- Диаметры цилиндров 1 ремонта
- Ремонтные размеры гильз блока цилиндров
- Статья про ремонтные размеры гильз блока цилиндров
- Особенности строения блока цилиндра двигателя
- Определение ремонтных размеров гильз блока цилиндров
- Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
- Ремонт блока цилиндров двигателей ВАЗ, дефектовка, проверка плоскости и герметичности, измерение диаметра цилиндров, расточка и хонингование, контрольные величины и зазоры.
- Измерение диаметра цилиндров блока цилиндров двигателей ВАЗ.
- Виды износа цилиндров блока цилиндров двигателей ВАЗ.
- Расточка и хонингование блока цилиндров двигателей ВАЗ.
Диаметры цилиндров 1 ремонта
Размеры блока цилиндров ВАЗ: 2103, 2106, 21213, 21214, 2123, 2130.
Блок цилиндров 2103.
Применяемость — на двигателях: ВАЗ-2103, 21043, 21053, 21061, 2107.
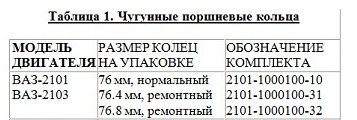
Какой размер поршневых колец на ваз 2103:
Блок цилиндров 2106.
Сколько весит блок двигателя ваз 2106? — Вес — 39,200 кг.
Применяемость — на двигателях: ВАЗ 2106, 21067, 21074, 2121 «Нива».
Блок цилиндров 21213.
Применяемость — на двигателях: ВАЗ 21213, 21073, 21214.
Блок цилиндров 21214.
Применяемость — на двигателях: ВАЗ 21214, 21073, 21213.
Блок цилиндров 2123.
Применяемость — на двигателях: ВАЗ 2123.
Блок цилиндров 2130.
Применяемость — на двигателях: ВАЗ 2130.
Все вышеперечисленные блоки применяются на двигателях, которые относятся к линейке моторов «классической» конструкции.
Все эти блоки цилиндров объединяет одинаковые размеры:
— расстояние между осями смежных цилиндров, которое составляет 95,00 мм;
— диаметр постели для опор коленчатого вала.
В таблице приведены основные размеры блоков цилиндров ВАЗ. (размеры ремонта блока)
| Модель блока цилиндров | Dc(мм) | H(мм) | Lc(мм) | d(мм) |
|---|---|---|---|---|
| ВАЗ 2101 * | 76.00 +0,05 | 207.10 -0,15 | 95.00 | 54.52-0,013 |
| ВАЗ 21011 * | 79.00 +0,05 | 207.10 -0,15 | 95.00 | 54.52-0,013 |
| ВАЗ 2103 | 76.00 +0,05 | 215.90 -0,15 | 95.00 | 54.52-0,013 |
| ВАЗ 2106 | 79.00 +0,05 | 215.90 -0,15 | 95.00 | 54.52 -0,013 |
| ВАЗ 21213 | 82.00 +0,05 | 214,58 -0,15 | 95.00 | 54.52 -0,013 |
| ВАЗ 21214 | 82.00 +0,05 | 214,58 -0,15 | 95.00 | 54.52 -0,013 |
| ВАЗ 2123 | 82.00 +0,05 | 214,58 -0,15 | 95.00 | 54.52 -0,013 |
| ВАЗ 2130 | 82.00 +0,05 | 215.90 -0,15 | 95.00 | 54.52 -0,013 |
* — сняты с производства на ОАО «АВТОВАЗ»
Dc — Диаметр цилиндра блока ВАЗ;
H — Расстояние между верхней плоскостью блока и осью коленчатого вала (высота блока ВАЗ);
Lc — Расстояние между осями соседних цилиндров блока (межцилиндровое расстояние);
d — Диаметр расточки опор коленчатого вала (под коренные вкладыши).
По результатам окончательной обработки поверхности цилиндров, в зависимости от размеров диаметра, присваивается размерный класс цилиндра. Для цилиндров определены пять размерных групп, которые обозначаются буквами: A, B, C, D, E . Класс цилиндра наносится на поверхность блока, напротив каждого цилиндра. Для каждого номинального диаметра цилиндра, приняты свои размерные классы.
| Класс | A | B | C | D | E |
|---|---|---|---|---|---|
| Диаметр цилиндра 76 (мм), | 76,000-76,010 | 76,010-76,020 | 76,020-76,030 | 76,030-76,040 | 76,040-76,050 |
| Диаметр цилиндра 79 (мм), | 79,000-79,010 | 79,010-79,020 | 79,020-79,030 | 79,030-79,040 | 79,040-79,050 |
| Диаметр цилиндра 82 (мм), блок: ВАЗ 21213, ВАЗ 21214, ВАЗ 2123, ВАЗ 2130. | 82,000-82,010 | 82,010-82,020 | 82,020-82,030 | 82,030-82,040 | 82,040-82,050 |
Цилиндру с определенным классом, подбирается поршень соответсвующего класса.
Контроль диаметра и износ поверхности цилиндров осуществляется с помощью прибора — нутромера.
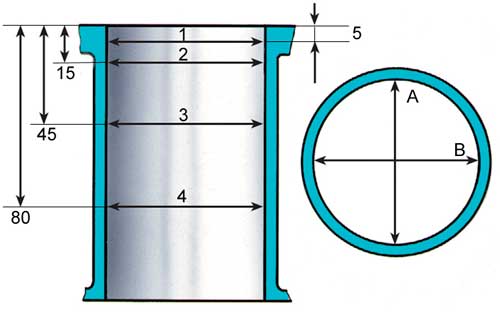
Замеры производятся на уровне нескольких поясов, во взаимно перпендикулярных направлениях. В верхней части цилиндра, на расстоянии не более 5 мм от верхней плоскости блока, находится зона где износ отсутствует и размер соответствует номинальному диаметру цилиндра. Если на одном из других контрольных участков цилиндра, будут выявленны отклонения размера на величину превышающую 0,15 мм от номинального, то необходимо произвести расточку цилиндров блока с последующей их хонинговкой до ближайшего ремонтного размера. В зависимости от условий эксплуатации двигателя и соблюдения технических требований, необходимость в расточке цилиндров может возникнуть после 120 — 250 тыс. км. пробега автомобиля.
Для увеличения сроков эксплуатации блоков, определены два ремонтных размера для каждого из номинальных диаметров цилиндра. Каждый ремонтный размер отличается от предыдущего размера на 0,4 мм. В таблице представленны ремонтные размеры цилиндров блока, их промежуточные размеры под расточку и хонинговку.
Ремонтным размерам цилиндров подбираются ремонтные размеры поршней соответствующего класса. В итоге, добиваются величины зазора в 0,05-0,07 мм между цилиндром и поршнем.
Источник
Ремонтные размеры гильз блока цилиндров
Статья про ремонтные размеры гильз блока цилиндров
 В этой статье мы расскажем как определить ремонтные размеры гильз блока цилиндров. Приведем методику и таблицу расчета параметров ремонтного размера для восстановления гильз.
В этой статье мы расскажем как определить ремонтные размеры гильз блока цилиндров. Приведем методику и таблицу расчета параметров ремонтного размера для восстановления гильз.
Для начала Вам нужно знать:
— особенности строения блока цилиндра двигателя;
— какие бывают дефекты гильз блока цилиндров двигателей, их причины и способы устранения, а также какие профилактические работы нужно совершать для предотвращения дефектов;
— определение ремонтных размеров гильз блока цилиндров.
Зная все эти особенности можно будет приступить к расчету величины ремонтного размера гильз блоков цилиндров.
Введение:
В данное время технология ремонта автомобиля не стоит на месте и, как и все остальные отрасли науки и техники, добилась высоких результатов в восстановлении поврежденных деталей двигателя. С помощью специального оборудования можно выполнить практически любой ремонт как Вашего двигателя, так и любой детали автомобиля в целом. Наша компания давно работает в данной сфере обслуживания. Мы изготавливаем гильзы цилиндров и седла клапанов любых размеров по приемлемым ценам для ремонта Вашего двигателя.
Особенности строения блока цилиндра двигателя
Блоки цилиндров авто и мото, а также сильхоз и спецтехники делят на 2 вида: линейные (для рядных двигателей) и V-образные. В них используются мокрые и сухие гильзы. Помимо этого, блоки цилиндров подразделяют на 1 и 2-х рядные, с нижним и с верхним размещением клапанов. Стандартное число цилиндров в двигателях равняется от 2 до 12. Линейные блоки с чугунными или алюминиевыми гильзами с клапанами в верхнем положении используются в малолитражных двигателях. Толщина стенок чугунных гильз равняется 5-8 мм. Размеры стенок водяных рубашек — 4-7 мм. Толщина стенок алюминиевых гильз на 1,6-1,9 мм больше, чем у чугунных гильз цилиндров. Блоки цилиндров советского происхождения делают из серого легированного чугуна или алюминиевого сплава.
Определение ремонтных размеров гильз блока цилиндров
Работоспособность двигателя зависит от состояния рабочей поверхности цилиндров. В процессе работы двигателя со временем происходит износ цилиндров, что влечет за собой понижение мощности, расход топлива и смазки значительно увеличивается, возрастает нагар, увеличивается количество выделяемых токсичных веществ, затруднение запуска двигателя и т.д. Износ поверхности гильзы можно определяется увеличением диаметра, изменением геометрических размеров на овал или на конус.
Для того, чтобы измерить гильзу и диаметр цилиндра необходим нутромер – специальный инструмент для определения внутреннего диаметра или интервала между двумя поверхностями. Совет: при наличии износа более 0,35 мм гильзу следует извлечь из блока цилиндров и отправить в ремонт для шлифовки под ремонтный размер или купить новую. Заказать (купить) новую можно на нашем производстве, специализирующем на изготовлении гильз для любых типов двигателей.
Замена гильзы цилиндров, не менее важный процесс, чем остальные, например: расточка и хонингование. Существует два способа заменить гильзы цилиндров. Первый – заменить весь блок цилиндров, второй – провести гильзование (восстановление поверхности цилиндра путем применения ремонтной гильзы). Лично я бы выбрал гильзование. Почему? Сейчас объясню.
Во-первых: самый большой плюс гильзования в наше время это экономичность покупки. За замену нового блока цилиндров Вам придется выложить сотни долларов в отличии покупки гильз за 200-300 грн.
Во-вторых: всем известно, что блок цилиндров — это номерная деталь автомобиля. И замена такого номерного агрегата — процесс очень бюрократический и займет кучу времени, не говоря уже о нервах. Ненавижу бюрократию в нашей стране.
В-третьих: 5-10 % новых блоков цилиндров советских моторов могут иметь некоторые дефекты. Сорванные резьбы, отсутствие заглушек, не герметичность масляных каналов и даже микротрещины на внешней поверхности цилиндров. И это еще не весь список.
В-четвертых: если заказывать гильзы у нас, то можно быть уверенным в качестве продукции. Мы применяем современное оборудование, технологии произведенных гильз соответствуют всем ГОСТам, а специалисты имеют большой опыт в изготовлении гильз по Вашим размерам.
В таблице ниже приведены размеры гильз (номинальные и ремонтные).
[table /]
2 комментария
Применение изложенной выше технологии ремонта блоков цилиндров при вполне приемлемых затратах обеспечило достижение необходимой точности размеров и формы отверстий цилиндров и, тем самым, восстановление работоспособного состояния цилиндропоршневой группы двигателя, который установлен на автомобиль AUDI A8 и успешно эксплуатируется.
Спасибо за быструю доставку и качественный товар.
Источник
Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
Перед началом ремонта блока цилиндров двигателей ВАЗ, первым делом нужно тщательно вымыть блок. Продуть и просушить его сжатым воздухом, особенно масляные каналы. Если в опорах или в других местах блока имеются трещины, он подлежит замене.
Ремонт блока цилиндров двигателей ВАЗ, дефектовка, проверка плоскости и герметичности, измерение диаметра цилиндров, расточка и хонингование, контрольные величины и зазоры.
Привалочная плоскость блока цилиндров двигателей ВАЗ может быть деформирована. Поэтому следует проверить ее с помощью линейки и набора щупов. Линейку необходимо устанавливать по диагоналям и осям плоскости. Если плоскость искривлена более чем на 0,1 мм, блок цилиндров нужно заменить.
Контролируемые размеры блока цилиндров двигателей ВАЗ.

Если было замечено попадание охлаждающей жидкости в картер, необходимо проверить герметичность блока цилиндров. Заглушив отверстия охлаждающей рубашки блока, нужно нагнетать в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см2). В течение 2 минут не должно наблюдаться утечки воды из блока.
Если отмечалось попадание моторного масла в охлаждающую жидкость, следует проверить блок на наличие трещин в зонах масляных каналов. Это можно делать на автомобиле:
— Слить охлаждающую жидкость из системы охлаждения.
— Снять головку цилиндров.
— Заполнить рубашку охлаждения блока цилиндров водой.
— Подать сжатый воздух в вертикальный масляный канал блока цилиндров.
В случае появления пузырьков воздуха в воде, заполняющей рубашку охлаждения, блок цилиндров придется заменить.
Измерение диаметра цилиндров блока цилиндров двигателей ВАЗ.
Диаметр цилиндра блока цилиндров двигателей ВАЗ измеряют нутромером в четырех поясах как в продольном, так и в поперечном направлении. В зоне верхнего пояса цилиндры не изнашиваются. Разность размеров в верхнем и остальных поясах показывает величину износа цилиндров. При износе цилиндров до 0,15 мм их рекомендуют только хонинговать.
Измерение цилиндра нутромером.

Если величина износа более 0,15 мм, следует расточить цилиндры до ближайшего ремонтного размера поршней, увеличенного на 0,4 или 0,8 мм от номинала. Оставив припуск 0,03 мм на диаметр для хонингования.
Виды износа цилиндров блока цилиндров двигателей ВАЗ.
Встречаются цилиндры с овальным и бочкообразным износом. Мелкие частые риски на поверхности цилиндра по всей высоте движения первого компрессионного кольца означают, что скалывавшиеся частицы хромового покрытия царапали цилиндр. Соответственно, качество хромирования этого кольца низкое. Если зеркало цилиндра матовое, значит, это явно абразивный износ из-за пыли, попадавшей через негерметичный корпус воздушного фильтра.
Цилиндры блока цилиндров двигателей ВАЗ по диаметру разбиты на пять классов: А, В, С, D, Е, их размеры различаются на 0,01 мм. Класс цилиндра отмечен на нижней плоскости блока. Там же, а также на крышках коренных подшипников клеймится условный номер блока цилиндров, указывающий на принадлежность крышек к данному блоку.
Маркировка блока цилиндров двигателей ВАЗ.

После выяснения износа необходимо определить ремонтный размер, приобрести поршни нужного размера и провести обработку цилиндров под каждый из них индивидуально. Днища поршней следует пометить номерами цилиндров.
Расточка и хонингование блока цилиндров двигателей ВАЗ.
Если мастерская, куда вы намереваетесь отдать блок для расточки цилиндров, примет его в работу без поршней, заберите его скорее и ищите другую мастерскую. На блоке, принятом в ремонт, должен быть выбит номер квитанции мастерской. Это привязка на случай претензий по качеству.
Расточку обычно проводят твердосплавными резцами при частоте вращения шпинделя около 315 об/мин с подачей 0,05-0,08 мм/об. Припуск на чистовое растачивание — не более 0,15 мм. Получаемая шероховатость поверхности Ra — 1,25 мкм. До хонингования допускается небольшая чернота шириной до 10 мм и глубиной не более 0,03 мм. Оставляемый припуск на хонингование — 0,04-0,08 мм.
Окончательная обработка цилиндров — хонингование до достижения нужного размера и шероховатости Ra = 0,32 мкм, овальности и конусности в пределах 0,02 мм. Хонингуют цилиндр в два приема. Припуск на предварительную доводку составляет 0,03-0,08 мм. На окончательную — 0,01-0,03 мм. Частота вращения хона (хонинговальной головки) около 284 об/мин. Скорость возвратно-поступательного движения — 22 м/мин при предварительной обработке и 14 м/мин при окончательной.
Хонинговальная головка, абразивные бруски которой прижимаются пружинами к стенкам цилиндра, выполняет вращательное движение вокруг своей оси и возвратно-поступательное — вдоль оси. Хонингование происходит при непрерывной подаче охлаждающей жидкости. Чаще всего керосина или керосина с 10-20 % машинного масла. В результате обработки, помимо снятия металла для доводки диаметра до нужного размера, на зеркале цилиндра образуются риски глубиной до 0,05 мм под углом 50-60 градусов друг к другу.
Цилиндр после хонингования и проверка зазора.

В этих микроуглублениях задерживается масло, необходимое для смазки колец и поршней. Точность размеров обработанного цилиндра составляет 0,005-0,010 мм. Овальность и конусность — не более 0,03 мм.
После расточки и хонингования цилиндров замеряют зазоры между стенками цилиндра и соответствующим поршнем согласно меткам на днищах поршней. Вставив поршень в цилиндр на нужную глубину и ведя замер поперек блока. При замерах необходимо следить за температурой деталей, так как при обработке цилиндр нагревается.
Контролируемые размеры цилиндров и поршней по классам.

Зазоры в паре «поршень — цилиндр» выдерживаются с высокой точностью (допуск — 0,02 мм). Так как для нормальной смазки трущихся деталей необходимо наличие между ними заданного зазора. Толщина слоя горячего масла на вертикальной металлической поверхности равна примерно 0,02 мм, а зазор должен быть вдвое больше. Отсутствие зазора не дает возможности удержать масляную пленку, и последствия этого известны: заедание, задиры и заклинивание деталей.
Контрольные величины зазоров поршневой группы блока цилиндров двигателей ВАЗ.

Зазор контролируют по перемещению поршня в цилиндре. Чистый поршень в чистом цилиндре при одинаковой температуре поршня и цилиндра не должен падать. А лишь медленно опускаться под действием собственного веса или при легком нажатии пальцем.
По материалам книги «Ремонт двигателя своими руками».
Волгин В.В.
Источник