий в динасовой кладке, замену перекрытия температурных швов свода, установку устройств для охлаждения бассейна печи, ремонт переводных клапанов. Обычно текущий ремонт проводят, не нарушая нормального режима работы.
Горячий ремонт печи проводят при преждевременном износе элементов печи без отключения ее, при кратковременном или продолжительном отключении отопления. При горячем ремонте ванных печей частично заменяют влеты горелок или простенки между ними, стеновые брусья первого ряда бассейна, зубья, насадки регенераторов.
При холодном (капитальном) ремонте стекловаренных печей выполняют следующие работы: полностью или частично заменяют секции главного свода и подвесные динасовые стены; заменяют верхний ряд брусьев бассейна по всему периметру, кроме выработочной части, а также второй ряд брусьев в зоне варки и студки (при необходимости); заменяют влеты и своды 3—4 пар горелок; полностью или частично заменяют дно варочного бассейна; заменяют насадки и ремонтируют стены и своды регенераторов; ремонтируют газовые и воздушные каналы и дымоходы; полностью или частично заменяют мостовое строение машинного канала; ремонтируют обвязку печи, переводные устройства, загрузчики шихты и боя, вентиляторы и все вспомогательное оборудование.
Останавливают печь в установленный планом срок.
При остановке ванной печи на холодный ремонт стекломассу выпускают из бассейна через отверстие (летку) в стеновом брусе по лотку из шамотного кирпича. За 8—10 ч до выпуска стекломассы прекращают загрузку шихты, удаляют из печи все плавающие в стекломассе огнеупорные тела — лодочки машинного канала и другие элементы. Перед спуском температуру стекломассы повышают до 1450—1500° С, чтобы ускорить выпуск ее из печи. Стекломассу из печи можно выпускать через грануляторы или сливную яму, расположенную вне здания цеха. Вместимость ямы должна соответствовать количеству стекломассы, находящейся в бассейне ванной печи.
Перед спуском стекломассы на дно сборника (сливной ямы) для предотвращения загрязнения эрклеза насыпают тонкий слой шихты. Стекломассу в сборнике заливают водой для резкого охлаждения, что вызывает ее растрескивание и тем самым облегчает дробление и транспортирование эрклеза перед загрузкой в печь.
При небольшом износе для сохранения динасовой кладки студку печи проводят осторожно в течение 3—4 суток. В период студки через каждые 2—3 ч затягивают связи свода печи. Подачу топлива постепенно уменьшают и прекращают только через 8—10 ч после спуска стекломассы из печи, при этом шиберы дымовой трубы полностью закрывают. При температуре в ванной печи 300—350° С поднимают дымовые шиберы, а при 150—200° С приступают к разборке изношенных элементов кладки. После разборки изношенных участков печи приступают к кладке.
Источник
Обслуживание стекловаренных печей
Обслуживание печи во время ее эксплуатации заключается в первую очередь в соблюдении технологических режимов. Текущее обслуживание печи включает наблюдение за правильностью и своевременностью загрузки шихты и боя в установленном соотношении, за температурным и газовым режимами, состоянием печи, расходом топлива и работой оборудования.
Для поддержания режима варки устанавливают определенную подачу и соотношение газа и воздуха, тягу дымовой трубы, периодичность изменения направления пламени, следят за состоянием быстро изнашивающихся частей печи: Стеновых брусьев, горелок, сводов, насадки.
В процессе варки стекла отбирают пробы стекломассы из разных зон печи. По ним судят о степени провара, однородности и пороках стекломассы. Давление в печи регулируют шибером на дымовую трубу. Обязательные условия правильной эксплуатации печи: своевременная очистка каналов и регенераторов, ликвидация трещин и щелей, через которые возможен засос воздуха; заделка появившихся прогаров, замена изношенных частей и их защита. Нарушения режима вследствие перелета пламени, высокое давление разрушают кладку рабочего пространства печи, горелок, регенераторов.
Особенно агрессивные действия на огнеупоры оказывают расплавленная стекломасса и такие компоненты шихты, как сода, сульфат. Постоянство температурного режима достигается его автоматизацией! Для понижения температуры на поверхности огнеупора, соприкасающейся со стекломассой, применяют искусственное охлаждение стен бассейна и некоторых элементов верхнего строения печи.
Система охлаждения зависит от конструкции печи, ее производительности и температурного режима, а также от конструкции участков, подлежащих охлаждению. Применяют воздушное или водяное охлаждение или комбинацию их. При понижении температуры на внутренней поверхности кладки создается пристенный устойчивый слой вязкой стекломассы, защищающей огнеупор от дальнейшего разъедания. Искусственному охлаждению подвергают наиболее изнашивающиеся части бассейна — стены варочного бассейна, особенно со стороны загрузочной части печи, углы засыпочного кармана. Кроме того, охлаждают и наиболее изнашивающиеся участки кладки пламенного пространства — пятовые балки, стык горелок и свода. Искусственное охлаждение более эффективно только при износе огнеупоров до определенной величины. Чем меньше толщина бруса и выше его теплопроводность, тем больший эффект дает охлаждение.
При применении для кладки бассейна циркониево-глиноземных брусьев (бакор-33, корхарт), которые значительно лучше проводят тепло, чем шамот, воздушное охлаждение действует более эффективно с самого начала работы печи. При значительной толщине и небольшой теплопроводности брусьев температура внутренней поверхности бруса и потери тепла через него мало зависят от способа охлаждения наружной поверхности брусьев. Обдувание холодным воздухом — наиболее распространенный и эффективный вид охлаждения ванных печей. Скорость подачи воздуха 30—40 м/с. При значительном разъедании брусьев используют воздушное дутье высокого давления, при котором скорость воздуха 60—70 м/с. Для участков бассейна печи, подверженных сильному износу, расход воздуха на 1 м кладки 1,5—2 м 3 /с и для участков с малым износом — 0,35—0,5 м 3 /с. Давление воздуха у места выхода сопла должно составлять 80—90 мм вод. ст.
Для равномерного распределения воздуха при охлаждении кладки печи в основном используют мощные централизованные вентиляторные системы, состоящие из рабочих и резервных вентиляторов, центрального воздуховода, от которого отходит ряд ответвлений, оканчивающихся соплами. Применяют и местные вентиляционные системы, обслуживающие стены и пятовые балки ванных печей.
По местной системе воздух подают в центр трубопровода, соединяющего сопла. Воздуховод сужается от центральных сопел к конечным. Магистральные воздуховоды, расположенные над горелками, у стен бассейна печи и у других источников тепла изолируют асбестовым картоном. На нагнетательной линии после вентилятора на каждом ответвлении от раздающего воздуховода и у насадок устанавливают шиберы для регулирования подачи охлаждающего воздуха по всему периметру печи. Для обдувания ванных печей наиболее часто применяют вентиляторы ЭВР № 4, 5, 6, 8, а также типа Ц4-70 № 5, 6, 7 и Ц13-70 № 4, 5, 6.
При местных прогарах брусьев бассейна или при необходимости интенсивного охлаждения аварийных узлов кладки печи применяют водяное охлаждение.. Для этого в стенах бассейна на уровне зеркала стекломассы устанавливают пустотелые металлические плиты, в одно из отверстий которых подают воду, а из другого выходит пароводяная эмульсия, что позволяет создавать на внутренней поверхности брусьев защитный слой из застывшей стекломассы (гарнисаж).
При водовоздушном охлаждении у щелей сопл воздушного охлаждения устанавливают трубки, распыливающие воду, в результате чего образуется воздушно-водяная смесь, оказывающая более эффективное действие по сравнению с сухим воздухом. Такой способ охлаждения используют при сильном износе брусьев бассейна и температуре наружной поверхности, превышающей 150° С.
Бассейн печи охлаждают непрерывно. Временная остановка системы охлаждения нарушает технологический режим.
При перебое в подаче шихты необходимо немедленно уменьшить или прекратить выработку стекла из ванной печи. Если выработка не прекратится, то снижение уровня стекломассы приведет к появлению на лентах стекла свили и камня. Температурный и газовый режимы печи при перебоях в подаче шихты не изменяют.
При прекращении подачи топлива в печь следует перекрыть газопровод (при работе на природном газе) или мазутопровод (при работе печи на мазуте) для предотвращения взрыва при неожиданном возобновлении подачи топлива. Как правило, на всех заводах предусматривается аварийное отопление. Так как переход на аварийное отопление связан с потерей времени, то сразу же после прекращения подачи топлива необходимо предотвратить опасность быстрого охлаждения печи. Для этого прекращают выработку стекла, закрывают все окна и отверстия в печи и опускают дымовой шибер.
При прекращении подачи воздуха в печь (случай принудительной подачи) переходят на аварийное снабжение, а в случае его отсутствия — на естественное поступление воздуха за счет тяги в регенераторах. Для дополнительного поступления воздуха в этих случаях открывают смотровые окна в рубашках регенераторов. Если несмотря на все принятые меры воздуха недостаточно для нормальной работы печи, то следует соответственно уменьшить и подачу топлива в печь.
В случае прекращения подачи воды переходят на аварийное питание. При отсутствии его останавливают машины, оснащенные водяными холодильниками, извлекают из печи уровнемеры и отсоединяют отходящие патрубки холодильников от магистрали для выпуска пара. При длительных перебоях с подачей воды холодильники удаляют из печи.
Источник
холодный ремонт
Энциклопедический словарь по металлургии. — М.: Интермет Инжиниринг . Главный редактор Н.П. Лякишев . 2000 .
Смотреть что такое «холодный ремонт» в других словарях:
Ремонт — [repair] восстановление работоспособности машин и агрегатов или их узлов и элементов конструкций. В зависимости от конструктивных особенностей, характера повреждений и степени износа составляющих частей агрегатов, а также, по трудоемкости… … Энциклопедический словарь по металлургии
горячий ремонт — [hot repair] текущий ремонт футеровки металлургических печей с кратковременным прерыванием технологического процесса без прекращения подвода тепловой энергии в рабочее пространстве печи; Смотри также: Ремонт холодный ремонт … Энциклопедический словарь по металлургии
РД ЭО 1.1.2.25.0705-2006: Техническое обслуживание и ремонт систем и оборудования атомных станций. Документы программы и регламента. Виды и комплектность. Требования к содержанию и оформлению — Терминология РД ЭО 1.1.2.25.0705 2006: Техническое обслуживание и ремонт систем и оборудования атомных станций. Документы программы и регламента. Виды и комплектность. Требования к содержанию и оформлению: 7.6.1 ВД применяются в комплектах… … Словарь-справочник терминов нормативно-технической документации
cold repair — Смотри холодный ремонт … Энциклопедический словарь по металлургии
Рефрижераторный вагон — Пятивагонная рефрижераторная секция ZB 5 в составе поезда Рефрижераторный вагон (от лат. охлаждаю) универсальный крытый … Википедия
Вагон-рефрижератор — Пятивагонная рефрижераторная секция в составе поезда Рефрижераторный вагон (от лат. охлажадаю) универсальный крытый вагон для перевозки скоропортящихся грузов. Для соблюдения условий, при которых груз не подвергался бы вредному воздействию… … Википедия
Рефрижераторная секция — Пятивагонная рефрижераторная секция в составе поезда Рефрижераторный вагон (от лат. охлажадаю) универсальный крытый вагон для перевозки скоропортящихся грузов. Для соблюдения условий, при которых груз не подвергался бы вредному воздействию… … Википедия
Пятигорск — Город Пятигорск Флаг Герб … Википедия
Бензин — (Petrol) Бензин это самое распространенное топливо для большинства видов транспорта Подробная информация о составе, получении, хранении и применении бензина Содержание >>>>>>>>>>>>>> … Энциклопедия инвестора
Месяцеслов русский — (Святцы) годовой круг русского крестьянина, выраженный в устном народном творчестве и расписанный по дням каждого месяца, за которыми закреплены отдельные приметы, обычаи, обряды, поверья и наблюдения за явлениями природы. Дни месяцеслова… … Википедия
Источник
Стекловаренная печь: виды, устройство, технические характеристики и практическое применение

На сегодняшний день люди активно используют стекло для самых разных целей. Сам по себе процесс стекловарения — это плавка сырья или же шихты. Для плавки материала используется стекловаренные печи. Они бывают разных видов и классифицируются по нескольким признакам.
Что представляет собой шихта?
Здесь важно отметить, что процесс стекловарения — это уже один из последних этапов производства. Шихта, поступающая в качестве материала для изготовления, является уже обогащенным сырьем. Из основных элементов сюда входит кварцевый песок, сода, известняк. В качестве дополнительных примесей используются красители, осветители или затемнители. Кроме этого, шихта, которая поступает в печь, обладает нужным процентом влажности, необходимой консистенцией и однородностью массы.

Особенности и устройство печи. Бассейн
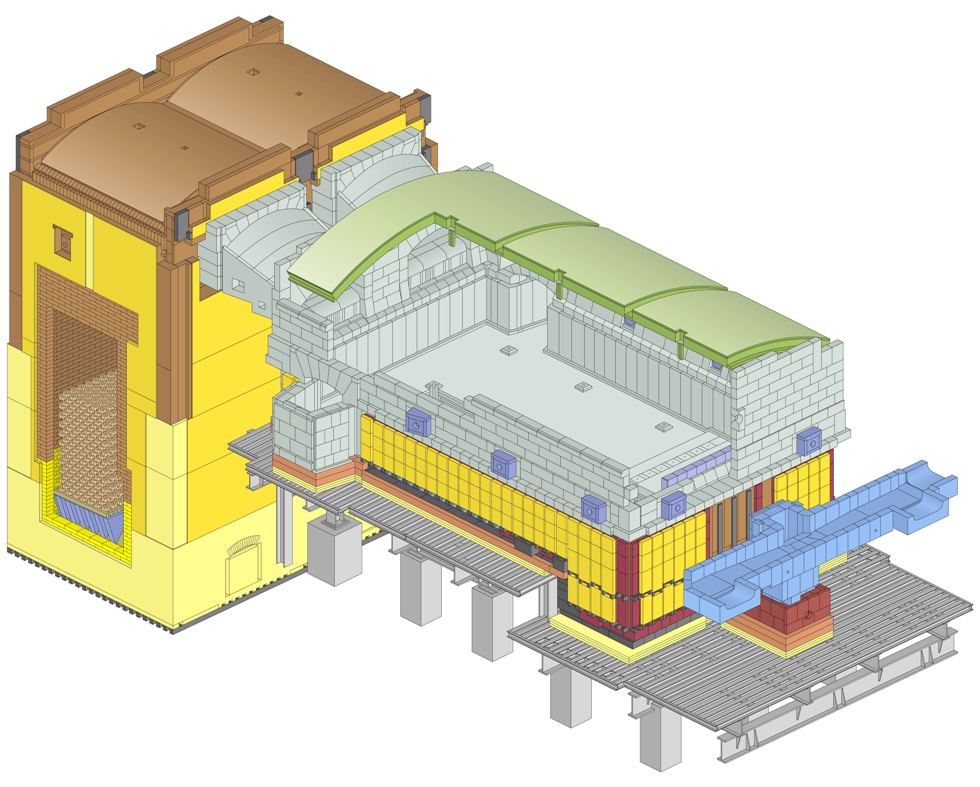
Стекловаренная печь — это специальное устройство, предназначенное для плавки шихты. В качестве топлива может использоваться газ, можно сжигать твердое топливо, а также есть электрические печи. Стоит отметить, что несмотря на разнообразие видов, все печи обладают примерно одним и тем же устройством. Основные элементы стекловаренной печи это бассейн, свод и пламенное пространство.
Бассейн состоит из дна и бортов. В нем осуществляется варка шихты, процессы осветления материала, остужение, и непосредственное производство стекломассы. Если говорить о классификации стекловаренных печей по устройству бассейна, то бывают системы с общим бассейном. У них отсутствует деление на несколько зон. Бывают и полностью противоположное им устройство бассейна с четко разграниченными участками. У таких ванн есть зона, где происходит варка и осветительная работа, а называется она отапливаемой. Зона с остужением и выработкой называется выработочной.
В отапливаемой части ванны стекловаренной печи имеется пламенное пространство, находящееся между стенами и сводом. Оно характеризуется наличием отверстий для подачи топлива и воздуха, а также для отвода раскаленных газов, возникающих в процессе сгорания топлива.

Кладка ванны и меры предосторожности
При строительстве стекловаренных печей необходимо уделять особое внимание своду ванны. Он обязательно должен быть выложен из специального огнеупорного кирпича, называющегося динас.

Подходящим кирпичом может считаться лишь тот, что минимум на 93% будет состоять из такого материала, как кремнезем. Толщина стен ванны должна быть 500-600 мм, а толщина свода 300-450 мм.
Из-за того, что процесс варки шихты в стекловаренных печах проходит под воздействием очень высоких температур, то во время данного технологического процесса будут происходить разнообразные химические реакции, сопровождающиеся при этом выделением вредного пара. Это привело к тому, что в качестве одной из основных мер предосторожности стала полная герметизация внутреннего пространства печи. Кроме того, в цехах, где располагается стекловаренное оборудование, должна быть обустроена специальная вентилирующая система, удаляющая из воздуха все вредные примеси и прочие продукты горения топлива.
Говоря о системах вентиляции нужно отметить, что схожая конструкция дымоудаления должна быть установлена и в самой печи. Разница между обычной вентиляцией и модульной будет заключаться лишь в том, что модульная предназначается для поддержания необходимого состава воздуха внутри оборудования.
Общее описание видов печи
Здесь стоит начать с того, что существует 2 классификации печей.
Первая из них разделяет все камеры на две категории в зависимости от устройства рабочей камеры. Это могут быть горшковые стекловаренные печи или ванные.
Что касается второго метода классификации, то здесь основным критерием стал способ нагрева стекломассы. В данном случае выделяют три основных вида — пламенные, электрические и газоэлектрические способы.
Горшковое и ванное оборудование
Горшоковое оборудование в настоящее время считается нерентабельным. Это из-за того, что этот тип печи относится к устройствам периодического действия. Из-за этого большое количество тепла, а значит и топлива, уходит сначала на растопку самой печи, а только потом на плавку шихты.
Ванные стекловаренные печи в отличие от горшковых являются устройствами непрерывного действия. Естественно, что непрерывный процесс полностью решает проблему траты ресурсов на периодический разогрев печи, расходуя топливо лишь на плавку сырья.
Сама по себе ванная у печей — это огромный резервуар, который заполнен расплавом олова. Из-за того, что плотность стекломассы будет значительно ниже плотности данного металла, они не будут смешиваться между собой, находясь в одной емкости. Само же олово применяется в печах для постепенного охлаждения стекломассы с температуры 1600 градусов по Цельсию до 600. Такой способ и материал были выбраны из-за того, что во время охлаждения таким методом не создается внутренних напряжений в массе. Их возникновение будет негативно сказываться на качестве готового товара, а потому их следует избегать.Также здесь стоит отметит, что стекломасса распределяется ровно, позволяя получить идеально ровный лист.
Еще один плюс использования олова — это проведение процесса термополировки во время охлаждения. Благодаря этому процессу улучшается прочность и прозрачность.
Пламенные печи для плавки
Данный тип печи считается первым и в нем плавка стекломассы осуществляется при помощи сжигания твердого топлива. Здесь нужно отметить, что выделяемое тепло будет тратиться не только на разогрев шихты, а еще и на котлы для варки, то коэффициент полезного действий будет низким. У пламенных печей КПД составляет 25-30%.
Электрические агрегаты
Если говорить о КПД, то на сегодняшний день первую строчку будут занимать именно электрические печи. Их КПД достигает 60%, что считается наиболее высоким показателем на сегодняшний день. Достигается это за счет того, что электричество будет передаваться непосредственно в саму стекломассу, нагревая ее. Таким образом удалось избежать ненужной траты энергии на разогрев котлов и прочего.
Принцип действия этого приспособления основан на том, что при высоких температурах стекло способно проводить электрический ток. В связи с этим в зависимости от способа передачи тепла массе выделяют три вида электрических печей: индукционная, дуговая, прямого и косвенного сопротивления.
Однако у такого типа оборудования есть и недостаток, заключающийся в необходимости надежного и постоянного источника дешевой электрической энергии.
Для передачи электрической энергии в бассейн, где находится шихта для плавки, используются электроды. Именно из-за разницы сопротивления происходит нагрев, а в дальнейшем и плавка стекломассы. Что касается самих электродов, то обычно они изготовлены из графита. Данный материал менее других подвержен деформации под воздействием высоких температур.
Газоэлектрические печи
Этот вид устройства сочетает в себе принцип работы двух предыдущих. Для нагрева камеры и первичной плавки шихты используется газ, жидкое топливо применятеся значительно реже. Для нагрева и плавки самой стекломассы будет применяться принцип электрического сопротивления. Чаще всего такие печи задействуют в том случае, если есть необходимость увеличить КПД обычной пламенной печи, но при этом отсутствует источник дешевой и постоянной электрической энергии.
В конце классификации стоит добавить, что есть подковообразные стекловаренные печи. Направление движение пламени в таком оборудовании может и отличаться и по этому признаку есть три небольших категории устройств, куда входят и подковообразные. Их особенность в том, что они применяются при необходимости производить минеральную и стеклянную вату.
Ремонт оборудования
При изготовлении стекла печи подвергаются довольно сильному износу, а потому вопрос их обслуживания является довольно актуальным. Ремонт стекловаренной печи может быть трех видов: текущий, горячий и капитальный.

Что касается текущего ремонта, то он достаточно прост и заключается в замене некоторых узлов и некоторых элементов свода ванны.
Горячий вид ремонта осуществляется без остановки процесса производства. Прежде чем приступить к самим работам следует прекратить подачу пламени в отапливаемую камеру. После этого появляется возможность замены многих элементов, на которых появляются первые признаки повреждения. Это позволяет существенно увеличить срок пользования.
Холодный, он же капитальный ремонт, осуществляется в сроки, предусмотренные в производственном плане. Свое название он получил из-за того, что осуществляется он только после полной остановки оборудования, прекращения подачи тепла и удаления всей стекломассы из ванны.
Проведение капитального ремонта
Для начала необходимо остановить подачу шихты. Перестать подавать сырье в бассейн для варки стекла следует за 8-10 часов до момента его остановки. После этого вводят стекломассу, разогретую до 1500 градусов по Цельсию (это увеличивает ее текучесть), а удаляют через специальные каналы. Эта стекломасса проходит процесс гранулирования и может быть в будущем использована в качестве вторсырья. Крайне осторожно следует подойти к выключению горелок. Температура должна изменяться постепенно, так как ее резкое падение может вызвать разрушение свода. К непосредственно ремонтным работам приступают только после всех этих действий и только после того как печь остынет до 100-150 градусов по Цельсию.

Обычно во время капитального ремонта удаляют все поврежденные участки кладки, заменяют огнеупорные брусья и кирпичи по необходимости. Во время капитального ремонта также проводится ремонт свода регенератора печи.
Контроль уровня
Для ванных печей очень крайне важно поддерживать постоянный уровень стекломассы, так как они принадлежат к устройствам непрерывного действия. Колебание уровня будет негативно сказываться на качестве готовой продукции, а также вызывать некоторые другие пагубные воздействия. По этой причине необходимо проводить установку оборудования, контролирующего этот показатель. В качестве измерительный приборов можно устанавливать поплавковые, пневматические, оптические уровнемеры для контроля и регулирования уровня стекломассы в стекловаренной печи. Электрический монтаж приборов должен проводиться только высококвалифицированными специалистами.
Источник