- Контрольная работа: Технический процесс восстановления водяного насоса
- Разработка технологического процесса на ремонт корпуса водяного насоса
- Исследование технической документации автомобиля. Разработка маршрутов ремонта корпуса водяного насоса. Выбор основных способов устранения дефектов. Определение норм времени технологического процесса на ремонт корпуса водяного насоса двигателя ЗИЛ.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Контрольная работа: Технический процесс восстановления водяного насоса
| Название: Технический процесс восстановления водяного насоса Раздел: Промышленность, производство Тип: контрольная работа Добавлен 03:37:22 28 ноября 2010 Похожие работы Просмотров: 208 Комментариев: 9 Оценило: 1 человек Средний балл: 5 Оценка: неизвестно Скачать | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Параметры | Значение параметров | ||||||||||||||||||||||||||||||||||||||||||||||||
| 1. Класс детали | «корпусные» | ||||||||||||||||||||||||||||||||||||||||||||||||
| 2. Материал детали | Алюминиевый сплав АЛ-4 HB-70 | ||||||||||||||||||||||||||||||||||||||||||||||||
| 3. ремонтируемые поверхности | |||||||||||||||||||||||||||||||||||||||||||||||||
| 4. Шероховатость обрабатываемой пов-ти | 7а кл.; Ra =1,25…1 | ||||||||||||||||||||||||||||||||||||||||||||||||
| 5.Требования к точности размеров | TD= +0 ,030мм | ||||||||||||||||||||||||||||||||||||||||||||||||
| Параметры критериев применимости | Способы ремонта | ||||||||||||||||||||||||||
| неприменимые | применимые | ||||||||||||||||||||||||||
| Материал детали | Аллюм.сплав АЛ-4 | НЕТ | Все известные | ||||||||||||||||||||||||
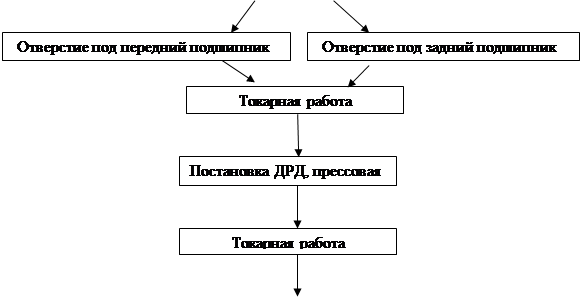
| Вид и размеры ремонтных поверхностей. | 1.Отверстие под передний подшипник 47,5 мм. | ДРД | |||||||||||||||||||||||||
| 2.Отверстие под задний подшипник 62,4 мм | ДРД | ||||||||||||||||||||||||||
| Вид и характер дефектов. | 1. Износ отверстия под передний подшипник | Соответствует решению по предыдущему параметру. | ДРД | ||||||||||||||||||||||||
| 2.Износ отверстия под задний подшипник | Соответствует решению по предыдущему параметру. | ДРД | |||||||||||||||||||||||||
| Условия работы | Коррозия, накипь, граничное трение. | Соответствует решению по предыдущему параметру и дополнительно СНиП | |||||||||||||||||||||||||
 |
| Дефекты |
 |
| Контрольная |
Выбор поверхностей базирования
Выбор технологических баз для восстановления.
Одним из важных элементов при восстановлении деталей является правильный выбор установленных технологических баз и базирующих поверхностей.
Для устранения износа под передний и задний подшипники базой является стенки и торец водяного насоса, а также отверстия под подшипники. Стенка водяного насоса закрепляется на шпинделе токарного станка.
Выбор состава и последовательности выполнения технологических операций
Операция описания технологического процесса приведена в операционной карте ГОСТ 3.1404-86.Форма записи операции и переходов ГОСТ 3.1702-79.На слесарные, слесарно-сборочные работы ГОСТ3.1404-86. На технологический контрольГОСТ3. 1502-85.
В операции контроля, которая представляет собой состав и последовательность выполнения технологических операций с расчленением их на переходы указания технологического оборудования, технологической оснастки и режимов технической обработки.
Выбор оборудования средств технологического оснащения
Для проведения токарных работ используются токарно-винторезный станок 1М63, расточной резец, шпиндель токарного станка, самоцентрирующийся патрон. Для проведения прессовой операции потребуется гидравлический пресс.
Маршрутная карта технологического процесса
Маршрутное описание технологического процесса приведено в маршрутной карте (МК) ГОСТ 3.1118 – 86, форма 1и 2, приложение А.
Маршрутная карта содержит описание технологического процесса устранение дефекта, контроля по всем операциям в технологической последовательности с указанием данных об оборудовании, оснастки, материальных и трудовых нормативов.
| Наименование и содержание перехода | Оборудование и инструмент | База и способ закрепления | Технологические требования |
| Пресс гидравлический | Корпус водяного насоса закрепляется в тиски. | Для предупреждения деформации покрыть смесью масла и графита. | |
| Токарно-винторезный станок 1М63, расточной резец, шпиндель токарного станка,само-ся патрон | Расточить под рабочий размер задний-47,030,пердний- 62,030 мм. |
| Расточить фаску | Токарно-винторезный станок 1М63, расточной резец, шпиндель токарного станка,само-ся патрон |
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 28.06.2015 |
| Размер файла | 131,2 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Автомобильный транспорт является одной из составных частей народного хозяйства России, связующим звеном между производителями промышленной продукции, источниками сырья, технологии сельскохозяйственного производства, железной дорогой, речными, морскими и авиационными сообщениями, осуществляет большую часть городских и междугородних перевозок грузов и пассажиров. Автомобильная промышленность нашей страны совершенствует конструкцию выпускаемых автомобилей с целью снижения расхода топлива, уменьшения загрязнения окружающей среды, повышения безопасности на дорогах.
В отличие от других стран Россия имеет неблагополучные условия для эксплуатации автомобилей. Это объясняется многими причинами; одна из них — обширность территории и большое различие климатических условий, в которых эксплуатируется подвижной состав. Россия делится на две климатические зоны: умеренную и холодную, к последней относится 80% территории страны. Понятно, что для эксплуатации в данных условиях к автомобилям предъявляются повышенные требования. Необходимо отметить, что отечественный автомобиль изначально конструируется с учетом условий эксплуатации.
В процессе эксплуатации автомобили изнашиваются и стареют, для увеличения срока службы автомобилям проводят техническое обслуживание, но это не решает проблемы износа деталей и их приходится ремонтировать.
Ремонт автомобилей является объективной необходимостью, которая обусловлена техническими и экономическими причинами.
Во-первых, потребности народного хозяйства в автомобилях частично удовлетворяются путем эксплуатации вновь отремонтированных автомобилей.
Во-вторых, ремонт обеспечивает дальнейшее использование тех элементов автомобиля, которые не полностью изношены. В результате сохраняется значительный объем предыдущих работ.
В-третьих, ремонт способствует экономии материалов, идущих на изготовление новых деталей.
АРП, получив значительное развитие, еще не в полной мере реализует свои потенциальные возможности. По своей эффективности, организационному и техническому уровню оно все еще отстает от основного автопроизводства, качество ремонта остается низким, стоимость высокой, уровень механизации достигает лишь 25-40%, вследствие чего производительность труда ниже в два раза, чем в автомобилестроение.
Наряду с поиском путей и методов повышения надежности, которые закладываются в конструкцию автомобиля при проектировании и внедряются в сфере производства, необходимо изыскивать пути и методы для решения той же задачи в сфере эксплуатации и ремонта.
Повышение технической готовности автомобиля можно достичь за счет усовершенствования технологии ремонта подвижного состава, улучшения организации работы технической службы, отдельных зон, участков, повышение дисциплины работников, организации выпуска и реставрации запасных частей автомобиля. Необходимо усилить контроль над качеством выполняемых работ.
Большая часть восстанавливаемых деталей приходится на слесарно-механический участок. Он является одним из основных участков, входящих в техническую службу АРП. На данном участке в большей степени ремонтируются главные детали основных агрегатов и узлов автомобилей, таких как балки передних мостов, задние мосты, карданные валы и т.д. От точности оборудования и качества ремонта деталей зависят сроки эксплуатации автомобилей после ремонта, что оказывает большое влияние на себестоимость эксплуатации подвижного состава.
В ходе эксплуатации автомобиля, часто происходит перегрев двигателя это связано с плохой работоспособностью водяного насоса.
Задачи курсового проекта:
-Изучить техническую документацию
-Разработка маршрутов ремонта корпуса водяного насоса
-Выбор способов устранения дефектов
-Изучить схемы технологического процесса
-Разработка технологического процесса на ремонт корпуса водяного насоса
-Расчет операций технологического процесса
-Разработка приспособления для ремонта корпуса водяного насоса
1. Технологический раздел
1.1 Технологическая документация
Таблица 1 — Технологические данные на корпус водяного насоса
Деталь: корпус водяного насоса
Материал: Чугун серый СЧ 15-32 ГОСТ 1412-54
Твердость НВ 163-229
Способ установления дефектов и измерительные инструменты
Источник