Что такое номинальный ремонт
Автоэкспертиза руководствуется при выполнении работ методическим руководством РД 37.009.015-98. Согласно этого руководства трудоемкость работ (нормо-час или норма времени на выполнение работы), а также способ, вид и технология ремонтных работ определяются (назначаются) в зависимости от характера и степени повреждения того или иного кузовного элемента автомобиля с учетом соответствующей технологии ремонта, установленной заводом-изготовителем определенной марки (модели) автомобиля.
В вышеуказанном документе определены виды ремонтов, как отдельного кузовного элемента, так и кузова автомобиля в целом.
— Ремонт 0 – устранение мелких вмятин на наружных поверхностях кузова без повреждения лакокрасочного покрытия (ЛКП).
(автоэкспертами применяется крайне редко, т.к. в условиях специализированных СТО и при наличии необходимого оборудования, такой вид ремонта – малоэффективен).
— Ремонт 1 – устранение повреждений (деформаций) в легкодоступных местах кузовных элементов с площадью повреждения до 20%.
(в автоэкспертизе применяется довольно часто, т.к. данный вид ремонта это по сути дела устранение мелких вмятин и глубоких царапин, которые встречаются на большинстве автомобилей ).
— Ремонт 2 – устранение повреждений (деформаций) кузовных элементов с применением подогрева (сварки) или ремонт 1 на площади повреждения до 50%.
(при оценке автомобилей наиболее применимый вид ремонта, ввиду специфики повреждений при ДТП; данный вид ремонта применяется также при незначительных площадях повреждений, но при нарушении (деформации) ребер жесткости кузовных элементов).
— Ремонт 3 – устранение повреждений до 30% поверхности металла (детали) с вырезкой участка и изготовлении ремонтной вставки из выбракованных деталей или листового железа с приданием ему формы восстанавливаемой детали.
(в автоэкспертизе применяется крайне редко, ввиду малоэффективности и экономической нецелесообразности) .
— Ремонт 4 – устранение повреждений с ремонтом 3 на площади свыше 30% поверхности кузовного элемента
(автоэкспертами практически не применяется).
— Замена – производится в случае неремонтопригодности детали или экономической нецелесообразности ее ремонта.
— Частичная замена – замена поврежденной части кузова ремонтной ставкой.
(в автоэкспертизе применимо к силовым элементам кузова, таким как брызговики, лонжероны, поперечины и т.д., когда полная замена элемента экономически нецелесообразна).
— Устранение перекосов – восстановление геометрических параметров кузова.
(как правило это проемы дверей, капота, крышки багажника. В сложных случаях устранение перекоса какого-либо проема производится совместно с силовыми элементами кузова (лонжеронами). Существуют перекосы особой сложности, вызванные нарушением геометрических параметров каркаса салона. Автоэксперт назначает устранение перекоса той или иной степени без подтверждения (т.е. необходимых замеров на специализированных стендах на СТО), только при его явном выражении. В случае же отсутствия характерных признаков перекоса (это изменение зазоров сопряженных деталей, разрыв технологических сварных швов и т.д.), устранение перекоса назначается только при документальном подтверждении его наличия).
Источник
Ремонт способом ремонтных размеров
Способ ремонтных размеров заключается в том, что одну из изношенных деталей сопряжения, обычно более дорогую и сложную, подвергают механической обработке до установленного ремонтного размера, а другую заменяют восстановленной или новой, изготовленной также по ремонтный размер.
Этим способом восстанавливают многие сопряжения, например, сопряжение цилиндр -поршень, коленчатый вал -вкладыш. Цилиндр растачивается, коленчатый вал шлифуется до очередного ремонтного размера, а поршень и вкладыш заменяют на новый этого же ремонтного размера.
Ремонтным размером называется заранее установленный размер, отличный от заводского номинального, под который восстанавливается посадка.
При этом способе восстанавливается правильность геометрической формы и шероховатость поверхности детали без сохранения начальных размеров путем снятия механической обработкой изношенного поверхностного слоя. При восстановлении посадки под ремонтный размер с основной детали снимают слой металла с сохранением первоначального допуска на размер, так как ремонтный размер, как правило, находится в тех же интервалах, что и номинальный размер детали. Сопряженная деталь изготовляется под ремонтный размер основной детали с сохранением первоначального допуска.
Ремонтные размеры валов меньше номинальных, а отверстий больше.
Различают три вида ремонтных размеров:
Детали со стандартными ремонтными размерами (поршни, поршневые пальцы, вкладыши) выпускаются промышленностью. Сопряженные с ними дета-
ли обрабатывают под этот стандартный ремонтный размер. Недостатком данного способа является то, что ля получения стандартного ремонтного размера необхо- ‘ димо снимать большое количество металла, в результате чего срок службы детали сокращается.
Регламентируемые ремонтные размеры предусматриваются техническими условиями на восстановление ряда деталей, например, опорные шейки кулачковых валов их втулок, клапанов и их направляющих. Этот способ имеет те же недостатки что и способ ремонта с использованием стандартных ремонтных размеров.
Свободные ремонтные размеры предусматривают обработку до получения правильной геометрической формы и нужной шероховатости поверхности детали. Сопрягаемая деталь подгоняется к восстановленной до свободного размера. При свободных размерах изготовить деталь заранее с окончательными размерами нельзя. Положительной стороной его является то, что при обработке лишний металл детали не снимается и, следовательно, увеличивается срок ее службы. Недостаток — ограничивается взаимозаменяемость.
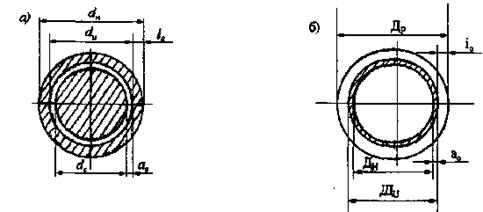
Рисунок 42 Обработка вала «а» и отверстия «в» под ремонтный размер
Рассмотрим методику определения ремонтных размеров на примере сопряжении вал — втулка (Рис. 42).
На рисунке «а» показано сечение нового вала dн и сечение изношенного вала dи, имеющего неравномерный износ. Наибольший односторонний износ составляет lв.
Минимальный припуск на одну сторону при обработке вала под ремонтный размер определяют по формуле

где Rz — макронеровности изношенной поверхности; Т — толщина дефектного слоя детали перед ремонтом; р — прогиб вала; Е — неточность базирования вала на станке в связи с повреждением базовых поверхностей.
Ориентировочно припуск на сторону при чистовой обточке и расточке составляет 0.05 . 0.1 мкм, при шлифовании — 0.03 . 0.05 мм.
Значение первого ремонтного размера для рассмотренного случая определяется по формуле

 Величина i устанавливается путем измерения детали. Припуск на обработку устанавливается с учетом величины искажения геометрической формы, характера обработки, типа оборудования, размера, материала детали и других факторов (допустимый прогиб вала, глубины рисок и т.д.)
Величина i устанавливается путем измерения детали. Припуск на обработку устанавливается с учетом величины искажения геометрической формы, характера обработки, типа оборудования, размера, материала детали и других факторов (допустимый прогиб вала, глубины рисок и т.д.)

Величина ω характеризует ремонтный интервал для вала. На рисунке «б» показан ремонтный размер Dp при восстановлении отверстия втулки; ia — наибольший односторонний износ отверстия; а — снимаемый слой металла при обработке отверстия под ремонтный размер; Dн — номинальный размер детали. Ремонтный размер для отверстия втулки

Расчетные формулы для определения ремонтных размеров будут иметь вид: для валов

аналогично для отверстий

где n — число ремонтных размеров, которые можно определить по формулам:

Последний ремонтный размер обуславливается прочностью детали, глубиной закаленного или цементационного слоя и другими условиями. Способом ремонтных размеров можно восстанавливать и резьбовые соединения.
Способ ремонтных размеров получил широкое распространение на ремонтных предприятиях в силу его простоты и дешевизны. Однако этот способ имеет и существенные недостатки:
•нарушает взаимозаменяемость деталей;
•усложняет материально-техническое снабжение производства, т.к. возрастает запас деталей одной номенклатуры, но разных ремонтных размеров;
•снижается срок службы из-за изменения размеров деталей машин; усложняется дефектация, комплектование деталей перед сборкой и др.
Дата добавления: 2016-06-29 ; просмотров: 5662 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Способы ремонта с изменением номинального размера деталей




![]()
![]()
Механическая обработка
Пластическое деформирование
Гальваническое и химическое наращивание
Это тоже достаточно распространённые способы ремонта. Есть множество видов гальванических и химических способов осаждения, запишите часть из них:
хромирование; осталивание; цинкование;
оксидирование; фосфатирование; кадмирование;
химическое никелирование; меднение.
Наиболее распространены при ремонте деталей ПМ хромирование, осталивание, цинкование, оксидирование и фосфатирование.
Номенклатура деталей очень широка. Цели нанесения гальвано и химических покрытий:
восстановление изношенных поверхностей деталей, их упрочнение – хромированием, осталиванием, никелированием;
защита деталей от коррозии – цинкование, кадмирование, бронзирование, оксидирование, фосфатирование;
повышение электропроводности или улучшения условий пайки — лужение, серебрение, никелирование;
защитно-декоративные – хромирование, никелирование, оксидирование;
в качестве грунта под краски и лаки – фосфатирование, анодирование.
Более подробно об этих способах можно узнать в учебнике и методичках.
Так как покрытия очень разные, то, соответственно, сложно выделить общие достоинства и недостатки.
Для восстановления размеров и формы деталей – устранения изгибов, скручивания, коробления и тому подобных дефектов очень распространён способ ремонта, основанный на использовании пластических свойств материала деталей. Наибольшей пластичностью обладают чистые металлы, а введение в них легирующих элементов ведёт к снижению пластичностью. Увеличение температуры и снижение скорости деформации благоприятно влияют на пластические свойства металлов. Вообще, восстановление деталей пластическим деформированием отличается простотой и экономичностью, поэтому по возможности стараются воспользоваться этими способами.
Различают следующие виды деформирования металлов, используемые в ремонтном производстве:
осадка; вдавливание; раздача; обжатие; вытяжка; накатка; правка. (рисунки рисовать из тетрадей. )
При ремонте деталей ПМ, механическая обработка занимает важное место. Без неё невозможно применение таких способов ремонта, как наплавка, электролитическое наращивание, пластическая деформация.
Механическая обработка в подавляющем большинстве случаев применяется не в чистом виде, а как предшествующий какому-либо способу технологический процесс и ещё чаще – как завершающий.
механическая обработка имеет не только вспомогательное значение, но может выступать и в роли самостоятельного способа ремонта в виде обработки детали под ремонтный размер.
При неоспоримых преимуществах – дешевизне и простоте при отсутствии в ремонтном производстве специального технологического оборудования, недостатки этого способа не позволяют широко его применять. К недостаткам относят снижение срока службы из-за уменьшения размеров деталей и снижения твёрдости рабочих поверхностей цементированных и азотированных деталей; в противном случае пришлось бы значительно увеличить металлоёмкость конструкций изделий, кроме того, ремонтные размеры усложняют процессы комплектации изделий и сборки, увеличивают номенклатуру применяемых деталей; усложняют снабжение ремонтных средств запасными частями; усложняются и процессы дефектации.
Или, иначе, обработка под ремонтный размер. При этом из двух сопряжённых деталей, более дешёвую изготавливают новую, ремонтного размера, а более дорогую механической обработкой переводят в ремонтный размер.
Ремонтным называется заранее установленный расчётом размер детали, отличный от номинального, по которому осуществляется механическая обработка детали с сохранением первоначальной посадки, класса точности и класса чистоты. Для охватывающих деталей (типа втулка) ремонтный размер больше номинального, а для охватываемых (типа вал) – меньше.

Ремонтные размеры бывают категорийные и пригоночные.
Разновидность этого способа – ремонт постановкой дополнительной детали. При этом изношенная поверхность одной из деталей сопряжения обрабатывается под ремонтный размер, и на неё запрессовывают или устанавливают как-то иначе дополнительную деталь – втулку, кольцо, накладку, резьбовой ввёртыш или что-то иное. При этом, на примере втулки, внутренний диаметр этой втулки равен ремонтному размеру, а внешний – номинальному.
Считается, что способ ремонта постановкой дополнительной детали полностью восстанавливает ресурс сопряжения. Да, но при этом ресурс узла и изделия в целом восстанавливается не до первоначального значения, так как с добавлением промежуточной детали усложняется размерная цепь, снижается жёсткость, изменяются условия вибро-, тепло- напряжённости.
17. Стратегии ремонта полиграфических машин: виды, характеристики, области применения, достоинства, недостатки.
Стратегия ТО или Р – это комплекс принципов и правил управления техническим состоянием машин в ходе эксплуатации. (ГОСТ 24212-80) Так же, как есть разные методы ТО и ремонта, применяются следующие стратегии ТО (Р):
по наработке или календарному времени;
по техническому состоянию;
По потребности. Эта стратегия оправдана, когда последствия отказа имеют только незначительный экономический ущерб (II группа отказов), нет опасности нарушения правил ТБ, правил экологии или возможного значительного экономического ущерба при отказе. При такой стратегии изделие эксплуатируется до отказа, затем проводят неплановый ремонт требуемого объёма.
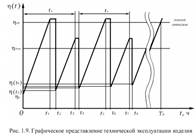
На рисунке 5.3. представлена иллюстрация технической эксплуатации изделия при стратегии ТО и Р по потребности.
По оси абсцисс отложено календарное время эксплуатации машины, а по оси ординат – показатель качества, какой-то многопараметрический диагностический параметр, совокупный показатель качества.
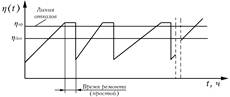
Рис. 5.3. Иллюстрация эксплуатации изделия при стратегии ТО и Р по потребности
Конечно, такой идеальной линии, характеризующей изменение ТС, не бывает. Наклон линий может быть неодинаков, так как в разное время разные условия использования по назначению изделия. На этом рисунке постоянная величина – превышение линией ТС линии отказов.
По наработке. Проводятся регламентированное ТО и плановые регламентированные ремонты – в заранее намеченные сроки и с определённым объёмом работ. Эта стратегия применяется, когда последствия отказа приводят к нарушению ТБ, экологичности или существенному экономическому ущербу. При этой стратегии предварительная оценка ТС не проводится. При регламентированном ремонте проводится в обязательном порядке полная или частичная разборка изделий и (или) составных частей и дефектация деталей. А вот объём восстановительных операций зависит от результатов дефектации и конечно, не регламентирован. Такая стратегия применяется в тех случаях, когда отказ приводит к нарушению ТБ, экономических норм и существенному экономическому ущербу. В полиграфии стратегия по наработке применяется к тормозным устройствам, системам смазки, контрольным и блокировочным устройствам.
Рисунок 5.4. поясняет управление ТС изделия при стратегии ТО и Р по наработке (календарному времени эксплуатации). На этом рисунке постоянная величина – периодичности профилактики.
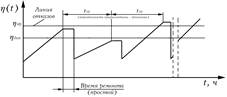
Рис. 5.4. Иллюстрация эксплуатации изделия при стратегии ТО и Р по наработке (календарному времени эксплуатации)
По техническому состоянию. Перечень и объём операций определяется фактическим состоянием изделия на основе данных его диагностирования. Подразумевается, что изделие имеет высокие показатели контролепригодности. Отказы составных частей (или машины в целом) второго рода, то есть имеют незначительный экономический характер.
Для изделий с невысокой контролепригодностью стратегия по техническому состоянию предполагает, что перечень операций, в том числе разборки изделия, устанавливается по результатам его диагностирования перед принятием решения о проведении ремонта. В этом случае заранее назначается периодичность и объём работ по контролю ТС изделий. Это так называемый ТО с периодическим или непрерывным при наличии встроенных систем диагностики контролем и ремонтом по ТС.
На рисунке 5.5. представлена иллюстрация технической эксплуатации изделия при стратегии ТО и Р по техническому состоянию. На этом рисунке постоянным является факт превышения линией ТС допустимого значения.
Рис. 5.5. Иллюстрация эксплуатации изделия при стратегии ТО и Р по техническому состоянию
Смешанная – для различных составных частей изделия применяют разные стратегии. Конечно, самый распространённый вид стратегии.
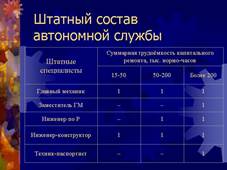
 18.Структура и состав служб технического обслуживания и ремонта на полиграфических предприятиях с разным суммарным объемом работ по ремонту. Функциональные обязанности основных должностных лиц.
18.Структура и состав служб технического обслуживания и ремонта на полиграфических предприятиях с разным суммарным объемом работ по ремонту. Функциональные обязанности основных должностных лиц.
Служба ТО и Р – совокупность исполнителей производственных мощностей и документации, регламентирующей их деятельность.
Виды служб ТО и Р:
—автономные
наиболее оперативны но ограниченны по возможностям, невысокое качество ТО и Р и большие затраты на ремонтную службу, ограниченные возможности.
—центральные (фирменные)
Основные операции ТО и Р выполняются сторонними организациями. Используется, если на предприятии небольшая суммарная продолжительность ремонтов
—комбинированные
Наиболее универсальный вариант. Собственные ОГМ, ремонтные, механические цеха типографий выполняют мелкие виды ремонтов и ТО, сложные операции, сервисное обслуживание, ремонт специализированных составляющих выполняется сторонними организациями.


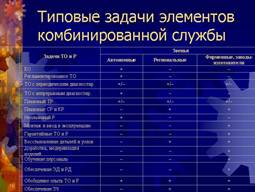 19.Типовые операции технологического обслуживания (ТеО), технического обслуживания (ТО) и ремонта.
19.Типовые операции технологического обслуживания (ТеО), технического обслуживания (ТО) и ремонта.
Типовые операции (ТеО):
-настройка машины на правильное функционирование
-заправка технологическим материалом
-установка вспомогательных приспособлений
-очистка машины от остатков технологических материалов после завершения работы
Типовые операции ТО:
-определение ТС изделий с заданной точностью
-дозаправка эксплуотационными материалами влияющими на его ТС
Источник