ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
1 ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
1.1 Основные понятия
Производство – это целенаправленная деятельность людей и механизмов по изготовлению и ремонту изделий.
Производственный процесс – совокупность всех действий людей и орудий производства, необходимых для изготовления и ремонта изделий. Производственный процесс состоит из технологических процессов, составляющих основное производство, которое обеспечивается вспомогательным производством и обслуживающими процессами.
Вспомогательное производство – изготовление и ремонт средств технологического оснащения; выработка и подача сжатого воздуха, энергии и других средств, необходимых для выпуска продукции.
Обслуживающие процессы – транспортные, контрольные и складские операции.
Технологический процесс – часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.
В зависимости от условий производства различают следующие виды ТП: проектные, рабочие, маршрутные, операционные, маршрутно-операционные, единичные, временные, перспективные, типовые, стандартные. ТП состоит из операций, установок, переходов, позиций.
1.2 Структура производственного процесса
Производственный процесс капитального ремонта автомобилей включает технологические, энергетические, транспортные, складские и др. операции, обеспечивающие выпуск готовой продукции.
Перечисленные выше особенности АРП, низкая механизация и автоматизация ремонтных работ по сравнению с автоматизированными поточными линиями, недостаточная концентрация и специализация производства приводят к тому, что трудоемкость капитального ремонта автомобилей в 2-3 раза выше, чем их изготовление на автозаводах, а ходимость отремонтированных автомобилей ниже новых.
1.3 Принципы организации производственного процесса
Выпуск готовой продукции базируется на организации производства, труда и управления.
Организация производства – это рациональное сочетание средств производства, предметов и условий труда, обеспечивающих выпуск готовой продукции требуемого качества при регламентированных материальных, финансовых и трудовых затратах.
Организация труда – это система мероприятий, обеспечивающих рациональное использование рабочей силы за счет рациональной расстановки людей в процессе производства, разделения труда, кооперирования, использования прогрессивных приемов и методов, нормирования и стимулирования труда, научной организации рабочих мест, их обслуживания и создания благоприятных условий для работы.
Организация управления – это комплекс мероприятий по сбору информации о производстве, ее обработке, принятию решений, доведению их до исполнителей, контролю и регулированию производства с целью повышения эффективности использования ресурсов и качества готовой продукции.
Основные принципы организации производственного процесса:
1. Специализация производства – выпуск узкой номенклатуры изделий на одном предприятии при достаточно большом объеме производства. Различают:
а) по месту применения:
Специализация позволяет шире принимать стандартные решения, использовать типовые ТП и унифицировать оснастку.
2. Прямоточность – это обеспечение кратчайшего пути прохождения ремонтируемых изделий по всем стадиям и операциям производственного процесса. При этом сокращается время на межоперационную транспортировку изделий.
Различают следующие виды движения изделий:
а) последовательное (восстановление и изготовление деталей) – обеспечивается более полная загрузка оборудования, но вызывает длительное нахождение деталей на постах обработки;
б) параллельное – обеспечивает непрерывность производства и сокращает время пребывания изделия в ремонте, но при этом необходимо обеспечение синхронности и кратности смежных операций;
в) последовательно-параллельное – применяется , когда операции производственного процесса не синхронизированы и оборудование на участках имеет различную производительность.
Производственный процесс на АРП организуют с прямым, Г-образным и П-образным движением ремонтируемых изделий.
а) прямой поток (рис.1.1):

Достоинство — прямолинейность движения наиболее тяжелых деталей, позволяющая использовать несложные подъемно-транспортные механизмы.
Недостаток — несоответствие площадей основных участков образующимся боковым потокам ремонтируемых агрегатов, узлов и деталей.
б). Г – образный поток (рис.1.2):
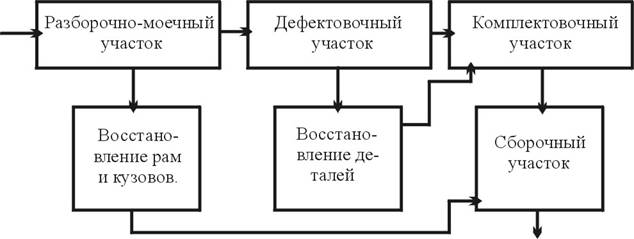
Достоинство — возможность изоляции разборочно-моечных участков от сборочных и др. участков.
Недостаток — непрямолинейность технологического потока.
в). П-образный поток (рис.1.3):
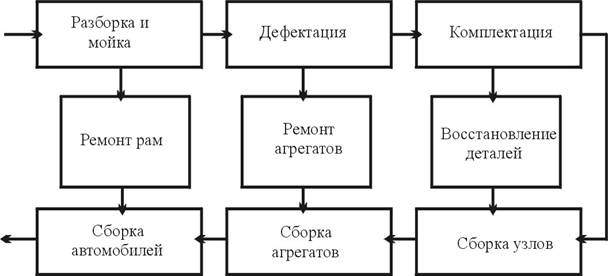
Достоинство: одновременное выполнения составляющих производственного процесса, более широкий фронт работ, сокращение времени пребывания изделия в ремонте.
3. Пропорциональность – это соответствие мощностей всех цехов и участков (и вспомогательных) плановым заданиям по ремонту определенной номенклатуры изделий.
Принцип пропорциональности состоит в том, что количество исполнителей
на каждом участке (рабочем месте) должно быть пропорционально трудоемкости выполняемых на нем операций:
где: Тi – трудоемкость i–й составной части производственного процесса;
Рj – численность исполнителей на j–м посту.
Пропорциональность обеспечивает бесперебойную работу всех звеньев ремонтного предприятия, исключает узкие места и диспропорции в производстве. Повышение степени пропорциональности всех участков АРП обеспечивает увеличение его производственных мощностей, улучшение использования производственных фондов.
4. Непрерывность — характеризуется выполнением основных и вспомогательных операций без разрыва во времени. Обеспечивается максимальной синхронизацией всех операций производственного процесса, которая достигается изменением числа постов, перераспределением работ по постам, изменением трудоемкостей операций за счет механизации и автоматизации, выполнением части работ вне потока или на параллельных постах.
Непрерывность оценивается коэффициентом неравномерности ήн:
где: Σti — длительность технологического цикла по i-м операциям;
Тц — длительность производственного цикла.
Непрерывность использования средств труда оценивается коэффициентом загрузки оборудования:
где: ti – время работы i-го станка;
Фi – годовой фонд работы i-го станка;
nс – число станков на производстве.
5. Кратность распределения трудоемкости по постам является предпосылкой создания поточного производства. Условие кратности:
где: аn – коэффициент кратности.
6. Ритмичность – постоянство выпуска изделий определенного наименования в расчетный период. При равномерном выпуске в каждую декаду должно выпускаться 33,3% от месячной программы. Оценивается фактическая ритмичность коэффициентом ритмичности:
где: аi – отрицательное отклонение выпуска от задания по программе;
Ni – величина планового задания;
n- количество анализируемых периодов.
7. Автоматичность – приспособленность производственного процесса к внешним возмущающим факторам без участия или под контролем исполнителей. Практически отсутствует и обеспечивается людьми.
Рациональная организация производственного процесса должна обеспечивать постоянное повышение производительности труда, качества продукции, снижение ее себестоимости, улучшение использования основных производственных фондов и оборотных средств.
1.4 Показатели функционирования производственного процесса
Основные показатели функционирования производственного процесса по ГОСТ 14. 004 – 74 ЕСТПП:
1. Производственный цикл – это интервал календарного времени от начала до окончания процесса изготовления или ремонта изделия.
2. Технологический цикл – это сумма календарного времени на выполнение технологических операций при изготовлении или ремонте изделий.
3. Такт выпуска – это интервал времени, через который производится выпуск изделий определенного наименования:
где: Фс – полезный фонд времени за смену, ч.;
Νс – величина выпуска изделий за смену, шт.
4. Ритм производства :
где: Nр – план выпуска изделий за расчетный период;
Тр – продолжительность расчетного периода.
Длительность производственного цикла Тц зависит от его структуры, под которой понимают состав и соотношение затрат времени на основные технологические и вспомогательные операции и перерывы:
где: ti – время выполнения i-ой технологической операции;
tk и tтр – время выполнения вспомогательных (контрольных и транспортных) операций;
tс – время протекания естественных процессов (сушка, старение и т.п.);
tпер – перерывы в производственном процессе.
Технологический цикл обработки партии изделий Ттех равен:
где: t0 – основное время обработки партии изделий;
tв – вспомогательное время обработки партии изделий;
tпз – подготовительно-заключительное время обработки партии изделий.
Эффективность структуры производственного цикла оценивают следующими показателями:
1. Длительностью (см. выше);
2. Коэффициентом параллельности:
Разность 1 –kп указывает на резерв сокращения производственного цикла за счет изменения вида движений изделий в производстве.
3. Коэффициент цикличности:
Он показывает повторяемость процесса производства изделий данного наименования за планируемый период Тпл. Чем выше kц, тем совершеннее производство.
4. Коэффициентом плотности kпл, который характеризует долю основного и вспомогательного времени в общем цикле производства изделий данного наименования:
Разность 1-kпл характеризует потери времени на перерывы в производственном цикле.
Источник
