- Коленчатый вал: как будем ремонтировать? ч. 1
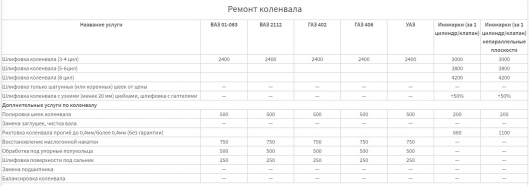
- Ремонт коленчатого вала
- Коленчатый вал: повреждение, симптомы, ремонт и расходы
- Что делать, если коленвал неисправен?
- Дефект коленчатого вала: причины и симптомы
- Ремонт и стоимость поврежденного коленчатого вала
- Структура и функция коленчатого вала
- Коленчатый вал должен выдерживать высокие нагрузки
Коленчатый вал: как будем ремонтировать? ч. 1
К сожалению, подобная практика «разделения труда» часто приводит к плачевному результату. Моторист, не проверив все должным образом, отдает на шлифовку коленвал, который не требует ремонта или, напротив, поврежден так, что уже не может быть качественно отремонтирован. Шлифовщик тоже «не отстает» от моториста и делает, как просят, главное, побыстрее. Далее коленвал «попадает» в двигатель практически без проверки, да и зачем проверять — моторист считает это обязанностью шлифовщика. А то, что после ремонта вал может иметь дефекты (биение, эллипсность и конусность шеек, дисбаланс), вроде и не волнует никого. Хотя нет, волнует — владелец автомобиля тысяч через . надцать пробега вспомнит моториста недобрым словом. А с того «как с гуся вода» — мол, все было сделано правильно, просто запчасти плохие подсунули.
Такая вот невеселая, но вполне типичная история. Конечно, и мотористы, и шлифовщики бывают разные. Чтобы избежать ошибок, и сделают все как надо, и проверят вал тщательно — известный принцип «доверяй, но проверяй» в таком случае работает как нельзя лучше.
А что и как надо проверять? Ответить на этот вопрос можно только обладая знанием технологии ремонта вала. Которая, в свою очередь, начинается именно с контроля.
С чего начать?
Проверка коленчатого вала перед его ремонтом несколько отличается от той, которую проводят при дефектовке или сборке двигателя. Конечно, и в том, и в другом случае проверяется геометрия вала, но в нашем случае от результатов проверки зависит выбор технологии ремонта.
Для проверки вал устанавливается на призмы крайними коренными шейками, а у средних с помощью стойки с индикатором измеряется биение. Проверяется также биение хвостовика и поверхностей сальников. Далее проводят тщательное измерение диаметров коренных и шатунных шеек. При этом обращают внимание на износ средней и крайних коренных шеек (он может быть повышен), а также на эллипсность шатунных шеек. Последнее измерение выполняют в нескольких плоскостях — при наличии эллипсности минимальный размер шейки обычно получается в направлении, сдвинутом на 20-40 о против вращения от плоскости, проходящей через радиус кривошипа. После этих измерений картина несколько проясняется.
Дальнейшие действия лучше проиллюстрировать на примере. Стало общепринятым, что шлифовать вал можно только в случае, если биение средних шеек относительно крайних не превышает 0,1 мм. Точнее, шлифовать-то можно и при большем биении, но тогда неизбежно возникновение дисбаланса, который после ремонта будет необходимо устранить. К сожалению, пока в отечественной ремонтной практике хорошо освоена лишь балансировка валов 4-цилиндровых рядных и оппозитных двигателей, а также рядных 6-цилиндровых и V-образных 12-цилиндровых. Остальные типы валов — 2-, 3- и 5-цилиндровых рядных двигателей, а также большинство 6- и 8-цилиндровых V-образных отбалансировать весьма и весьма проблематично. Поэтому при биении коренных шеек свыше 0,1 мм перед шлифовкой целесообразно вал править.
Если вал уже подвергался шлифовке, не исключено, что хвостовик и поверхности сальников несоосны коренным шейкам. Известны случаи, когда недобросовестные шлифовщики умудрялись так изуродовать вал, что биение на этих поверхностях становилось раз в десять (!) больше допустимого — более 0,1-0,15 мм. Если добавить сюда износ коренных шеек, а также их возможное взаимное биение, то при исправлении подобной «халтуры» вал, скорее всего, «не выйдет» в следующий ремонтный размер шеек. Тогда, прежде чем шлифовать, следует уточнить наличие вкладышей необходимого ремонтного размера. Кстати, такое уточнение необходимо для многих двигателей иномарок — ситуация, когда после шлифовки коленвала искомые вкладыши будут найдены лишь на бумаге каталога, не редкость.
Однако самая большая неприятность — это когда ремонтировать уже «нечего» — износ шеек превысил максимальное ремонтное уменьшение. Такой вал обычно выбраковывают, в крайнем случае восстанавливают шейки наваркой или наплавкой.
Валы с перегретыми после разрушения подшипников шейками желательно проверить на отсутствие трещин. Такая проверка обычно выполняется с помощью специальной установки — магнитного дефектоскопа. Глубокие трещины, уходящие в тело вала, — основание для выбраковки. Иногда такие трещины видны и невооруженным глазом.
Перед установкой вала в станке необходима еще одна проверка. Вал ставят в центрах и измеряют биение хвостовика и поверхности заднего сальника. Если биение превышает 0,01-0,02 мм, необходимо править центровые фаски вала, иначе шлифовать коренные шейки будет невозможно.
Существует несколько способов правки фасок — шабрением, притиркой и протачиванием.
Первый способ прост, но неудачен, т.к. из-за неправильной геометрии фаски качество шлифовки вала будет снижено (может появиться эллипсность коренных шеек). Второй способ точен, но слишком трудоемок — в токарном станке фаска притирается с помощью абразивной пасты к коническому притиру. Наилучшие результаты дает протачивание вала в токарном станке с использованием люнета.
Отметим, что если на большинстве европейских и японских валов «кривые» центровые фаски — редкость, то у американских встречаются довольно часто, причем некоторые валы даже не имеют фасок. Из отечественных двигателей отличаются «волговские» валы — при ремонте правка их центровых фасок оказывается обязательной.
И, наконец, последняя подготовительная операция — удаление заглушек и промывка внутренних каналов. Последняя операция обязательна — во внутренних каналах около заглушек скапливается значительное количество грязи. Стоит только пренебречь промывкой, как грязь обязательно испортит самую качественную шлифовку вала, и весь ремонт двигателя пойдет насмарку.
Итак, подготовка к работе завершена. Тем не менее, приступать к шлифовке еще рано, надо проверить шлифовальный станок.
Какой станок лучше?
Для шлифования коленчатых валов применяются специализированные шлифовальные станки с приспособлениями, позволяющими сместить ось коренных шеек относительно оси вращения вала в станке. Это необходимо для шлифования шатунных шеек.
Как показывает практика, результат ремонта вала во многом зависит не от модели шлифовального станка, а от его состояния. Поскольку дефекты станка, ошибки, небрежности и неточности при его наладке делают невозможным качественный ремонт вала. За примерами далеко ходить не надо.
Один из самых распространенных дефектов шлифовки — дробление, при котором поверхность шейки приобретает характерный «многогранный» вид. Причина этого дефекта обычно заключается в плохой подготовке шлифовального круга, когда его биение становится больше 3-4 мкм. К таким же последствиям может привести недостаточное натяжение ремней привода планшайбы передней бабки станка.
Еще один весьма распространенный дефект — несоосность центров передней и задней бабки. Это нетрудно проверить с помощью шлифованного стержня (скалки), установленного в центрах, и стойки с индикатором. Несоосность центров приводит к неправильной обкатке центровых фасок и эллипсности шеек вала, а если она обнаружена, то причина может быть, к примеру, в износе направляющих стола станка. Тогда ремонтировать надо не вал, а станок.
Очень важное значение имеет соосность патронов станка. Допустимое значение несоосности не должно превышать 0,04-0,05 мм на длине вала. Этот параметр обеспечивает параллельность осей шатунных и коренных шеек. Отметим, что он определяется состоянием станка, а измерить непараллельность шеек непосредственно на коленчатом валу невозможно.
При несоосности патронов вал, зажатый в них, вращается по очень сложной траектории, в результате чего шатунные шейки, расположенные попарно, после шлифовки оказываются на разных радиусах и сдвинутыми по окружности. Очевидно, двигатель с таким валом уже никогда не сможет работать ровно.
Непараллельность шеек проявляется при дальнейшей эксплуатации ускоренным износом шатунных вкладышей, особенно у их краев. А поскольку контролю этот параметр не поддается, то соосность патронов станка — вопрос доверия к шлифовщику.
Несоосность патронов нетрудно устранить протачиванием их кулачков в токарном станке при базировании по наружному диаметру патрона. Правда, иногда несоосность возникает из-за дефекта планшайбы передней или задней бабки. Но так или иначе, указанные дефекты должны быть устранены, иначе качество шлифовки вала будет резко снижено.
При наладке станка обязательно проверяется конусность шеек (не более 1-2 мкм). Этот параметр регулируется с помощью специальной конусной линейки станка и особенно важен при шлифовке валов с широкими шейками.
И, наконец, жесткость закрепления вала в станке: люфты в различных соединениях станка легко могут привести к дроблению или эллипсности шеек.
Наш анализ возможных дефектов и их причин показывает, как важно для обеспечения качественной шлифовки содержать станок в исправном состоянии и периодически проверять его. А это совсем не просто. Но анализ оказался бы не полным, если не отметить роль самого шлифовщика. Какой бы замечательный, новый и точный ни был станок, квалификация шлифовщика имеет решающее значение. Особенно, когда речь идет о «ловле» микронных размеров, биений, отклонений формы и расположения поверхностей. Более того, квалифицированный мастер «чувствует металл», видит, как ведет себя вал при шлифовке и при малейшем отклонении от нормы обязательно лишний раз проверит станок.
Итак, коленчатый вал проверен, станок налажен, можно шлифовать. Но о том, как это делается, читайте в наших будущих статьях.
Источник
Ремонт коленчатого вала
Основными дефектами коленчатого вала являются:
- прогиб;
- эллипсность и конусность коренных и шатунных шеек;
- царапины и выбоины на шейках;
- разработка отверстий под болты крепления маховика.
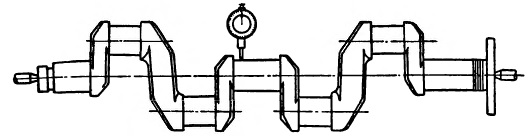
Рис. Проверка прогиба коленчатого вала.
Прогиб вала определяют индикатором в призмах, установленных на контрольной плите, или в центрах токарного станка. При этом штифт индикатора должен находиться не на середине шейки, а на ее конце, иначе эллипсность шейки даст искаженное представление о величине прогиба вала. Вал правят в холодном состоянии под прессом путем нажима на среднюю шейку через медную или латунную прокладку. Правка считается законченной, когда биение вала равно не более 0,03—0,05 мм.
Чтобы определить величину эллипсности и конусности, каждую шейку измеряют микрометром в трех местах: у галтелей и посредине в двух взаимно перпендикулярных плоскостях — по оси кривошипов и перпендикулярно им.
Размер, под который нужно шлифовать шейку, определяется наименьшим диаметром, полученным в результате измерения, с учетом установленных ремонтных размеров для данного вала. Для всех шатунных шеек, как и для всех коренных, устанавливается один ремонтный размер.
Шейки шлифуют на специальном круглошлифовальном станке. При отсутствии специального станка шлифование можно производить на токарном станке при помощи супортно-шлифовального приспособления. При шлифовании коренных шеек на токарном станке вал устанавливают в центрах станка.

Рис. Установка вала в центросместителе:
1 — планшайба; 2 — противовесы; 3 и 4 — центросместители.
Для шлифования шатунных шеек коленчатый вал помещают в центросместителе, установленном на станке. При этом ось вращения будет проходить по оси крайних шатунных шеек. После обработки крайних шеек вал устанавливают в центросместителе таким образом, чтобы ось вращения проходила по оси средних шатунных шеек, и так попарно обрабатывают все шейки.

Рис. Жимки для полирования шеек коленчатого вала.
В процессе шлифования следует применять охлаждающую жидкость, состоящую из 500 г кальцинированнной соды и 12 л воды. Струю жидкости необходимо направлять в место соприкосновения камня с валом. После обработки шейки снова измеряют; допустимая эллипсность и конусность шеек 0,01—0,02 мм. После шлифования кромки отверстий масляных каналов на шейках вала затупляются и шейки полируют жимками, применяя абразивные пасты ГОИ. Пасту наносят на суконную или кожаную обшивку жимок, между которыми зажимается шейка вала. Вал при этом должен делать 40—50 об/мин.
Источник
Коленчатый вал: повреждение, симптомы, ремонт и расходы
Что делать, если коленвал неисправен?
Повреждение коленчатого вала встречается редко в современных автомобилях, но тем не менее все же происходит время от времени. Стоит ли в этом случае ремонтировать автомобиль (стоит ли игра свеч)? Какими затратами обернется ремонт коленвала? Отвечаем на наиболее важные вопросы.
Коленчатый вал – важный элемент двигателя внутреннего сгорания. Это та деталь, которая превращает кинетическую энергию, получаемую при сгорании топлива в двигателе, в механическую. Также коленвал служит связующим звеном между двигателем и коробкой передач, которая в свою очередь распределяет крутящий момент на колеса. К сожалению, если коленвал выходит из строя из-за дефекта, дорогостоящего ремонта не избежать.
Дефект коленчатого вала: причины и симптомы
В современных машинах повреждение коленвала стало довольно-таки редким явлением. Обычно коленчатый вал может выйти из строя в основном по двум причинам: нехватка моторного масла и превышение нагрузки на двигатель. Последняя причина современным машинам не грозит, поскольку электроника контролирует все функции двигателя и отключает подачу топлива, когда двигатель начинает испытывать повышенную нагрузку. Особенно эта защита актуальна, когда стрелка на тахометре находится на красной отметке.
Получается, подобная защита является своеобразным электронным ограничением оборотов двигателя, точно так же как работает электронный ограничитель скорости, встроенный во все современные автомобили.
Чаще же всего убить коленвал можно нехваткой моторного масла. Когда коленвалу не хватает смазки, это разрушает шатунные подшипники и затем более крупные основные подшипники, в которых вращается коленвал. Однако для наступления фактического ущерба от нехватки масла требуется довольно много времени – примерно до четверти часа, до тех пор, пока остаточное моторное масло в герметичных подшипниках не будет полностью использовано. В такой ситуации из-за сухого трения начнется разрушение подшипников и износ коленвала.

Но почему в современных автомобилях поломка коленвала – более редкое явление, чем в старых машинах? Все дело в том, что во многих современных машинах двигатели оснащены турбиной, которая быстрее выйдет из строя в случае острой нехватки моторного масла. Так что, по сути, коленвал не успеет получить критичный износ.
Тем не менее в некоторых современных автомобилях все же случается поломка коленвала, которая, как правило, дает о себе знать грохотом (громким стуком).
Ремонт и стоимость поврежденного коленчатого вала
К сожалению, ремонт коленвала – очень сложный процесс, который могут делать не многие технические центры. Ведь в этом случае нужна шлифовка коленчатого вала на специальном оборудовании. Вот виды возможных работ при восстановлении изношенного вала:
Также в некоторых случаях старый коленвал может нуждаться в термообработке. А иногда нужна балансировка коленвала. К сожалению, для этих работ требуются специалисты высокого класса, а также дорогостоящее оборудование.
Также не забывайте, что, прежде чем приступить к ремонту коленвала, нужно его еще демонтировать, а после ремонта поставить на место. Для многих автомобилей это обходится в круглую сумму, так что в итоге будет проще купить новый коленвал, чем ремонтировать старый. Вот для примера расценки на ремонт коленвала в одном из автосервисов Москвы. Причем это еще не высокие ценники.
Логично, что раз придется разбирать мотор, то вместе с ремонтом коленвала придется также проводить и другие работы. В этом случае восстановление работоспособности коленвала может вылиться автовладельцу в круглую сумму. В некоторых случаях будет проще купить контактный подержанный мотор. Можно также обратиться в специализированные компании, которые занимаются восстановлением моторов. В таких компаниях вы можете приобрести уже готовый восстановленный двигатель на свою машину. В этом случае, чтобы уменьшить стоимость восстановленного мотора, вы можете сдать двигатель со сломанным коленвалом в качестве зачета в стоимость восстановленного.
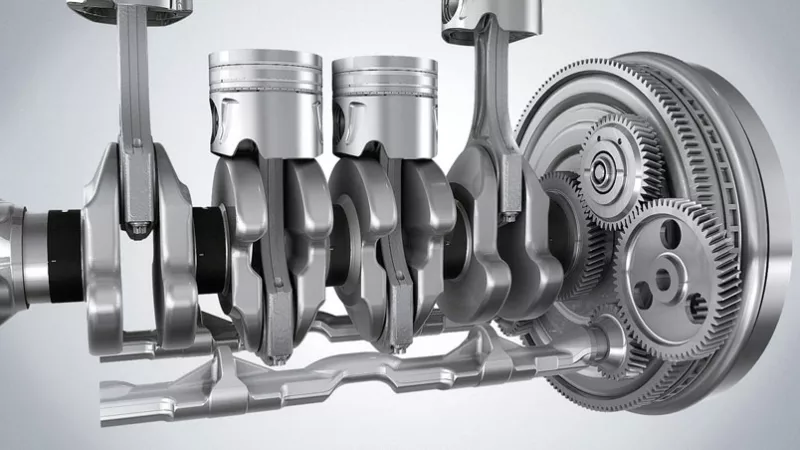
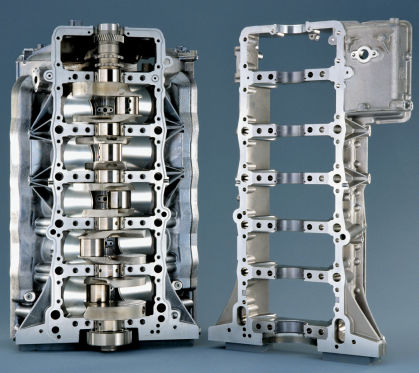
Структура и функция коленчатого вала

Если вы хотите понять функцию коленвала, то, чтобы это было проще, вспомним, что такое велосипедные педали, которые соединены между собой специальным валом. Ваши ноги при вращении педалей выполняют точно такую же роль, которую играют в двигателе поршни, прикрепленные к шатунам, толкающим коленвал. На велосипеде, чтобы вращать колеса, вам нужно крутить педали вверх и вниз.

По сути, наши ноги на велосипеде (если их сравнивать с конструкцией двигателя) представляют собой два поршня с шатунами, которые ходят вверх и вниз в двухцилиндровом моторе. Вместо же звездочки, которая, вращаясь от движения педалей, передает по цепи крутящий момент на заднее колесо, в двигателях внутреннего сгорания используется коленвал, который и преобразует энергию, получаемую от хода поршней и шатунов, в механическую. С одной стороны коленвала расположен маховик, который передает крутящий момент на коробку передач.
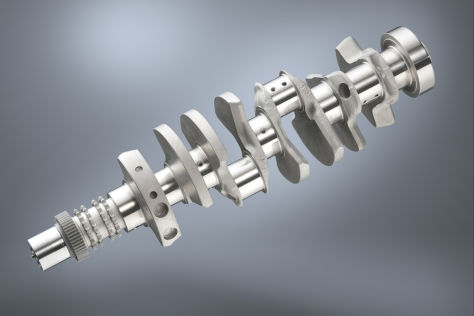
Коленчатый вал должен выдерживать высокие нагрузки
Сегодня в современных автомобилях в двигателях используется коленвал, с каждой стороны которого находится подшипник. Со временем подшипники изнашиваются и между ними и поверхностью коленвала появляется люфт, что приводит к износу коленвала.
К счастью, современная конструкция двигателя способна долгое время выдерживать большие нагрузки. В том числе способны выдерживать нагрузку и современные коленчатые валы. Например, в дизельном современном двигателе каждый ход шатуна испытывает от воспламенения топлива нагрузку в 10 000 кг, которая, естественно, передается на коленвал.
Итак, на короткое время в одно мгновенье на шатуне присутствует сила, эквивалентная десяти тоннам, которая воздействует на коленвал. И это мы говорим только об одном шатуне. Вы представляете, какую нагрузку получает коленвал в восьмицилиндровом моторе?
И это еще не все. В зависимости от конструкции двигателя коленчатые валы также подвержены вибрациям. Поэтому многие автопроизводители стараются сделать коленчатые валы достаточно прочными и долговечными. Например, коленвал может быть изготовлен из высококачественной стали. Особенно для мощных турбированных высокооборотистых дизельных двигателей.
Для атмосферного (нетурбированного) бензинового двигателя коленвал может быть уже не столь прочен. Поэтому производители часто еще недавно многие коленчатые валы изготавливали из чугуна. Сегодня же в мире наблюдается тенденция по снижению веса автомобиля. В первую очередь двигателя.
В итоге вместо чугунных блоков двигателя во многих современных авто стали использоваться блоки цилиндров из алюминия. Также производители стали использовать облегченные поршни и шатуны. Не обошла эта мода на легкое и коленчатые валы, которые также заметно полегчали. Все это, конечно, не добавляет машине надежности и увы, не гарантирует долгий срок службы двигателя.
Источник