- Ремонт узлов двигателей Deutz BFM 1012/1013. Часть 2
- Распределительный вал
- Стойка оси коромысел
- Масляный радиатор
- Топливный насос
- Форсунка
- Рейка топливного насоса высокого давления
- Воздушный компрессор
- Термостат
- Насос охлаждающей жидкости
- Вентилятор системы охлаждения
- Балансирный вал
- Привод гидронасоса
- Гидронасос с крепежным фланцем
- Сборка двигателя Deutz BFM 1012/1013. Часть 1
- Маслоразбрызгивающие форсунки, толкатели и распредвал
- Подшипники коленвала
- Балансирные валы ДВС 1012
- Ведущая шестерня, регулятор, рейка ТНВД
- Крышка распределительных шестерен и фронтальная крышка
- Поршень и шатун
- Монтаж топливного насоса высокого давления
- Маховик и шкив клиноременной передачи
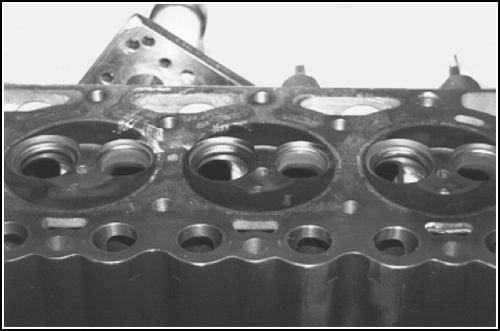
- Головка цилиндра
Ремонт узлов двигателей Deutz BFM 1012/1013. Часть 2
После размещения ГБЦ на специальной крепежной плите приступают к его разборке.
Последовательно выкручивают заглушки, и если вкручены стержневые свечи накаливания, выкручивают свечи.
Для снятия двух клапанов, впускного и выпускного, вынимают зажимной конус, тарелку пружины, затем сами пружины и уплотнительную шайбу.
ГБЦ очищают от загрязнений и проводят визуальный осмотр для того, чтобы установить возможные дефекты.
При контрольном измерении допустимая величина износа зазора стержня:
- впускного клапана – не более 0,1 мм;
- выпускного клапана – не более 0,13 мм.
- ДВС 1012 — не более 1,4 мм;
- ДВС 1013 — не более 1,5 мм;
- ДВС 1012 – 59±1,9 мм;
- ДВС 1013 – 64,7±1,3 мм n=2300;
- ДВС 1013 – 66,2 мм n=2600.
- ДВС 1012
- ДВС 1013
- С помощью монтажного рычага установить сухари., затем поставить заглушки. Усилие при затяжке должно составлять 10 + 5 Hm.
После визуального осмотра клапанов и его колец седла, производят измерения.
| Параметр | Впускной клапан | Выпускной клапан | ||
|---|---|---|---|---|
| BFM 1012 | BFM 1013 | BFM 1012 | BFM 1013 | |
| Диаметр стержня клапана | 7,98-0,015 мм | 8,98-0,015 мм | 7,96-0,015 мм | 8,96-0,015 мм |
| Толщина кромки клапана. Пределы износа | 1,8 мм | 2,1 мм | 1,1 мм | 1,8 мм |
| Диаметр тарелки клапана | 41,7±0,1 мм | 48,0±0,1 мм | 35,9±0,1 мм | 42,0±0,1 мм |
| Предел износа седел клапана по ширине | 2,7 мм | 2,8 мм | 2,1 мм | 2,2 мм |
Далее измеряется зазор между центром тарелки и уплотнительной поверхностью ГБЦ. Клапан может выступать в ГБЦ на глубину:
Измеряется длина ненапряженной пружины клапана:
С помощью прибора для обработки седла клапана производится изменение параметров угла фаски и ширины седла.
| Впуск | Выпуск | |
|---|---|---|
| Угол фаски седла клапана | 30° | 30° |
| Ширина седла клапана макс. | 2,7 мм 2,8 мм | 2,1 мм 2,2 мм |
Важно: После завершения операции по обработке повторно производится измерение зазора между центром тарелки и уплотнительной поверхностью ГБЦ.
Затем устанавливают на место уплотнительную шайбу и собирают ГБЦ, устанавливая все детали в обратной последовательности.
Важно: Стержни обоих клапанов необходимо смазать маслом. Обратить при смазке особое внимание на канавки для сухарей. Для установки клапанов надо совершить вращательное движение. При этом нужно слегка надавливать на них, чтобы вставить в направляющую стержня клапана.
Особенность ДВС 1012 состоит в том, что при установке клапанов надо ориентировать более узкие витки пружины на ГБЦ.
Распределительный вал
Проводят визуальный осмотр кулачков, коренных шеек и шестерни распредвала для определения изношенности деталей.

Стойка оси коромысел
Стойку разбирают, проводят визуальный осмотр для определения степени износа. По результатам осмотра заменяют изношенные детали, в том числе опорные шейки и регулировочный винт.

Проверяют возможность свободной подачи масла по масляному каналу. Последняя операция – сборка стойки с установкой стопорных колец.
Масляный радиатор
Масляный радиатор извлекают из картера, проводят визуальный осмотр, чтобы определить подлежащие замене детали.
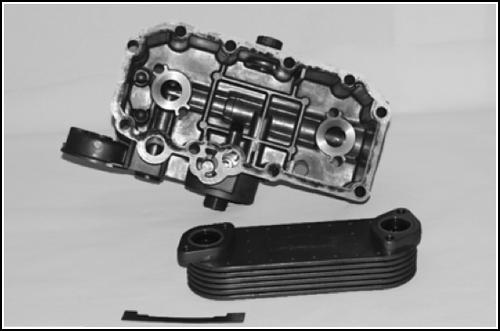
Укладывают новое уплотнение, которое имеет форму кольца.
Масляный радиатор устанавливают в картер, крепеж затягивают с усилием 20 Нм. Медные кольца меняют на новые.
Важно: Особенность ДВС BF4M заключается в необходимости установки фиксирующей пластины в корпус масляного радиатора.
ДВС BFM 1013
Из масляного радиатора извлекается пробка, выкручивается крепеж, вынимается буртик.

Проводится визуальный осмотр, чтобы определить, какие детали подлежат замене.
Укладывают новое уплотнение в форме кольца.
Масляный радиатор устанавливают в картер, вставляют крепежные болты, крепеж затягивают сначала с усилием 80 Нм, полностью затягивают с усилием 160 Нм.
Важно: Уплотнение, которое предварительно немного смазывается маслом, укладывают таким образом, чтобы резьба была закрыта.
На резьбовую пробку одевается уплотнение, предварительно с нанесенным на него смазку AP25N.
Потом закручивают пробки с усилием 80 Нм.
У некоторых модификаций ДВС есть заслонка, которую требуется установить на место.
Топливный насос
После демонтажа натяжной планки проводят визуальный осмотр этой детали и топливного насоса для решения о необходимости замены.
Завершив осмотр, натяжную планку устанавливают, закручивая крепеж с усилием 22 ± 2 Нм.
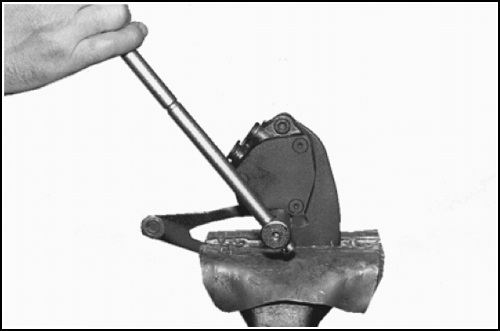
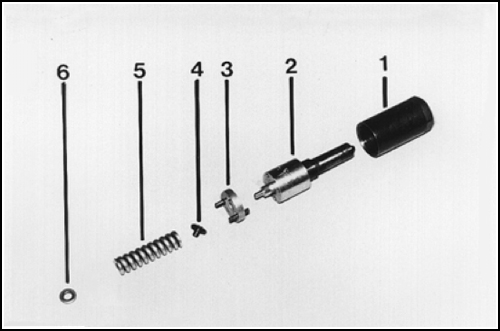
Форсунка
После откручивания накидной гайки форсунка последовательно, деталь за деталью, разбирается, начиная с накидной гайки и распылителя и заканчивая нажимной пружиной и компенсационной прокладкой. Обязательна промывка деталей в дизтопливе с последующей сушкой воздухом под давлением.
Важно: Запрещается производить отдельно замену иглы и распылителя из-за притертости этих деталей между собой, также нельзя прикасаться к игле пальцами. На вертикально установленный распылитель игла опускается под действием своего веса. Нельзя допускать резкого соскальзывания иглы вниз. Если это произошло, требуется повторная промывка форсунки в чистом дизтопливе или замена инжектора.
Производят осмотр посадочной поверхности проставки с целью определения изношенности. Проверяют наличие центровочных штифтов.
Устанавливают компенсационную прокладку.
Важно: Толщина прокладки определяет давление распыла.
В обратной последовательности устанавливают снятые детали. Буртик нажимного болта должен смотреть в сторону нажимной пружины. Штифты проставки вставляют в отверстия держателя распылителя.
Совместить центровочные отверстия распылителя со штифтами проставки, после чего установить распылитель на место.
Важно: Необходимо контролировать положение иглы в корпусе распылителя.
Установить накидную гайку и закрутить с усилием от 40 до 50 Нм.
Рейка топливного насоса высокого давления
Проводят визуальный осмотр рейки для установления деталей, подлежащих замене.
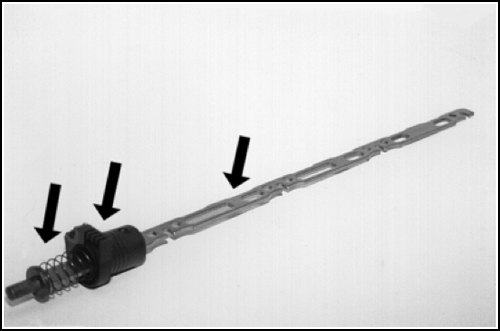
Направляющую втулку высверливают сверлом и вынимают. Втулка и распорный штифт подлежат замене.
При сборке сначала устанавливают на место рейку ТНВД, затем новые штифт и втулку, в конце устанавливается нажимная пружина. Рейка ТНВД должна быть правильно ориентирована по отношению к втулке. При установке штифта надо контролировать перпендикулярное положение отверстия относительно втулки. После этого нажать распорный штифт до конца.
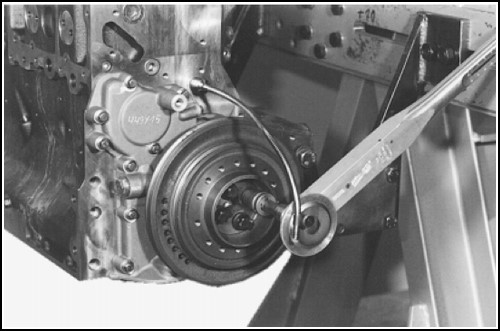
Воздушный компрессор
На шестерню установить специальный инструмент 170 630 и окрутить крепежную гайку.
С помощью съемника снять шестерню.
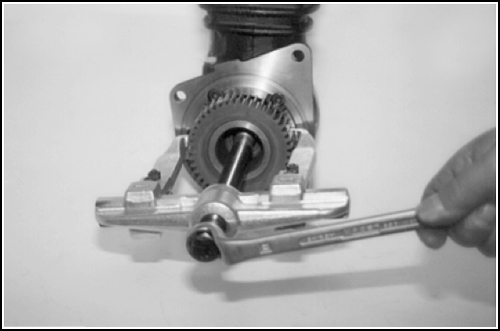
Провести визуальный осмотр снятой шестерни, чтобы выявить возможные дефекты на конусах шестерни и вала. Эти детали должны быть чистыми, смазка не должна туда попадать.
Вернуть шестерню на посадочное место и без усилия закрутить немного гайку.
Снова установить на шестерню инструмент 170 630, после чего закрутить гайку с усилием 200+50 Нм.
Термостат
Нажимают на термостат с помощью инструмента 170 090 так, чтобы он опустился вниз, после чего демонтируют.
Проводят визуальный осмотр, определяют дефектные детали и принимают решение о замене.
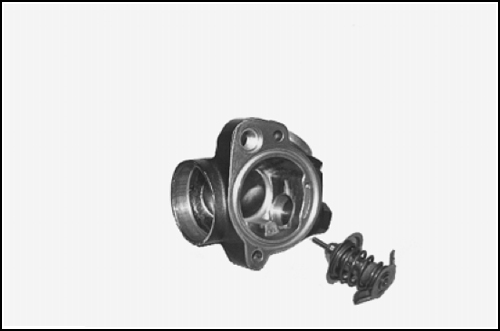
Устанавливают термостат в корпус. При установке крепежная скоба должна войти в канавку и защелкнуться.
Насос охлаждающей жидкости
Снимают шкив клиноременной передачи.
Проводят визуальный осмотр, чтобы найти возможные дефекты, и решают вопрос замены.

Устанавливают шкив обратно, закручивая крепеж с усилием 21 Нм.
Вентилятор системы охлаждения
После демонтажа крышки с помощью специального инструмента для снятия 150 800 вытаскивают стопорное кольцо и вынимают нагнетательный клапан.
Проводят визуальный осмотр для определения износа деталей, дефектные заменяют.
Устанавливают на место нагнетательный клапан, затем стопорное кольцо.
Накидным ключом немного откручивают центральный болт и демонтируют ротор и шкив клиноременной передачи.
Используя инструмент 150 800 снимают шайбу.
Извлекают из корпуса детали втулка и два шарикоподшипника, осматривают на наличие дефектов.
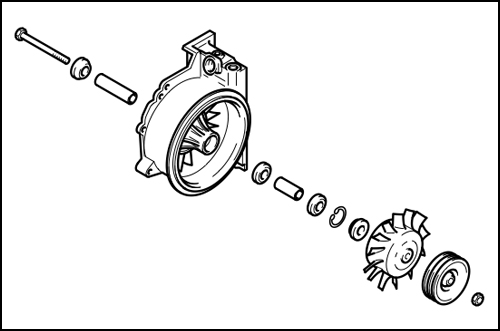
Сначала ставят на место малый подшипник, для этого надавливают на внешнее кольцо до упора.
Затем устанавливают на место дистанционную втулку и большой подшипник, также надавливая на внешнее кольцо.
Для установки полого вала с болтом и шайбой устанавливают сначала стопорное кольцо, затем протягивают через втулку вал и ставят упор.
Ставят на место ротор и шкив клиноременной передачи, закручивают гайку с усилием 120 Нм. Гайку ставят новую. При завертывании надо придержать болт.
Заканчивают эту операцию установкой нового уплотнения и возвращением на место крышки, крепеж которой закручивают с усилием 9 Нм.
Балансирный вал
Проводят визуальный осмотр деталей с целью определения изношенности.
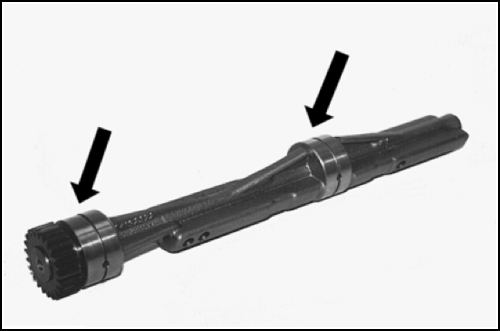
Привод гидронасоса
После снятия упорной шайбы проводят визуальный осмотр деталей на наличие дефектов. Дефектные детали заменяют на новые или ремонтируют.
Проводят замеры втулок в двух точках и двух плоскостях.
Внутренний диаметр — 60,0 + 0,054 мм;
Предел износа — 60,0 + 0,080 мм.
Если допустимая величина износа превышена, производят замену деталей.
В соответствии с монтажной схемой втулки подшипника запрессовывают. Смазку втулок и вала производят моторным маслом.
Важно: Необходимо контролировать, чтобы у отверстий обоих валов был свободный проход.
После установки шайбы закручивается крепеж с усилием 8,5 ± 1,0 Нм и ставится новый уплотнитель круглой формы.
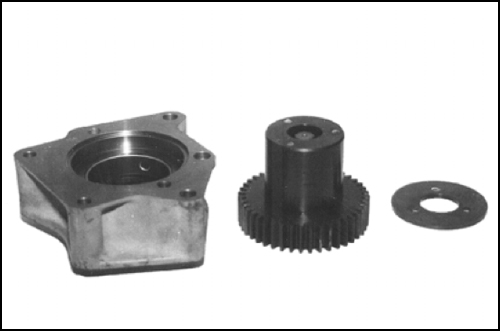
Гидронасос с крепежным фланцем
Освободить и вынуть шестерню, затем произвести визуальный осмотр деталей.
На фланец гидронасоса и его корпус одеть новые уплотнения, после чего установить фланец на гидронасос.
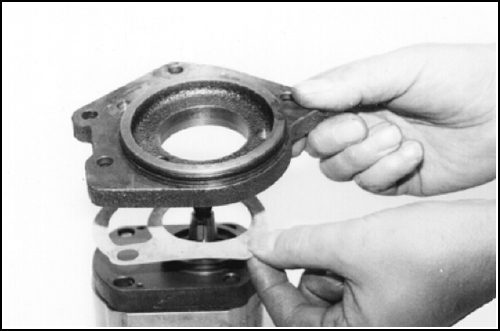
Вернуть на место шестерню. Крепеж закрутить с усилием 80 Нм.
Важно: Призматическая шпонка должна быть на месте.
Источник
Сборка двигателя Deutz BFM 1012/1013. Часть 1
Маслоразбрызгивающие форсунки, толкатели и распредвал
- Форсунки устанавливаются на место. Чтобы они встали до упора необходимо нажать.
- Устанавливаются на место толкатели, затем распредвал.
Подшипники коленвала
Штихмас устанавливается на размеры:
- для ДВС 1012 – 36 мм;
- для ДВС 1013 − 38 мм.
| Двигатель | Номинальная ширина шейки | Предел ремонтного размера |
|---|---|---|
| BFM 1012 | 36+0,04 мм | 36,4+0,04 мм |
| BFM 1013 | 38+0,06 мм | 38,4+0,06 мм |
- После установки вкладышей подшипника, их размещают в крышке коренного подшипника.
После того, как упорные кольца будут приложены к крышке упорного коренного подшипника, производятся замеры. Осевой зазор определяется, как разница между первым и вторым размерами. Например, на ДВС 1012 первый размер составляет 36,04 мм, второй – 35,90 мм. Разница 0,14 мм между ними и даст величину осевого зазора. Допускается осевой зазор в следующих пределах:
- для ДВС 1012 – от 0,1 до 0,3 мм;
- для ДВС 1013 – от 0,1 до 0,3 мм.
- На коленвале до монтажа делается отметка.
- Ставиться отметка на распредвале, после чего он должен быть правильно установлен.
- Устанавливается коленвал, необходимо добиться совмещения нанесенных отметок.
- Перед установкой упорных колец проверяется, чтобы их антифрикционный слой был обращен к щеке коленвала.
- Устанавливаются половинки, у которых нет направляющего выступа.
- Вторые половинки, у которых выступ есть, устанавливаются в крышке с нанесением смазки. Смазка используется в качестве клея. Направленность антифрикционного слоя должна быть такой же, как и примененная ранее.
- Крышка упорного коренного подшипника ставиться на место. Местонахождение крышки первого подшипника – на стороне маховика.
Внимание! У ДВС 1012 надо контролировать, чтобы бобышки смотрели на маховик.
- Дальнейшая установка крышек производится в соответствии с их номерами.
Закручивается крепеж в соответствии с требованиями:
Начальное усилие должно составлять:
- для ДВС 1012 – 30 Нм;
- для ДВС 1013 – 50 Нм.
Затем последовательно болты подтягиваются:
- в первый раз на 60°;
- во второй раз на 60°.
Крепеж можно использовать не больше 3 раз.
Балансирные валы ДВС 1012
- ДВС разворачивают на 180° и с помощью инструмента выкручиваются пробки.
- Ставиться на место балансирный вал таким образом, чтобы грузы смотрели в сторону уплотнителя масляного поддона.
- Регулировочный болт вкручивается в картер до конца. Нужно добиться совмещения расточек картера и вала.
- На место устанавливается упорная шайба. Необходимо ее отцентровать, ориентируясь на ось балансирного вала.
- Закручивается болт с усилием 29 Нм.
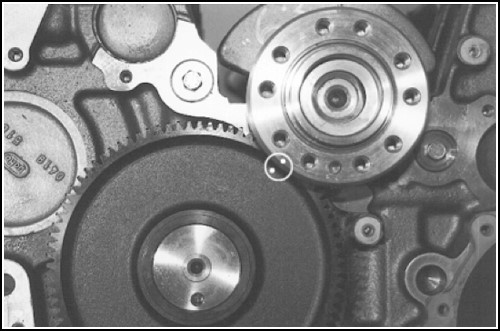
- Коленвал монтируется таким образом, чтобы первый цилиндр оказался на ВМТ. Для этого отметка на коленвале совмещается с проходящей через центры двух валов (коленчатого и распределительного) линии.
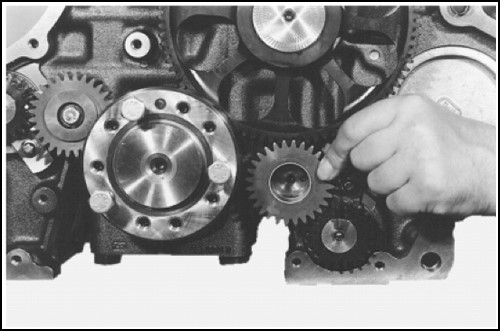
- На место ставится промежуточная шестерня. После установки на нее нажимают с легким усилием так, чтобы эта шестерня вошла в зацепление с шестерней коленвала.
- На противоположных зубьях шестерни делается отметка.
- По часовой поворачивается коленвал, величина поворота – 3 зуба.
- Затем делается поворот коленвала в противоположную сторону так, чтобы совпали расточки.
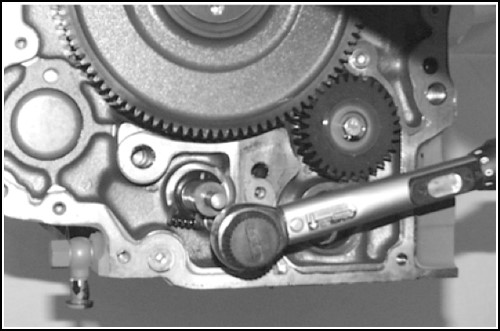
- Устанавливается коренная шейка и слегка поворачивается коленвал поочередно в противоположные стороны для того, чтобы удостовериться в достигнутой центровке коренных шеек.
- После установки на место крепежного болта его закручивают с усилием 29 Нм.
- Балансирный вал монтируется так, чтобы грузы были ориентированы уплотнителя масляного поддона.
- Болт регулировки вала вставляется в картер до конца. При этом требуется следить за совмещением расточек вала и картера.
- Упорная шайба устанавливается на место. Проводится отцентровка, ориентируясь на ось балансирного вала.
- После установки на место крепежного болта, он закручивается с усилием 29 Нм.
- При установке промежуточной шестерни необходимо следить за совмещением отверстий.
- Устанавливается коренная шейка.
- После установки на место крепежного болта его закручивают с усилием 29 Нм.
- Затем надо извлечь 2 болта для регулировки.
- Берут новые медные кольца для уплотнения и закрывают ими отверстия.
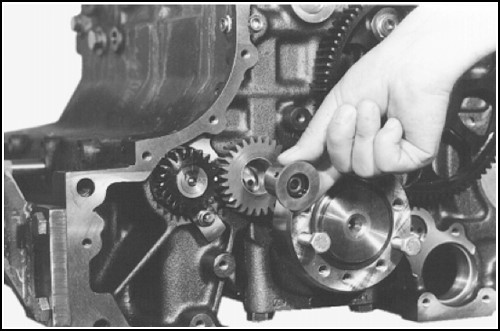
Ведущая шестерня, регулятор, рейка ТНВД
- Собирается ведущая шестерня и опорная шейка, затем они устанавливаются на место. Закручивают крепеж с усилием 21 Нм.
- Ставят на место рейку топливного насоса высокого давления, одновременно устанавливают направляющую втулку.
- На крепеж нанести средство для фиксации DW 71 и закрутить. Усилие должно составлять 10+2 Нм.
Крышка распределительных шестерен и фронтальная крышка
- В точках смазки, нанести на крышки распределительных шестерен средство для уплотнения DW 67.
- Крышка ставится на место, немного прикручивается крепеж, выравнивается деталь по отношению к уплотнителю масляного поддона. После выравнивания крепеж закручивается с усилием 21+2 Нм.
- На роторы во фронтальной крышке наносится немного масла. Уплотнитель фиксируется средством для фиксации DW 71.
- ДВС разворачивается на 180° так, чтобы уплотнитель масляного поддона смотрел вниз.
- Производится выравнивание ротора по отношению к коленвалу.
- Фронтальная крышка ставиться на место, немного прикручивается крепеж, выравнивается деталь по отношению к уплотнителю масляного поддона. После выравнивания закрутить крепеж с усилием 21+2 Нм.
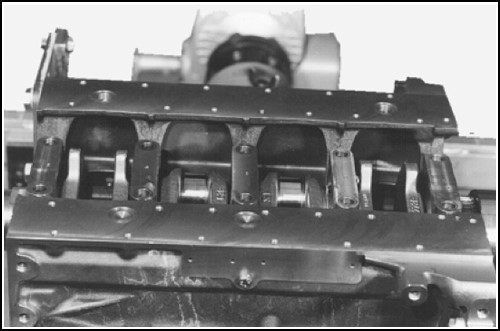
Поршень и шатун
- В шатун вставляются вкладыши шатунного подшипника.
- Угол смещения замков поршневых колец должен составлять 90° — 120° между собой.
- Поршень вместе с шатуном устанавливается в БЦ так, чтобы значок, соответствующий маховику, смотрел на него.
- Необходимо надавить на шатун. Нажимать надо в сторону шатунной шейки. После этого ставиться крышка.
Крепеж закручивается в соответствии с требованиями:
Начальное усилие должно составлять — 30 Нм.
Затем последовательно болты подтягиваются:
- в первый раз на 60°;
- во второй раз ДВС 1012 на 30°, а ДВС 1013 на 60°.
Монтаж топливного насоса высокого давления
Определение верхней мертвой точки для поршня, который относится к ТНВД
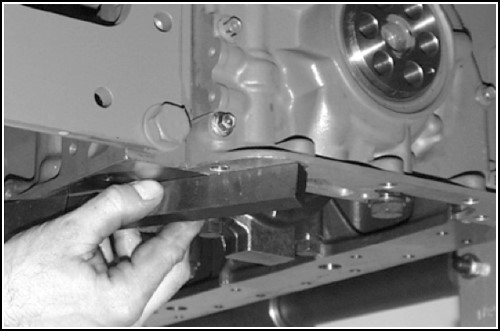
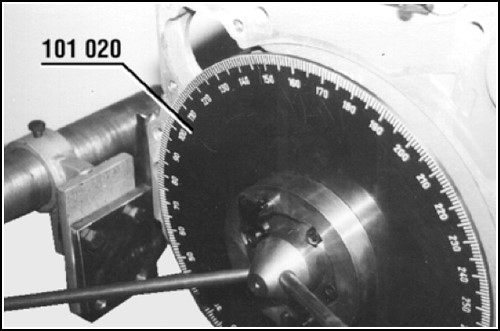
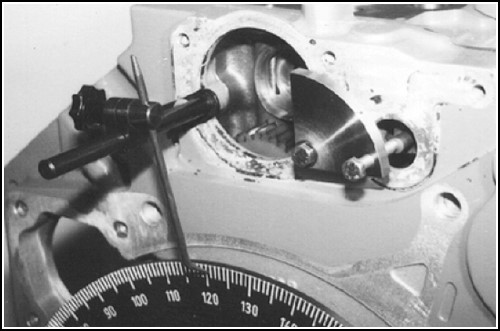
- Рейка для замера устанавливается на верхней мертвой точки. Поворачивать коленвал необходимо в сторону вращения ДВС и вращать до тех пор, пока стрелка индикатора не достигнет верхней мертвой точки. Индикатор выставляется на 0.
- Далее коленвал поворачивается в противоположную сторону на 90°. Снова изменить направление вращения коленвала. Остановить вал нужно в 8 мм от верхней мертвой точки. Диск со шкалой выставляется на 0.
- Коленвал разворачивается на 90° в том направлении, в котором вращается ДВС. Изменить направление вращения коленвала и остановить вал нужно в 8 мм от верхней мертвой точки. Записать значение в градусах. Верхняя мертвая точка – это половина полученного значения.
- Разворачивается коленвал до отметки на диске, которая соответствует половине полученного значения.
- Перестать вращать коленвал. Немного открутить болты, диск установить на 0.
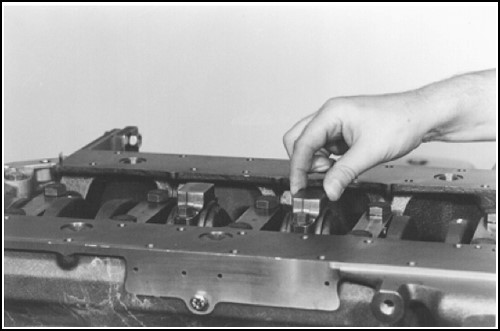
- На место ставятся роликовые толкатели.

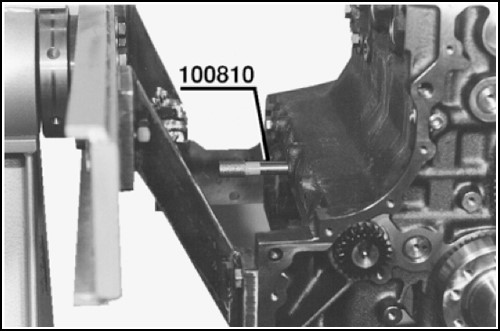
Установка момента впрыска ТНВД
Индикатор в приспособлении для проведения измерений выставляется на 0.
- ДВС 1012: индикатор 100 780, установочный размер – 115 мм;
- ДВС 1012: индикатор 100 860, размер – 126 мм;
- ДВС 1013: индикатор 100 840, размер – 150 мм.
Повторить эти шаги для каждого топливного насос высокого давления.

ТНВД
Внимание! Очередность этапов работ по сборке топливного насоса высокого давления должны быть повторены для каждого насоса.
- Рычаг поворотного кулака топливного насоса высокого давления выставляется в среднее положение.
- На плоскость с предосторожностями ставится роликовый толкатель нужного цилиндра. Наносится немного масла в гнездо и на кольца уплотнения. После этого аккуратно в рейку топливного насоса высокого давления заводится рычаг поворотного кулака.
- Фланец ставится на место так, чтобы он был ориентирован на корпус топливного насоса высокого давления. На крепеж наносится немного масла, после чего он закручивается с усилием 5 Нм.
- После этого крепеж отворачивают на 60°.
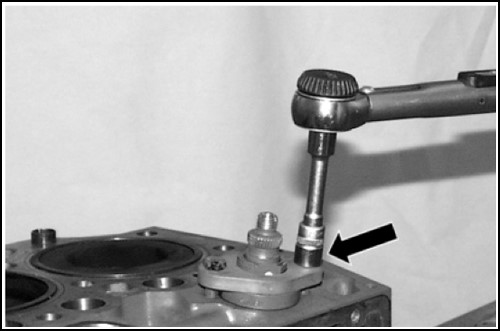
- С помощью торцевого ключа аккуратно против часовой поворачивают топливный насос высокого давления пока не станет заметен упор.
- Опять закручивают крепеж на 60°. Делается это постепенно: затянуть с усилием 7 Нм, повторить − с 10 Нм и завершить – с 30 Нм. Начинают закручивать крепеж с наружного болта.
Проведение замера хода рейки (вместе с топливными насосами высокого давления)
- После откручивания и удаления стопора разворачивают приспособление.
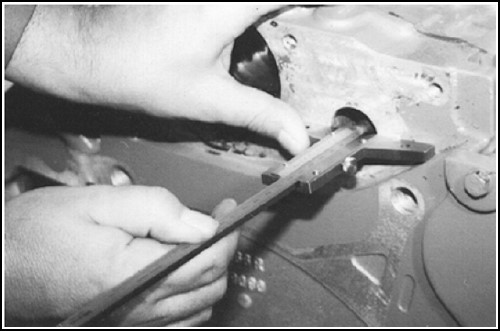
- Производится замер расстояния от стопора до той точки, где рейка остановилась.
- Далее производится замер расстояния от стопора до точки, где рейка начинает движение. Разница между этими расстояниями считается ходом рейки.
- Снимается стопор, стрелка и диск с нанесенной шкалой.
Проверка и замер хода рейки
- Рейка должна оказывать одинаковое сопротивление, когда ее задвигают медленно. После того, как нажатие на рейку прекратилось, пружина должна вернуть ее в начальное положение.
- Измеряется ход рейки от крышки распределительных шестерен до той точки, где рейка остановилась. Это значение учитывают, если регулятор требуется поменять или отремонтировать.
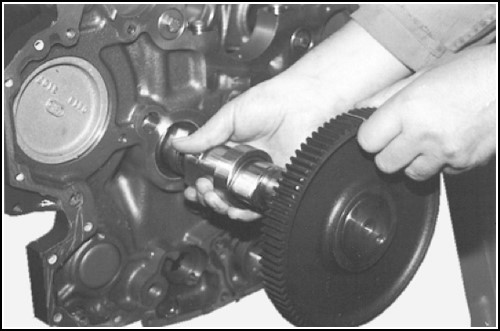
Маховик и шкив клиноременной передачи
- Поставить маховик на место, используя самодельный инструмент (оправку). Вручную закрутить крепеж.
Придерживая деталь, закрутить крепеж согласно требованиям:
Начальная протяжка должна производиться для крепежа с размерами:
- 35-45 мм с усилием от 20 до 30 Нм;
- 50-85 мм — от 30 до 40 Нм.
Первый угол дополнительной протяжки для крепежа всех размеров − 60º.
Второй угол дополнительной протяжки для крепежа с размерами:
- 30 мм – 30°;
- 35-85 мм) – 60°.
При наличии подтверждающих документов крепеж разрешено использовать до 5 раз.
- Шкив клиноременной передачи ставится на место. Придерживая шкив, закручивается крепеж согласно требованиям:
Начальная протяжка должна производится с усилием от 40 до 50 Нм.
Первый угол дополнительной протяжки для крепежа с размерами:
- 60 мм – 60°;
- 80 мм – 60°.
Второй угол дополнительной протяжки для крепежа размерами:
- 60 мм – 30°;
- 80 мм – 60°.
При наличии подтверждающих документов крепеж разрешено использовать до 5 раз.
Головка цилиндра
- Выбирается соответствующая прокладка для головки цилиндра, индикатор устанавливается на 0.
- Индикатор устанавливается на первом поршне в точках проведения измерений и измеряется, насколько поршень максимально выступает. Такие измерения провести на каждом поршне.
Точки, на которые требуется обратить внимание:
Источник