- дипломная работа Ремонт станка
- Режим работы ремонтно-механического цеха, замеченные недостатки в производственном процессе. Назначение ремонтного узла оборудования. Особенности разборки станка, очистка и промывка деталей. Разработка технологического процесса изготовления валика.
- Подобные документы
- Ремонт токарно-винторезного станка 16К20 — диплом по прочим предметам
- Тезисы:
- Похожие работы:
- Дипломный проект на тему: «Техническая эксплуатация и капитальный ремонт механизма главного движения токарно-винторезного станка 1К62. Демонтаж и монтаж ремонтируемых узлов»
- Еще чертежи и проекты по этой теме:
- Ремонт станка
- Режим работы ремонтно-механического цеха, замеченные недостатки в производственном процессе. Назначение ремонтного узла оборудования. Особенности разборки станка, очистка и промывка деталей. Разработка технологического процесса изготовления валика.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Дипломная работа: Технологический процесс капитального ремонта токарно-револьверного станка 1В340Ф30
дипломная работа Ремонт станка
Режим работы ремонтно-механического цеха, замеченные недостатки в производственном процессе. Назначение ремонтного узла оборудования. Особенности разборки станка, очистка и промывка деталей. Разработка технологического процесса изготовления валика.
Нажав на кнопку «Скачать архив», вы скачаете нужный вам файл совершенно бесплатно.
Перед скачиванием данного файла вспомните о тех хороших рефератах, контрольных, курсовых, дипломных работах, статьях и других документах, которые лежат невостребованными в вашем компьютере. Это ваш труд, он должен участвовать в развитии общества и приносить пользу людям. Найдите эти работы и отправьте в базу знаний.
Мы и все студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будем вам очень благодарны.
Чтобы скачать архив с документом, в поле, расположенное ниже, впишите пятизначное число и нажмите кнопку «Скачать архив»
| Рубрика | Производство и технологии |
| Вид | дипломная работа |
| Язык | русский |
| Дата добавления | 06.11.2011 |
| Размер файла | 93,6 K |

Подобные документы
Характеристика токарно-винторезного станка 1М63Н, принцип работы. Его подготовка к ремонту, процесс разборки коробки подач, проведение дефектации оборудования. Разработка технологических процессов ремонта детали, изготовления заготовки и сборки узла.
курсовая работа [3,7 M], добавлен 26.03.2010
Назначение и характеристика ремонтируемого узла или детали, правила разборки, промывка и дефектовка. Инструменты и приспособления. Разработка технологической карты ремонта детали — шлицевого вала станка. Организация рабочего места и техника безопасности.
курсовая работа [2,1 M], добавлен 07.02.2014
Устройство и принцип работы токарно-револьверного станка 1В340Ф30. Разработка графика ремонта, технологических процессов разборки механизмов станка и ремонта его деталей, сборки оборудования. Расчет материальных затрат на капитальный ремонт оборудования.
дипломная работа [1,5 M], добавлен 26.03.2010
Выполнение разнообразных токарных работ на токарно-винторезном станке модели 16К20. Связи и взаимодействие основных элементов станка. Структура ремонтного цикла. Назначение коробки подач, взаимодействие частей. Технология сборки и разборки оборудования.
дипломная работа [4,0 M], добавлен 13.06.2012
Особенности конструкции горизонтально-фрезерного станка 6Т82: назначение, применение, техническая характеристика. Разработка технологического процесса организации ремонтных работ и межремонтного обслуживания станка. Экономическая часть, охрана труда.
дипломная работа [1,9 M], добавлен 25.07.2012
Назначение, характеристика и описание работы станка. Расчет и проектирование привода торцовочного станка. Разработка технологического процесса изготовления пильного вала, описание каждой операции. проектирование токарного проходного упорного резца.
дипломная работа [2,4 M], добавлен 10.05.2011
Назначение и устройство ходового винта. Техническая характеристика станка, его разборка. Материальная и организационная подготовка к ремонту, предварительная дефектация. Разработка технологического процесса восстановления и изготовления ходового винта.
дипломная работа [90,2 K], добавлен 23.09.2014
Источник
Ремонт токарно-винторезного станка 16К20 — диплом по прочим предметам
 |
|
Тезисы:
- Капитальный ремонт токарного станка 16К20.
- Рисунок 1. Токарно-винторезный станок 16К20.
- Наименование оборудования: Станок токарно-винторезный.
- Изготовитель: Московский станкостроительный завод Модель 16К20.
- Токарный станок винторезный ремонт.
- 5 Структура ремонтного цикла.
- 3 Технология ремонта деталей.
- 1 Организация рабочего места слесаря-ремонтника.
- 2 Организация технического контроля при ремонте.
- 1 Расчет трудоемкости ремонтных работ.
Похожие работы:
594 Кб / 33 стр / 4894 слов / 33293 букв / 8 июл 2019
82 Кб / 34 стр / 216 слов / 1557 букв / 15 ноя 2016
41 Кб / 22 стр / 401 слов / 2740 букв / 9 мар 1998
2 Мб / 30 стр / 2994 слов / 19988 букв / 28 дек 2012
3 Мб / 138 стр / 13543 слов / 96427 букв / 1 ноя 2012
248 Кб / 6 стр / 256 слов / 1334 букв / 14 окт 2009
873 Кб / 47 стр / 4905 слов / 32181 букв / 9 сен 2013
166 Кб / 18 стр / 946 слов / 6181 букв / 10 июл 2010
60 Кб / 57 стр / 8869 слов / 54593 букв / 4 янв 2010
588 Кб / 51 стр / 5733 слов / 40146 букв / 11 апр 2015
Источник
Дипломный проект на тему: «Техническая эксплуатация и капитальный ремонт механизма главного движения токарно-винторезного станка 1К62. Демонтаж и монтаж ремонтируемых узлов»

Волховский Алюминиевый Колледж
Дипломный проект по дисциплине «Монтаж и техническая эксплуатация промышленного оборудования»
На тему: «Техническая эксплуатация и капитальный ремонт механизма главного движения токарно-винторезного станка 1К62. Демонтаж и монтаж ремонтируемых узлов»
Волхов 2016
В данной работе рассматривается принцип работы привода токарно-винторезного станка 1К62, кинематический и силовой расчет привода, проверочный расчет на прочность шпиндельного вала, капитальный ремонт агрегата: демонтаж и монтаж ремонтируемых узлов (шпиндельный вал, задняя бабка); сдача оборудования в эксплуатацию после ремонта; документация.
Содержание
Введение
1. Описательная часть проекта
2. Расчетно — технологическая часть проекта
Охрана труда.
Экономическая часть
Заключение
Литература
Состав: Общий вид (ОВ), Кинематическая схема (КЗ), Задняя бабка (СБ), Шпиндельный вал, Спецификация (задняя бабка, кинематическая схема, общи вид) ,ПЗ 
Софт: AutoCAD 2015
Сайт: www

Автор: foolery
Дата: 2017-06-02
Просмотры: 2 650
49  Добавить в избранное
Добавить в избранное
Еще чертежи и проекты по этой теме:

Софт: AutoCAD viwer
Состав: Ведомость электромонтажных работ , Составление заказных спецификаций , Описание электроустановки , Монтаж электрической установки.

Софт: Компас-3D 13 SP2
Состав: Привод (ВО), Мотор-редуктор (СБ), Муфта предохранительная (СБ), Водило, Спецификация, ПЗ

Софт: КОМПАС-3D 17.1
Состав: Токарно-винторезный станок 1М63, график частот вращения (в ПЗ), кинематическая схема (в ПЗ), ПЗ

Софт: Autodesk Inventor 2013
Состав: 3D Сборка

Софт: КОМПАС-3D 16
Состав: Кинематическая схема (ТС), электросхема принципиальная (ЭЗ), вал выходной (), коробка скоростей (СБ), коробка скоростей развертка (СБ), Шпиндельная бабка (СБ), спецификация на коробку скоростей, спецификация на шпиндельную бабку, технологический процесс механической обработки детали (ТП), ПЗ.
Автор: foolery
Дата: 2017-06-02
Просмотры: 2 650
49 Добавить в избранное
Источник
Ремонт станка
Режим работы ремонтно-механического цеха, замеченные недостатки в производственном процессе. Назначение ремонтного узла оборудования. Особенности разборки станка, очистка и промывка деталей. Разработка технологического процесса изготовления валика.
| Рубрика | Производство и технологии |
| Вид | дипломная работа |
| Язык | русский |
| Дата добавления | 06.11.2011 |
| Размер файла | 93,6 K |
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
В основных направлениях экономического развития России перед машиностроением поставлена важнейшая задача повышения производительности труда на основе широкого внедрения новой техники и прогрессивной технологии — станков с ЧПУ, роторных, роторно-конвейерных автоматических линий, автоматизированных и роботизированных комплексов, гибких производственных линий.
В целях решения этой задачи необходимо совершенствовать ремонтное производство, обеспечивая надежную работу машин и оборудования во всех отраслях народного хозяйства. Крайне важно развивать фирменный ремонт и обслуживание силами изготовителей сложной и особо точной механики, обеспечить потребности в запасных частях к машинам и оборудованию. Определение границ экономической целесообразности ремонта, а на этой основе — оптимальных сроков службы оборудования и путей наиболее рациональной организации ремонтных работ приобретает все большее значение.
Машиностроительные предприятия имеют большой парк технологического оборудования для производства различной продукции. От точности и надежности его работы зависят качество выпускаемых изделий и производительность труда. Следовательно, все виды оборудования, в том числе и металлорежущие станки, должны безотказно работать. Но даже изготовленные из самых износостойких материалов детали станков не могут быть вечными. Простой оборудования из-за неисправности и ремонта, нарушая производственный процесс, способны резко ухудшить экономические показатели предприятия, а снижение точности — увеличивать брак и отрицательно сказываться на качестве выпускаемой продукции.
Управление ремонтом и техническим обслуживанием оборудования представляет собой одну из наиболее сложных областей управления промышленным производством. Разнообразие объектов ремонтного обслуживания, их конструктивная и технологическая сложность, отсутствие стереотипности в выполняемых работах, совмещение в одной службе конструкторской, технологической и производственной функции делают работу инженерно-технического персонала ремонтной службы весьма сложной и ответственной. В современных условиях по мере возрастания механизации и автоматизации производственных процессов экономические результаты деятельности предприятий все больше зависят от качества организации ремонта и технического обслуживания оборудования, от работы ремонтной службы предприятия.
Многие вопросы совершенствования организации ремонта и технического обслуживания оборудования могут решаться только на основе экспериментирования в производственных условиях. Поэтому успешность дальнейшей работы по созданию теории планово-предупредительного ремонта и науки о ремонте оборудования в большой степени зависит от инициативы, которую будут проявлять работники ремонтных служб заводов, от того, насколько, активно будут участвовать в этой работе коллективы ремонтных служб, от степени интереса к этой работе ремонтного персонала заводов.
1. КРАТКАЯ ХАРАКТЕРИСТИКА РЕМОНТНО-МЕХАНИЧЕСКОГО ЦЕХА
Ремонтно-механический цех Сысертского завода “Уралэлектротяжмаш-Уралгидромаш” занимается восстановлением работоспособности, точности, надежности и других показателей оборудования, посредствам ремонта.
Ремонтно-механический цех является структурным подразделением службы эксплуатации и подчиняется непосредственно главному механику.
Функции ремонтно-механического цеха:
Выполнение графиков планово-предупредительного ремонта оборудования в установленные сроки.
Организация и проведение демонтажа оборудования, подлежащего капитальному ремонту и модернизации и монтажа отремонтированного оборудования.
Проведение аварийных ремонтов оборудования.
Внедрение конкурентоспособной технологии ремонта, норм материальных и трудовых затрат, контроль за соблюдением технологической дисциплины.
Цех состоит из участков: капитального ремонта, механического, слесарного, сварочного, и участка сборки.
Снабжение ремонтно-механического цеха инструментом обеспечивает отдел снабжения и отдел подготовки производства.
В ремонтно-механическом цеху имеется следующее станки:
токарные -7 шт., сверлильные — 4 шт., шлифовальные — 6шт., фрезерные — 9шт., ножницы — 2 шт., долбежные -5 шт., протяжные — 1шт.
Отрезной — 1 шт., пресс -2шт., заточной — 2 шт.
Доставка объемов работы осуществляется электрокарами и тракторами.
Начальник ремонтно-механического цеха является административно-техническим руководителем и организатором производственно-хозяйственной деятельности цеха и непосредственно подчиняется главному механику.
1.1 Режим работы ремонтно-механического цеха
Источник
Дипломная работа: Технологический процесс капитального ремонта токарно-револьверного станка 1В340Ф30
| Название: Технологический процесс капитального ремонта токарно-револьверного станка 1В340Ф30 Раздел: Промышленность, производство Тип: дипломная работа Добавлен 01:48:55 10 декабря 2010 Похожие работы Просмотров: 1387 Комментариев: 14 Оценило: 5 человек Средний балл: 4.2 Оценка: неизвестно Скачать | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Величина параметра | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Позиция | Наименование | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 .
. , (4)
, (4) .
.
 .
.| Вид работ | КР | О | ТР | О | ТР | О | ТР | О | ТР | О | ТР | О | ТР | О | ТР | О | ТР | О | КР |
| Год | 02 | 02 | 03 | 03 | 03 | 04 | 04 | 05 | 05 | 05 | 06 | 06 | 07 | 07 | 08 | 08 | 08 | 09 | 09 |
| Месяц | 03 | 08 | 01 | 06 | 11 | 04 | 09 | 02 | 07 | 12 | 05 | 10 | 03 | 08 | 01 | 06 | 11 | 04 | 09 |
В 2009 году по структуре ремонта и технического обслуживания предусматривается для станка 1В340Ф30 капитальный ремонт в сентябре, осмотр в апреле.
2. РЕМОНТ ОБОРУДОВАНИЯ
2.1 Технологический процесс разборки
2.1.1 Составление схемы разборки оборудования на сборочные единицы
Операция разборки — ремонтные операции, производимые по определенной технологии для каждого агрегата.
Перед разборкой станка нужно ознакомиться с его устройством, назначением и взаимодействием его сборочных единиц и деталей. Если это трудно осуществить обследованием станка, необходимо ознакомиться с инструкциями и чертежами, которые по данному станку имеются, и только после этого приступить к разборке. Точно так же и перед разборкой той или иной сборочной единицы следует хорошо изучить её внутреннее устройство и способы крепления отдельных деталей, установить порядок и методы разборки.
Перед разборкой, а так же в процессе разборки сложных и ответственных механизмов станка рекомендуется составлять их схемы, особенно в тех случаях, когда ремонтник впервые имеет дело с подобными устройствами. При разборке следует наносить на нерабочие торцовые поверхности деталей цифровые метки, облегчающие подбор деталей к сборке и саму сборку.
В первую очередь снимают узлы, препятствующие снятию других узлов, строго соблюдая при этом правила безопасности труда и обеспечивая сохранность оборудования. Разборку начинают со снятия кожухов, крышек, защитных щитков, скребков и других деталей, ограничивающих доступ к разбираемым узлам и механизмам. Затем освобождают стопорные винты, впрессовывают штифты точного фиксирования взаимного расположения деталей и узлов, после чего продолжают разборку. При разборке детали надо снимать аккуратно, без перекосов и повреждений; при необходимости приложения определенных усилий по деталям наносят удары молотком, пользуясь подставками или выколотками из древесины либо мягкого металла.
Каждый станок может быть расчленён на узлы, под узлы, комплекты, детали. Расчленение станка на сборочные единицы облегчает построение технологического процесса разборки и облегчает осуществление разборки каждого узла в отдельности.
Перед проектированием технологического процесса разборки изделия оставляют схему его разборки. Схемы разборки по сравнению с другими формами записи имеют достоинства — наглядность и простоту пользования.
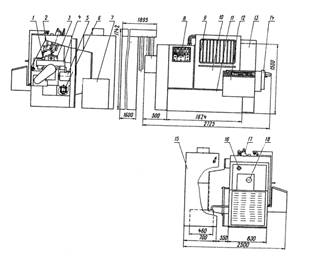
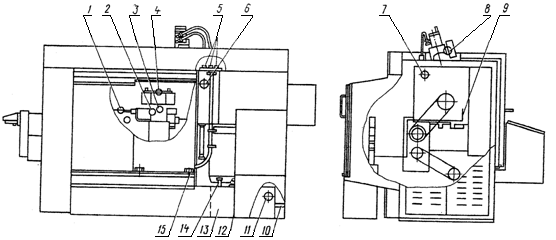
Снять ограждения (поз.9); демонтировать принадлежности (поз.1); демонтировать электрошкаф (поз.14); снять охлаждение (поз.6); демонтировать гидростанцию (поз.7); снять механизм зажима (поз.17); демонтировать короба (поз.12); снять суппорт револьверный (поз.3); демонтировать блок фиксатора (поз.4); снять привод поперечных подач (поз.5); демонтировать привод продольных подач (поз.13); снять привод датчика резьбонарезания (поз.15); демонтировать суппорт отрезной (поз.16); снять пульт оператора (поз.8); демонтировать шпиндельную бабку (поз.2); снять встройку системы ОСУ «НЦ-31» (поз.11); извлечь станину (поз.10);
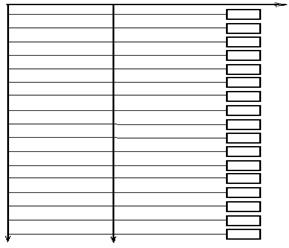
Рисунок 2 — График разборки станка 1В340Ф3-0
2.1.2Составление схемы разборки сборочной единицы на детали
Разборку бабки производят в соответствии с правилами разборки, с применением соответствующих инструментов в последовательности, приведенной ниже: все детали размещены в корпусе (поз.13) ГЧ 2-36 01 03 31 62-05 2109 01 СБ
Открутить болт (поз.51); снять шайбу(поз.38); демонтировать шкив(поз.48); выпресовать шпонку (поз.71);снять крышку(поз.37); извлечь набивку (поз.72); снять кольцо(поз.65); снять втулку (поз.46); снять крышку(поз.39); снять кольцо (поз.65); открутить болт (поз.50); демонтировать шайбу (поз.40); снять шкив (поз.1); снять крышку (поз.3); извлечь набивку (поз.72); извлечь кольцо (поз.65);снять втулку (поз.47); снять крышку (поз.4);
спрессовать подшипник (поз.59); спрессовать подшипник (поз.59); спрессовать подшипник (поз.61); демонтировать втулку (поз.36); снять втулку (поз.35); демонтировать муфту (поз.43); извлечь муфту (поз.42); снять втулку (поз.34); снять втулку (поз.33); выпресовать втулку (поз.6); демонтировать кольцо (поз.66); снять колесо зубчатое (поз.31). Демонтировать комплект деталей 1 (колесо зубчатое (поз.8) в сборе) и разобрать его на детали:-выпресовать подшипник (поз.63); -демонтировать кольцо (поз.68); -извлечь втулку (поз.7); -демонтировать кольцо (поз.68); -выпресовать подшипник (поз.63).
Снять втулку (поз.9); снять крышки (поз.44) и (поз.41); снять крышку (поз.19); снять последовательно кольца (поз.65); снять последовательно втулки (поз.46); снять крышку (поз.17); выпресовать подшипник (поз.59); извлечь стакан (поз.18); извлечь стакан (поз.45); спрессовать последовательно подшипники (поз.59); демонтировать последовательно колеса зубчатые (поз.23) и (поз.22).
Демонтировать комплект деталей 2 (колесо зубчатое (поз.27) в сборе) и разобрать его на детали: -выпресовать подшипник (поз.62); -снять кольцо (поз.66); -извлечь втулку (поз.29); -извлечь диск (поз.28); -спресовать подшипник (поз.62); -демонтировать колесо зубчатое (поз.27).Демонтировать муфту (поз.43); снять втулку (поз.30); выпресовать вал (поз.26); выпресовать подшипник (поз.58).
Демонтировать комплект деталей 3 (колесо зубчатое (поз.32) в сборе) и разобрать его на детали: -выпресовать подшипник (поз.64); -извлечь кольцо (поз.65); -извлечь кольцо (поз.65); -выпресовать подшипник (поз.64); -демонтировать колесо зубчатое (поз.32);
Демонтировать комплект деталей 4 (вал (поз.24) в сборе) и разобрать его на
детали: -выпресовать подшипник (поз.55); — демонтировать блок зубчатый (поз.25); — выпресовать подшипник (поз.56); -снять кольцо (поз.65); -спресовать подшипник (поз.60); -демонтировать вал (поз.24).
Снять втулку (поз.16). Демонтировать комплект деталей 5 (колесо зубчатое (поз.15) в сборе) и разобрать его на детали: -спресовать втулку(поз.14); — выпресовать подшипник (поз.63); — снять кольцо (поз.21); -снять подшипник (поз.63);
Снять муфты (поз.43). Демонтировать комплект деталей 6 (вал (поз.20) в сборе) и разобрать его на детали: -снять кольцо (поз.65); -спресовать подшипник (поз.56); -снять втулку (поз.12); -демонтировать вал (поз.20).
Снять втулку (поз.11); снять диск (поз.10); выпресовать вал (поз.2); выпресовать подшипник (поз.57).
2.2 Промывка и дефектация деталей
После разборки фартука детали и сборочные единицы должны быть тщательно промыты и очищены, так как это облегчает выявление дефектов и улучшает санитарные условия ремонта.
Для промывки окрашенных изделий применяется моющий состав, состоящий из:
— натрий углекислый – 0,8 – 1,2%
Для промывки неокрашенных стальных и чугунных деталей используется состав состоящий из:
— натрий едкий – 1,5 – 2,5%;
— натрий углекислый – 1,5 – 2,5%;
— натрий кремнекислый – 0,3 – 0,5%;
— тринатрийфосфат – 1,5 – 2,5%;
При изготовлений раствора необходимо подогреть воду до 50 — 60◦С и растворить необходимое количество реактивов, залить раствор в ванну моечной машины, довести объем ванны теплой ванны до заданного, включить насосную установку для перемешивания раствора, тщательно перемешать.
В случаи отсутствий моечной машины детали и узлы промыть в ванне с подогревом до 25…30ºС моющим составам с помощью щетки и протереть ветошью.
Дефектацию промытых и просушенных деталей производят после их комплектований по узлам. Эта операция требует большого внимания. Каждую деталь сначала осматривают, затем соответствующим проверочным или измерительным инструментом проверяют ее размеры. В определенных случаях проверяется взаимодействие сопрягаемых деталей..
Цель дефектации – выявить дефекты деталей, установить возможность ремонта или определить необходимость замены детали.
В процессе дефектации детали сортируют на три группы: годные, ремонтнопригодные и негодные. К годным относят детали, износ рабочих поверхностей у которых не вышел за пределы допуска на те или иные размеры. Определяющие эти работающие поверхности. У ремонтопригодных деталей износ может быть выше предельных допусков, но ремонт таких деталей экономически целесообразен. При ремонте негодные детали подлежат замене.
Сведения о деталях, подлежащих ремонту и замене, заносят в ведомость дефектов на ремонт оборудования. Правильно составленная и достаточно подробное ведомость дефектов имеет большое значение при подготовке к ремонту. Это ответственный документ составляет технолог по ремонту оборудования с участием бригадира ремонтной бригады, мастера ремонтного цеха и представителей ОТК.
При дефектации детали необходимо маркировать порядковым номером ведомости дефектов, а так же инвентарным номером станка, что облегчает контроль выполнения дальнейших ремонтных операций.
Проверенные детали сортируют на три группы:
— годные для дальнейшей эксплуатации;
— требующие ремонта или восстановления;
— негодные, подлежащие замене.
При сортировке на группы детали рекомендуется помечать краской; годные – белой, ремонто-пригодные – зеленой, негодные- красной.
Исходя из экономических соображений, технических требований к деталям, а также величины износа устанавливают, что целесообразнее – ремонт детали или замена ее новой.
В результате проведения дефектации оборудования и узла определили следующие виды дефектов.
Таблица 4 — Дефектация деталей
| Наименование детали | Дефект | Способ определения | Средства измерения | ||||||||||||||
| Колесо зубчатое (поз. 31) | Искривление и трещина | Визуальный осмотр | ____ | Негодная | |||||||||||||
| Вал (поз.26) | Ремонто-пригодный | ||||||||||||||||
| Смятие резьбы М8-6g ×20 | Проверка сопряжения | ||||||||||||||||
| Кольцо стопорное (поз.68) | Трещина | Визуальный осмотр | ____ | Негодное | |||||||||||||
| Защемление тел качения | Проверка сопряжения | Негодная | |||||||||||||||
| Стакан (поз.6) | Овальность отверстия ø70-0,03 до 0,2 мм | Измерение | Овальность отверстия ø40 +0,02 до0,5 мм | Визуальный осмотр |
| Наименование детали | Восстанавливаемая поверхность | Способ устранения |
| вал (поз.26) | Колибрование резьбы | |
| стакан (поз.6) | Овальность отверстия ø70-0,03 до 0,2 мм | Впресовка втулки с последующим механической обработкой |
| втулка (поз.7) | Овальность отверстия ø40 +0,02 до 0,5 мм | Впресовка втулки с последующим механической обработкой |
Все остальные детали являются годными к дальнейшей эксплуатации.
2.3 Технологический процесс ремонта детали
2.3.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование
Деталь — Вал (поз.26)
Материал-Сталь 40Х ГОСТ 4543-71.
Поверхность детали не подвергается термообработке.
Вал впрессован в подшипник (поз. 58) и установлен в корпус (поз.13). На валу находятся следующие детали: 2 муфты электромагнитных (поз.43), которые посажены на шлицы, колесо зубчатое (поз.35) .
Дефектом данной детали является износ посадочной поверхности под подшипник и смятие резьбы под крепёжный болт, центрирование осуществляется по оси вала, данные дефекты устраняются хромированием с последующей механической обработкой и калибровкой резьбы. Данный метод устранения является наиболее рациональным, так как происходит экономия материала и восстанавливается работоспособность без изменения сопрягаемых деталей.
2.3.2 Разработка маршрутно-операционной технологии
Таблица 6 – Маршрутная технология
Таблица 7 – Операционная технология
Токарно-винторезная. А. Установить, закрепить. 1 .Править базовый конус выдерживая угол 60 0 .
2.Калибровать резьбу М8-6g на L = 20-,02
Б. Переустановить закрепить. 1 Править центровое отверстие формы А 4ГОСТ 14034-74 выд. угол 60 0 .
Кругло-шлифовальная А.Установить, закрепить. 1 Шлифовать поверхность, выдерживая ø44,9-0,1 мм на проход окончательно до Ra = 1,6 мкм
А Установить, закрепить
Б Изолировать не хромируемые поверхности
1Нанести слой хрома, выдерживая
min= ø45,2 L = 160-,02 мм
Кругло-шлифовальная. А Установить, закрепить 1 Шлифовать поверхность выдерживая Ø  мм на проход окончательно до Ra = 0,8 мкм
мм на проход окончательно до Ra = 0,8 мкм
Хомутик 7107-0037 ГОСТ
Хомутик 7107-0037 ГОСТ
Метчик 2620-1211 ГОСТ
МК 50 ГОСТ 6507-90
МР50 ГОСТ 4381-87
Продолжение таблицы 7
| 1 | 2 | 3 | 4 | 5 | ||||||||||||||||||||||||||||||||||||||
 | 0,05 | Б |
МР50 ГОСТ 4381-87
2.4 Технологический процесс изготовления заменяемой детали
2.4.1 Выбор вида заготовки
В ходе дефектации было выявлено, что зубчатое колесо (поз.31) ремонту не подлежит. Данное зубчатое колесо изготавливается из Сталь 40Х ГОСТ 4543-71 и имеет массу 1,084 кг.
Учитывая серийность производства – единичное – и конфигурацию детали в качестве заготовки выбираем стальной горячекатаный прокат.
Круг  ,
,
где круг – сталь горячекатаная круглая;
110 – диаметр круга;
А – поверхность по группе Б;
ГОСТ 2590-88 – стандарт на форму проката;
40Х – марка стали;
б – для обработки резанием;
г – категория по контролируемым свойствам;
ГОСТ 4543-71 – стандарт на материал.
h10- предельное отклонение.
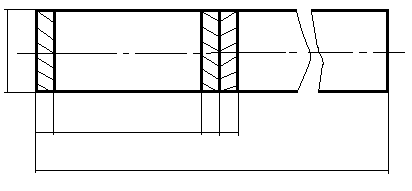
Рисунок 4- Эскиз заготовки.
а – припуск на подрезку торцов;
в – припуск на отрезку заготовки;
Рассчитать коэффициент использования материала (КИМ) по формуле
 (6)
(6)
где мд — масса детали;
мз — масса заготовки.
Рассчитать массу заготовки по формуле

где V- объем заготовки;
g- плотность материала.

2.4.2 Разработка маршрутно-операционной технологии
Таблица 8 – Маршрутная технология
| Номер операции | Наименование операции | Оборудования |
| 1 | 2 | 3 |
| 005 | Заготовительная | 8Б67 |
| 010 | Токарно-винторезная | 16К20 |
| 015 | Внутришлифовальная | 3К228В |
| 020 | Зубофрезерная | 53А50 |
| 025 | Слесарная | Верстак |
| 030 | Термическая | Установка ТВЧ |
| 035 | Внутришлифовальная | 3К228Б |
| 040 | Кругло-шлифовальная | 3У131 |
| 045 | Зубошлифовальная | 5В830 |
| 050 | Контрольная | Стол ОТК |
Таблица 9 – Операционная технология
А. Установить, закрепить
1 Резать пруток на заготовки выдерживая l=34-0,6 .
А. Установить, закрепить
1. Подрезать торец l=30-0,6 до Ra=3,2 мкм.
2. Сверлить отв. ø20 +0,5 на проход.
3. Расточить отв. ø34 +0,25 предварительно на проход
4. Расточить отв. ø34,8 +0,1 окончательно на проход до Ra=3,2мкм
5. Расточить фаску 1×45 0
6. Точить пов-ть предварительно выдерживая ø106 -0,3 до кулачков
7. Точить пов-ть окончательно выдерживая ø105,5 -0,1 до кулачков до Ra=3,2мкм
8. Точить фаску 1×45 0 .
Б. Переустановить закрепить
1. Подрезать торец l=28,3-0,5 до Ra=3,2 мкм.
Патрон 7100-0035 ГОСТ
Продолжение таблицы 9
| 1 | 2 | 3 | 4 | 5 | |||||
| 0,016 | А |
2.4.3 Выбор режимов резания
Таблица 10 — Режимов резания
| Номер операции | Наименование операции и содержание перехода | D, мм | L, мм | Наименование | Периодичность смазки | Смазочный материал |

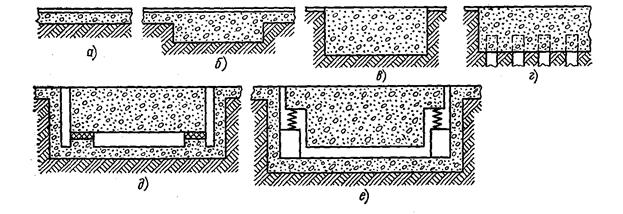 Рисунок 9 – Фундаменты под станки
Рисунок 9 – Фундаменты под станки
 м/с. Для снижения вибрации на участке применяются:
м/с. Для снижения вибрации на участке применяются: