- Дефекты и повреждения трубопроводов: виды и методы обнаружения
- Оценка технического состояния металлической пустотелой продукции большого удлинения
- Методы обнаружения дефектов сварных соединений магистральных трубопроводов, тепловых сетей
- Предупреждение нарушений целостности трубопроводов
- Дефекты полиэтиленовых труб
- Устройства для поиска повреждений трубопроводов
- Дефекты трубопроводов и методы их устранения
- Диагностика магистральных трубопроводных конструкций, выявление дефектов и причин их возникновения, проведение ремонтов. Непровары сварного соединения, горячие и холодные трещины. Дефекты изоляционного покрытия на трубопроводах и методы их устранения.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Дефекты и повреждения трубопроводов: виды и методы обнаружения

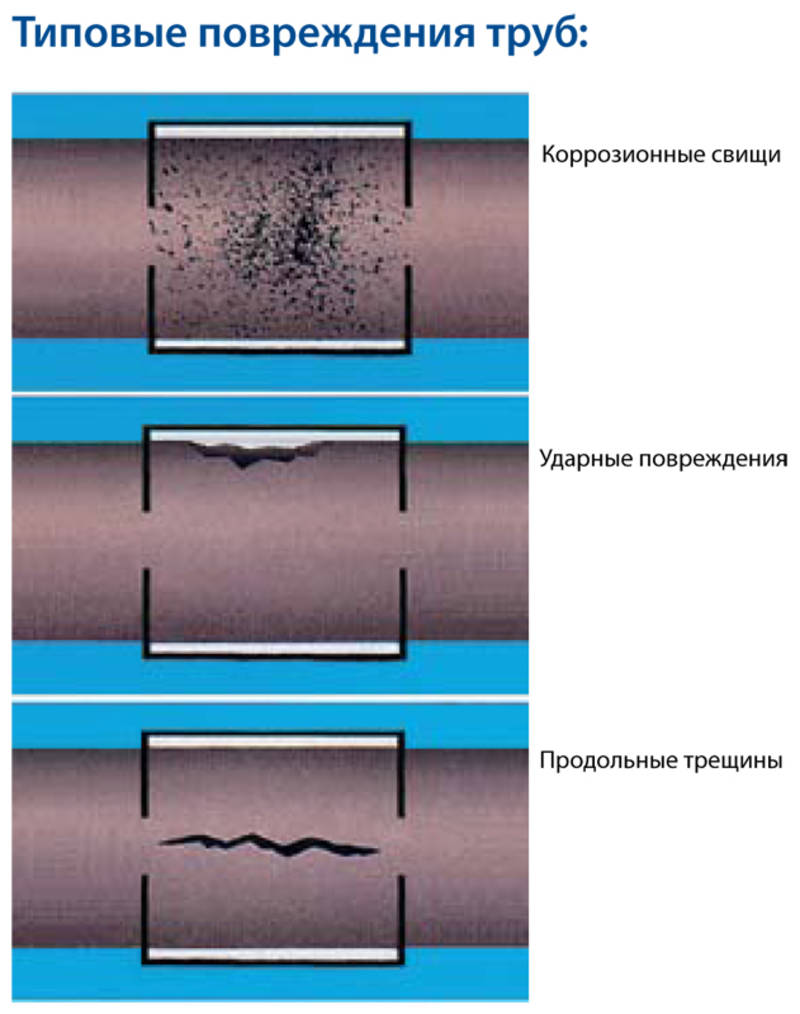
Для сооружения магистралей различного назначения используют стальные и полиэтиленовые трубы. В результате длительной эксплуатации под влиянием внешнего воздействия, физико-химических процессов происходит нарушение целостности коллектора. Для снижения риска разрушения материала разработана классификация основных дефектов трубопроводов.
Оценка технического состояния металлической пустотелой продукции большого удлинения
При выполнении контрольной проверки исправности труб иногда обнаруживают изъяны на внешней или внутренней поверхности. Они свидетельствуют о слабых местах изделия, причиной которых может быть производственный брак, недостатки в эксплуатации или форс-мажорные обстоятельства природного происхождения.
Специалисты отмечают следующие виды дефектов стального трубопровода:
- осевое отклонение трассы от проектного плана;
- повреждение, которое изменяет поперечный профиль;
- механическое нарушение тела трубы и сварных соединений.
Осевые деформации в виде всплывших труб, выпучин, просадок и провисов могут вначале не вызывать разрушения. Но отсутствие своевременных мер в дальнейшем приведет к серьезным авариям, особенно при наличии дефектов в сварных трубах большого диаметра.
Изменение круглой формы поперечного сечения образует овал, гофру или большие вмятины. Контур овала труба приобретает свой вид в результате радиального механического давления извне. Источником статического или динамического воздействия может быть тело большой плотности и массы без острых выступов. Плавность соприкосновения не приводит к полному разрушению коллектора. Но опасность состоит в появлении напряжения конструкции на большой протяженности. Вмятина или гофра образуются в процессе производства, сгибания или неаккуратной укладки на земляное ложе.
Еще один комплекс нарушений целостности – это свищи, трещины сварных соединений или коррозионные дефекты бесшовных труб. Причинами их появления являются не выдерживание технологии транспортировки, монтажа, эксплуатации. Разрушение имеет вид сквозных и несквозных отверстий, расслоения металла, отсутствия сплошности материала в направлении проката. Возможно появление других изменений: металлическое отслоение, окисленный разрыв, ликвация – содержание в кристаллической решетке инородных примесей неметаллического характера.
Ликвации, канавки, отслоения и разрывы являются следствием металлургического брака. В результате возможно развитие:
- дефектов стенки трубы с сверхнормативным уменьшением её толщины на большой площади поверхности;
- единичных и локальных повреждений;
- линейных изменений структуры.
Реакция по утончению стенки наблюдается в основном при наличии в грунте блуждающих токов. Их воздействию подвержены тонкостенные трубы, неизолированные футляры. Критическим значением при осмотре состояния трассы, пораженной коррозией, считается не столько площадь изъяна, сколько толщина металлической стенки.

Методы обнаружения дефектов сварных соединений магистральных трубопроводов, тепловых сетей
Контроль качества сварочных работ выполняется согласно требованиям СНиП и ГОСТ. В первую очередь проверяется наличие допуска у сварщика. Затем исследуется качество материалов: электродов, сварочной проволоки, флюсов. При внешнем осмотре проверяется легкая выпуклость стыка, плавность перехода к телу трубы.
Возможные дефекты при гибке, прокате трубопроводов, на различной стадии их эксплуатации обнаруживаются следующими видами физического контроля:
- просвечиванием сварных соединений;
- магнитографическим и ультразвуковым методом;
- вскрытием шва;
- пневматическим и гидравлическим испытанием;
- керосиновой пробой;
- механическим испытанием.
Сварные стыки бракуются при наличии трещин, непровара по сечению стыка, газовых пустот, шлаковых включений.
Важно! При обнаружении брака в газопроводах с давлением до 0,6 МПа тестируется удвоенное количество швов. Повторное обнаружение некачественной сварки требует 100%-й проверки.
Вероятность выявления дефектов труб при неразрушающем контроле, когда внутренняя структура материала не подвергается изменению, абсолютная. Чаще всего при проверке металлов используется внешний осмотр, гамма-, рентгенографический, ультразвуковой и магнитографические способы. Например, акустический метод выгодно отличается от других тем, что диагностическая аппаратура достаточная простая. С его помощью можно обнаружить дефекты стальных и полиэтиленовых труб, в отличие от вихревых, магнитных или электрических приборов.

Предупреждение нарушений целостности трубопроводов
Дефекты с изоляцией трубопроводов связаны с нарушением пассивной или отсутствием активной защиты (катодной, протекторной, электродренажной). Пассивный метод изолирует трассу от контакта с окружающим грунтом и ограничивает проникновение блуждающих токов. На поверхность изделия круглого сечения наносятся битумные покрытия с наложением армирующих средств из стекловолокна, полимерных пленок.
Одновременно противокоррозионное покрытие выполняет функцию по защите изоляции трубопроводов от механических повреждений. Оно должно быть сплошным, химически стойким, с увеличенной механической прочностью и прилипаемостью, эластичным, с водоотталкивающими свойствами.
Эффективным средством, противостоящим коррозионному повреждению трубопроводов, является активная защита. В основе электродренажа лежит организованный отвод блуждающих токов от трассы к источнику. Катодный способ предусматривает поляризацию с применением внешней электросети и закопанных вокруг трубы малорастворимых электродов. Они представляют собой графитовые или чугунные стержни, выполняющие роль анодов. Протекторная защита предусматривает катодную поляризацию защищаемой трубы путем подключения к ней анодных заземлителей. Последние обладают большим электрохимическим потенциалом в грунте, чем сам трубопровод.

Дефекты полиэтиленовых труб
Полиэтилен представляет собой высокомолекулярный продукт полимеризации этилена. Изготавливают трубы методом непрерывного выдавливания материала на специализированном оборудовании. При всех плюсах материала — небольшой массе, устойчивости к коррозии, он хрупкий и непрочный. Чаще всего разрушение трассы происходит при вскрытии грунта экскаватором. При этом возможно:
- локальное нарушение целостности;
- появление вмятины;
- частичный или полный разрыв трубопровода;
- утечка транспортируемого сырья.
Случается производственный брак или дефекты при пайке полипропиленовых труб.

В результате местного нарушения в виде прокола для его устранения применяются электросварные заглушки, усиливающие накладки. Место утечки обрабатывается и на него накладывается пластырь с последующей приваркой специальным аппаратом. Вмятины на поверхности образуются в основном при монтаже газопровода. Их устраняют полной запрессовкой трубы. Если деформации поверхности полиэтиленового изделия составляют величину более 1/10 от полной толщины стенки, то устанавливают новый фрагмент.
При разрыве изделия ремонт дефектов трубопроводов заключается в полной замене разрушенного куска, который фиксируется на двух муфтах с помощью электросварочного устройства. При работах на подводных трассах крепление осуществляется механическим способом. Чаще всего утечки – это следствие не механического повреждения, а нарушения технологии сварки, наличия остатков воды в трубе или ошибки из-за неопытности.
Поэтому требованием по качественному исправлению полиэтилена является чистая и сухая внутренняя полость трубы. В противном случае при нагревании и обжатии муфты образуется пар под избыточным давлением. Он меняет параметры сплавления синтетического материала. Возникают сквозные каналы, которые делают стык полностью непригодным к эксплуатации. Чем больше полость изделия, тем серьезнее негативные последствия.

Устройства для поиска повреждений трубопроводов
Протяженные коррозионные нарушения теплотрасс возникают по причине постепенного заполнения тепловых камер и каналов водой. Выявление повреждения трубопровода на тепловых сетях выполняется с помощью акустических и корреляционных течеискателей. Сущность поиска заключается в определении места утечки воды фиксацией звуковых сигналов датчиком вибрации, который отслеживает выброс воды вдоль контролируемого участка. Координаты нарушения устанавливаются по максимальному значению звукового сигнала в заданном диапазоне частот. Корреляционный метод предусматривает применение двух вибродатчиков, расположенных на удалении в несколько сотен метров друг от друга. Точки установки прибора определяются штатным расписанием.
Детектор повреждений трубопровода переносной марка ДПП А предназначен для нахождения точек нарушения изоляции старых и строящихся газовых сетей без раскопки котлована под любым видом дорожного покрытия. Используется для установки места нахождения труб, силовых электрических кабелей. Максимальный радиус действия при поиске действующего трубопровода – 500 м, вновь строящегося – 2 км.

Прибор позволяет проводить только периодический контроль. Он регистрирует характер изменения напряжения вдоль трассы при прохождении тока по цепи: гетеродин — труба — земля – гетеродин. Направление трассы и глубина её нахождения устанавливаются на основе метода индукции.
Прибор запитывается от батареи напряжением 9 В. Подключается к аппаратуре ОДК в контрольных пунктах, предусмотренных проектом. Длина проверяемого участка — 6 км, класс э/защиты – ІІ, сила тока – 1,5 мА. Аппарат можно эксплуатировать при температуре наружного воздуха в диапазоне – от -45 до +45°С и влажности – 45-75%.
Надежность работы систем газо-, водо-, теплоснабжения зависит от своевременного выявления причин повреждения трубопроводов и ликвидации их последствий. Закладывается она на этапе проектирования, монтажа и в процессе эксплуатации. Для этого сооружаются параллельные нитки распределительных систем, создаются закольцованные участки сети.
Источник
Дефекты трубопроводов и методы их устранения
Диагностика магистральных трубопроводных конструкций, выявление дефектов и причин их возникновения, проведение ремонтов. Непровары сварного соединения, горячие и холодные трещины. Дефекты изоляционного покрытия на трубопроводах и методы их устранения.
| Рубрика | Строительство и архитектура |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 10.05.2015 |
| Размер файла | 277,6 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Одной из важнейших проблем трубопроводного транспорта является сохранение нормального состояния линейной части промысловых и магистральных трубопроводов.
Своевременное техническое обслуживание газопровода, профилактический ремонт газопровода — это залог его долгого, бесперебойного и надежного функционирования. Эксплуатация газопровода предусматривает периодическое проведение осмотров, профилактических работ и ремонта. Все эти операции необходимы в первую очередь для безопасности — своевременного выявления и устранения возможных утечек газа. Данные работы включают в себя проверку давления внутри газопроводной системы, проверку загазованности камер, колодцев, подземных сооружений, выявление и устранение закупорок, проверка и текущий ремонт труб и газовой арматуры.
Текущий ремонт газопроводов и газового оборудования должен проводиться не реже 1 раза в 12 мес на отключенном оборудовании и газопроводах с установкой заглушек на границах отключаемого участка со стороны подачи газа.
Если возникает необходимость — газопровод подвергают капитальному ремонту.
Капитальный ремонт газопровода необходим при возникновении достаточно серьезных неисправностей, угрожающих безопасности функционирования всей системы в целом. При капитальном ремонте полностью заменяют поврежденные участки газопровода, ремонтируют или заменяют арматуру, восстанавливают или заменяют нарушенные системы изоляции, ремонтируют колодцы, средства защиты и т.д. Нередко пришедшие в негодность чугунные газопроводы при капитальном ремонте меняют на современные стальные трубопроводы.
Решение проблемы обеспечения безотказной работы трубопроводов, тем более газопроводов, — чрезвычайно важная задача. В процессе эксплуатации газопроводов возникает множество проблем, связанных с обеспечением безопасной работы. В трубопроводах возникают различные дефекты: расслоение материала, вмятины, коррозионные каверны, стресс-коррозионные трещины, эрозионный износ, царапины и др. Для решения той или иной проблемы, безусловно, надо иметь представление о состоянии дел в этом направлении.
В данной работе будут рассмотрены причины возникновения дефектов на трубопроводах, классификации и способы устранения дефектов на трубопроводе.
1. Дефекты трубопроводных конструкций и причины их возникновения
Для того чтобы определить наличие дефектов на трубопроводе необходимо провести техническое диагностирование.
Техническое диагностирование осуществляется с целью определения технического состояния газопровода и установления ресурса его дальнейшей эксплуатации, на основании проведенной экспертизы.
Появление эксплуатационных дефектов трубопроводов вызвано многообразными факторами, хорошо изученными и прогнозируемыми, а также случайными (например, повреждение трубопровода сторонними лицами и т.д.). Для обеспечения надежности трубопроводов необходим периодический контроль их параметров как конструктивных, так и функциональных (в процессе эксплуатации).
Дефект — это любое несоответствие регламентированным нормам. Главной причиной появления дефектов является отклонение рабочего параметра от нормативного значения, обоснованного допуском.
Дефекты трубопроводных конструкций подразделяются на:
— дефекты сварных соединений;
Различают следующие дефекты труб:
— металлургические — дефекты листов и лент, из которых изготавливаются трубы, т.е. различного рода расслоения, прокатная плена, вкатанная окалина, неметаллические включения и др.
— технологические — связаны с несовершенством технологии изготовления труб, которые условно можно разделить на дефекты сварки и поверхностные дефекты (наклеп при экспандировании, смещение или угловатость кромок, овальность труб)
— строительные — обусловлены несовершенством технологии строительно-монтажных работ, нарушениями технологических и проектных решений по транспортировке, монтажу, сварке, изоляционно-укладочным работам (царапины, задиры, вмятины на поверхности труб).
Причины возникновения дефектов труб:
— существующая технология прокатки металла, технология непрерывной разливки стали на отдельных металлургических заводах является одной из причин изготовления некачественных труб. Нередки случаи разрушения по причине расслоения металла.
— на трубных заводах входной контроль сырья несовершенен или полностью отсутствует. Это приводит к тому, что дефекты сырья становятся дефектами труб.
— при изготовлении труб приходится подвергать металл нагрузкам, при которых он работает за пределом текучести. Это приводит к появлению наклепа, микрорасслоений, надрывов и других скрытых дефектов. Из-за кратковременности последующих заводских испытаний труб (20…30 с) многие скрытые дефекты не выявляются и «срабатывают» уже в процессе эксплуатации МТ.
— в недостаточной степени контролируется заводами и геометрическая форма труб. Так, на трубах диаметром 500…800мм смещение кромок достигает 3мм (при норме для спирально-шовных труб 0,75…1,2мм), овальность — 2%
— механические воздействия при погрузочно-разгрузочных, транспортных и монтажных операциях приводят к появлению на трубах вмятин, рисок, царапин, задиров.
— при очистке трубопроводов скребками-резцами возникают дефекты пластической деформации локальных участков поверхности трубы — риски, подрезы и т.д. Эти концентраторы напряжений являются потенциальными очагами развития коррозионно-усталостных трещин. Очистка трубопроводов с помощью проволочных щеток исключает повреждения труб в виде подрезов, но при определенных режимах обработки приводит к деформациям поверхности металла, снижающим его коррозионную стойкость.
— коррозионные повреждения труб (внешние — в местах нарушения сплошности изоляции, а внутренние — в местах скоплений воды).
Также помимо дефектов металлургического, строительного и технологического дефектов труб различают дефекты:
Дефект сварного соединения — это отклонения разного рода от установленных норм и технических требований, которые уменьшают прочность и эксплуатационную надежность сварных соединений и могут привести к разрушению всей конструкции. Наиболее часто встречаются дефекты формы и размеров сварных швов, дефекты макро- и микроструктуры, деформация и коробление сварных конструкций.
Нарушение формы и размеров шва свидетельствуют о наличии таких дефектов, как наплывы (натеки), подрезы, прожоги, незаваренные кратеры.
Наплывы — чаще всего образуются при сварке горизонтальными швами вертикальных поверхностей, в результате натекания жидкого металла на кромки холодного основного металла. Они могут быть местными (в виде отдельных застывших капель) или протяженными вдоль шва. Причинами возникновения наплывов являются большая сила сварочного тока, длинная дуга, неправильное положение электрода, большой угол наклона изделия при сварке на подъем и спуск.
Подрезы — представляют собой углубления, образующиеся в основном металле вдоль края шва. Подрезы образуются из-за повышенной мощности сварочной горелки и приводят к ослаблению сечения основного металла и разрушению сварного соединения.
Прожоги — это проплавление основного или наплавленного металла с возможным образованием сквозных отверстий. Они возникают вследствие недостаточного притупления кромок, большого зазора между ними, большой силы сварочного тока или мощности горелки при невысоких скоростях сварки. Особенно часто прожоги наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва, а также при увеличении продолжительности сварки, малом усилии сжатия и наличии загрязнений на поверхностях свариваемых деталей или электродах (точечная и шовная контактная сварка).
Не заваренные кратеры — образуются при резком обрыве дуги в конце сварки. Они уменьшают сечение шва и могут явиться очагами образования трещин.
К дефектам макроструктуры относят дефекты: газовые поры, шлаковые включения, непровары, трещины, выявляемые с помощью средств оптики (увеличение не более чем в 10 раз).
Газовые поры — образуются в сварных швах вследствие быстрого затвердевания газонасыщенного расплавленного металла, при котором выделяющиеся газы не успевают выйти в атмосферу.(рис.2)
Рисунок 2 — газовые поры
Такой дефект наблюдается при повышенном содержании углерода в основном металле, наличии ржавчины, масла и краски на кромках основного металла и поверхности сварочной проволоки, использовании влажного или отсыревшего флюса.
Шлаковые включения — результат небрежной очистки кромок свариваемых деталей и сварочной проволоки от окалины, ржавчины и грязи, а также (при многослойной сварке) неполного удаления шлака с предыдущих слоев.
Они могут возникать при сварке длинной дугой, неправильном наклоне электрода, недостаточной силе сварочного тока, завышенной скорости сварки. Шлаковые включения различны по форме (от сферической до игольчатой) и размером (от микроскопической до нескольких миллиметров). Они могут быть расположены в корне шва, между отдельными слоями, а также внутри наплавленного металла. Шлаковые включения ослабляют сечение шва, уменьшают его прочность и являются зонами концентрации напряжений.
Рисунок 3 — шлаковые включения
Непровары — местное несплавление основного металла с наплавлением, а также несплавление между собой отдельных слоев шва при многослойной сварке из-за наличия тонкой прослойки окислов, а иногда и грубой шлаковой прослойки внутри швов.
Рисунок 4 — непровары
Причинами непроваров являются: плохая очистка металла от окалины, ржавчины и грязи, малый зазор в стыке, излишнее притупление и малый угол скоса кромок, недостаточная сила тока или мощности горелки, большая скорость сварки, смещение электрода в сторону от оси шва. Непровары по сечению шва могут возникнуть из-за вынужденных перерывов в процессе сварки.
Трещины — в зависимости от температуры образования подразделяют на горячие и холодные.
Рисунок 5 — Трещины
Горячие трещины появляются в процессе кристаллизации металла шва при температуре 1100 — 1300 С. Их образование связано с наличием полужидких прослоек между кристаллами наплавленного металла шва в конце его затвердевания и действием в нем растягивающих усадочных напряжений. Повышенное содержание в металле шва углерода, кремния, водорода и никеля также способствует образованию горячих трещин, которые обычно располагаются внутри шва. Такие трещины выявить трудно.
Холодные трещины возникают при температурах 100 — 300 С в легированных сталях и при нормальных (менее 100 С) температурах в углеродистых сталях сразу после остывания шва или через длительный промежуток времени. Основная причина их образования — значительное напряжение, возникающее в зоне сварки при распаде твердого раствора и скопление под большим давлением молекулярного водорода в пустотах, имеющихся в металле шва. Холодные трещины выходят на поверхность шва и хорошо заметны.
К дефектам микроструктуры сварного соединения относят
— нитридные, кислородные и другие неметаллические включения,
— участки перегрева и пережога.
Дефекты изоляции — нарушение сплошности; адгезия; заниженная толщина; гофры; морщины; задиры; царапины; проколы.
Основные причины образования дефектов изоляционного покрытия на трубопроводах:
1)при хранении и подготовке материалов — засорение битума и обводнение готовой мастики и ее составляющих;
2)при приготовлении грунтовки и мастики — небрежная дозировка составляющих; несоблюдение режима разогревания котла; недостаточное размешивание битума при приготовлении грунтовки;
3)при нанесении грунтовки и битумной мастики — загустение грунтовки; образование пузырьков на поверхности трубопровода; оседание пыли на поверхность труб; пропуски грунтовки и мастики на поверхности трубопровода и особенно около сварных швов; неровное нанесение мастики; охлаждение мастики; конструктивные недостатки изоляционной машины;
4)при нанесении армирующих и оберточных рулонных материалов — нарушение однородности покрытия; выдавливание слоя мастики; недостаточное погружение стеклохолста в мастику;
5)при нанесении полимерных лент — сквозные отверстия в ленте; несплошной клеевой слой; неравномерность толщины ленты в рулоне; неправильная регулировка намоточной машины; нарушение температурного режима нанесения ленты; плохая очистка поверхности труб;
6)при укладке трубопровода — нарушение технологии укладки, особенно при раздельном способе укладки; захват изолированных труб тросом; трение трубопровода о стенки траншеи при укладке; отсутствие подготовки дна траншеи; отсутствие подсыпки не менее 10см дна траншеи на участках с каменистыми и щебенистыми грунтами; плохое рыхление мерзлых грунтов и особенно отсутствие регулировки изоляционных машин;
7)при эксплуатации трубопровода — действие грунта; вес трубопровода; почвенные воды; микроорганизмы; корни растений; температурные воздействия; агрессивность грунта.
Таким образом, в связи с ростом трубопроводных сетей для природного газа, обладающих повышенным риском возникновения различного рода аварийных ситуаций, становится актуальной проблема безопасности и надежности эксплуатации газопроводов. Для решения проблем безопасности трубопроводов создаются различные исследовательские подразделения.
2. Методы устранения дефектов на трубопроводе
Процедуру назначения метода ремонта дефектной трубы начинают с формирования исходных данных, используемых при проверке условий ремонтопригодности дефектных участков труб, и условий, при выполнении которых дефектный участок трубы не ремонтируют. После формирования исходных данных проводят проверку условий взаимодействия дефектов, по результатам которой для каждой дефектной трубы формируют перечень одиночных и объединенных дефектов.
Внутритрубная инспекция позволяет получить качественную картину технического состояния участков газопроводов, являющуюся исходной информацией для планирования ремонтных работ.
В данном разделе приводятся основные положения технологий ремонта нефтепроводов, применяемых при выборочном и капитальном ремонте. Устранение дефектов при капитальном ремонте выполняется при давлении в нефтепроводе не выше 2,5 МПа.
Каждый ремонт должен отражаться в паспорте нефтепровода. Ремонтные конструкции должны быть изготовлены в заводских условиях по техническим условиям и конструкторской документации, разработанной в установленном порядке и иметь паспорт. Применение муфт и других ремонтных конструкций, изготовленных в полевых условиях (в трассовых условиях) запрещается.
Шлифовка используется для ремонта секций и соединительных деталей (отводы, тройники, переходники, заглушки и т.п.) с дефектами глубиной до 20% от номинальной толщины стенки трубы типа потеря металла (коррозионные дефекты, риски), расслоение с выходом на поверхность, мелких трещин, а также дефектов типа «аномалии сварного шва» (чешуйчатость, поры выходящие на поверхность) с остаточной высотой усиления не менее значений, указанных в РД 08.00-60.30.00-КТН-050-1-05.
Шлифовка используется для ремонта во вмятинах дополнительных дефектов — рисок, потерь металла, трещин, расслоений с выходом на поверхность.
Сварные присоединения (места старых приварок контрольно-измерительных колонок, места приварок шунтирующих перемычек и другие наплавления металла), примыкающие к бездефектному поперечному или продольному сварному шву, зашлифовываются заподлицо с поверхностью трубы. трубопровод дефект непровар изоляционный
При шлифовке путем снятия металла должна быть восстановлена плавная форма поверхности, снижена концентрация напряжений. Максимальное допустимое давление в трубе при проведении выборочного ремонта методом шлифовки — не более 2,5 МПа. Зашлифованный участок должен подвергаться визуальному, магнитопорошковому контролю или контролю методом цветной дефектоскопии.
После шлифовки должна проверяться остаточная толщина стенки трубы методом ультразвуковой толщинометрии. Остаточная толщина должна быть не менее 80 % от номинальной толщины стенки.
При шлифовке трещин перед установкой глубина выбранного металла должна превышать глубину трещины не менее, чем на 5 % от номинальной толщины стенки. Остаточная толщина стенки после шлифовки трещин должна быть не менее 5 мм.
Характеристика основных методов ремонта дефектов трубопроводов.
Существует несколько методов устранения дефектов на трубопроводе:
-используется при коррозионных дефектах, рисках, расслоениях с выходом на поверхность, при мелких трещинах;
-максимальная глубина зашлифованного участка должна быть не более 20 %
номинальной толщины стенки;
-зашлифованный участок должен подвергаться визуальному, магнитопорошковому контролю или контролю методом цветной дефектоскопии.
Заварку разрешается применять для ремонта дефектов стенки трубы типа «потеря металла» (коррозионные язвы, риски) с остаточной толщиной стенки трубы не менее 5 мм, а также дефектов типа «аномалии поперечного сварного шва» (поры, выходящие на поверхность, подрезы сварного шва, недостаточное или отсутствующее усиление, недостаточная ширина шва) на сварных швах.
Заварка допускается, если глубина и максимальный линейный размер одиночного дефекта (длина, диаметр) или его площадь не превышают величин. Расстояние между смежными повреждениями должно быть не менее 100 мм. Расстояние от завариваемых дефектов до сварных швов, в т.ч. до спиральных, должно быть не менее 100 мм.
-применяется для ремонта дефектов типа «потеря металла» (коррозионные язвы, риски) с остаточной толщиной стенки не менее 5 мм;
-максимальный линейный размер дефекта не должен превышает трех номинальных толщин стенки трубы;
-заварку разрешается проводить только на полностью заполненном нефтепроводе;
-максимальное допустимое давление в трубе при заварке должно определяться из условий:
Рзав 0,4 tост МПа при tост 8,75 мм;
Рзав 3,5 tост МПа при tост 8,75 мм,
где tост — остаточная толщина стенки на месте заварки, мм; коэффициент 0,4 имеет размерность МПа/мм.
? выполняется ручной электродуговой сваркой;
? количество наплавочных слоев (без учёта контурного шва) — не менее трёх.
Установка ремонтных конструкций
Для постоянного ремонта:
· обжимная приварная муфта;
· несколько типов гантельных муфт;
· приварной патрубок с эллиптическим днищем
Для временного ремонта:
· приварная необжимная муфта;
· приварная муфта с коническими переходами
Технологические схемы ремонта трубопроводов с заменой изоляции
· в траншее без подъема трубопровода с подкопом и поддержкой ремонтируемого участка;
· в траншее с подъемом ремонтируемого участка трубопровода трубоукладчиками на высоту, позволяющую пропустить по поднятому участку очистные и изоляционные машины без подкопа под трубопроводом;
· на бровке (берме) траншеи с подъемом его на высоту, необходимую для пропуска очистной машины.
Характеристика основных методов ремонта дефектов трубопроводов
1. Методы аварийного ремонта
Методы аварийного ремонта нефтепроводов (наложение заплат, хомутов, прижимных устройств, забивка чопиков) могут рассматриваться только как экстренные, временные методы для ликвидации аварийных ситуаций.
2. Бандажирование с помощью намоточных конструкций
Существует несколько способов ремонта труб намоткой с предварительным натягом:
· намотка стальной проволоки или ленты;
· намотка стекловолокнистых материалов с пропиткой их связующей композицией; намотка лент из композиционных материалов
Таким образом, магистральный трубопроводный транспорт является важнейшей составляющей топливно-энергетического комплекса России.
Одной из важнейших проблем трубопроводного транспорта является сохранение нормального состояния линейной части промысловых и магистральных трубопроводов.
Своевременное техническое обслуживание газопровода, профилактический ремонт газопровода — это залог его долгого, бесперебойного и надежного функционирования. Эксплуатация газопровода предусматривает периодическое проведение осмотров, профилактических работ и ремонта. Все эти операции необходимы в первую очередь для безопасности — своевременного выявления и устранения возможных утечек газа. Данные работы включают в себя проверку давления внутри газопроводной системы, проверку загазованности камер, колодцев, подземных сооружений, выявление и устранение закупорок, проверка и текущий ремонт труб и газовой арматуры. Техническое обслуживание магистрального трубопровода имеет большое значение, так как от целостности и работоспособности трубопровода будет зависеть не только прибыль и объем добычи, но и экономика в целом.
Размещено на Allbest.ru
Подобные документы
Общая характеристика объекта недвижимости. Оценка значимости различных дефектов и повреждений, причин возникновения, степень их распространения. Рекомендации по улучшению технического состояния и безопасной эксплуатации конструкций (плит покрытия) здания.
курсовая работа [246,5 K], добавлен 14.08.2014
Дефекты строительных конструкций и их последствия. Требования к технологиям монолитного железобетона. Дефекты возведения фундаментов, приводящие к снижению прочности тела фундаментов мелкого заложения и ухудшению условия их работы. Занижение марки камня.
реферат [19,0 K], добавлен 27.12.2014
Технологическая карта на восстановление физического износа балки покрытия и перегородок складского корпуса. Анализ выявленных дефектов, причин их возникновения и путей устранения. Переработка строительных отходов с получением щебеночно-песчаных смесей.
курсовая работа [28,7 K], добавлен 29.11.2010
Основные принципы безопасного труда при проведении кровельных работ, их отличительные особенности в зимнее время года. Контроль за техническим состоянием кровель, возможные дефекты и пути их устранения. Причины разгерметизации кровельного ковра.
контрольная работа [47,8 K], добавлен 13.02.2015
Главные преимущества сварочных операций, их широкое применение в народном хозяйстве. Технологический процесс выполнения сварки. Виды деформаций при сварке. Возможные дефекты сварных швов и методы их устранения. Контроль качества сварных швов изделия.
курсовая работа [1,2 M], добавлен 14.03.2011
Источник