Часовые станки различных производителей
Часовые станки
(Из книги Е. Васильева «Маленькие станки»)
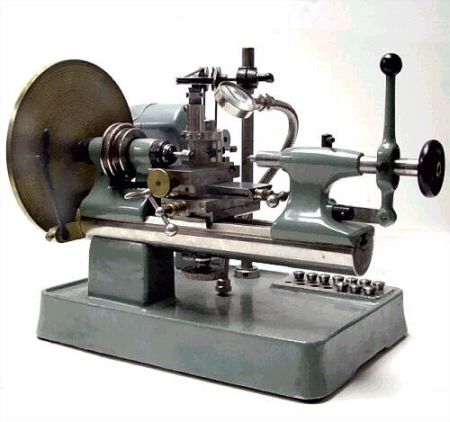
Обычно такие станки не имеют ни патрона, ни резцедержателя. Заготовка закрепляется цангами, а точится ручными резцами с опорой на линейку-подручник — примерно как на токарном станке по дереву. Тем не менее, такие станки очень точные и достаточно дорогие. Станина маленького часового станка в виде стержня D-образного сечения (так называемый Женевский тип) обычно закреплена только одним краем. Привод шпинделя изначально был ножным от большого колеса и педали (как в швейной машине), позже применялись электродвигатели.
Часовые станки имеют очень много всяких приспособлений, среди которых встречаются и токарные патроны (трёх, четырёх и, реже, шести кулачковые), и резцедержатели на двухкоординатном и даже на трёхкоординатном столике. Шпиндель таких станков имеет сквозное внутреннее отверстие диаметром 8 мм (у редких моделей 10мм или 6мм) и вращается в бронзовых конических втулках.
Даже при оснащении двухкоординатным крестовым столиком, часовой станок не имеет продольной подачи суппорта, в общепринятом смысле. Резец перемещается вдоль заготовки по верхним салазкам, а поперёк — по нижним. Нижние салазки прикручены к станине и могут быть передвинуты по ней в нужное место после ослабления крепёжного винта. Диаметр патрона такого станка около 65мм. Длина часовых станков — 250-350мм.
Основные страны-производители часовых станков — это Германия, Швейцария, Англия, США. Сейчас такие станки производит, например, швейцарская фирма Бергеон (Bergeon). Цена современного часового станка может составлять 20 тысяч Евро и даже выше.
Часовой станочек фирмы Bergeon. Цена около $25000.
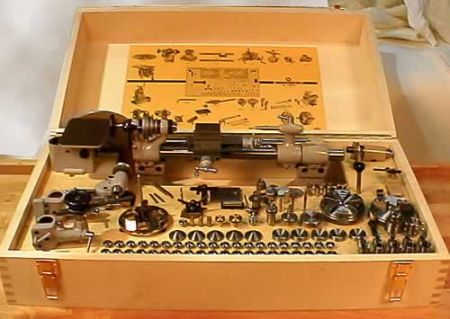
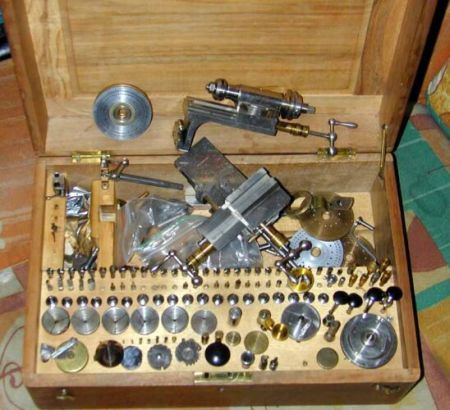
Цена на станок зависит, прежде всего, от количества приспособлений — всяких оправок, цанг, центров, делительных устройств и т.д. То есть полностью укомплектованный станок может состоять из собственно станка, изображённого на фото, плюс ещё два деревянных чемодана с различной оснасткой, которая и определяет стоимость всего комплекта.

На аукционе www.ebay.com старенький часовой станок с трёхкулачковым патроном и двухкоординатным столиком находит покупателя обычно за сумму от $350 и выше.

Токарный станок Boley F1 (довольно необычная компоновка станины)

Местное освещение на часовом токарном станочке (кстати, станина здесь может поворачиваться вокруг шпиндельной бабки).

«Schaublin 70«. Швейцарский Шаублин — что-то вроде короля в мире часовых станочков.

Королева тоже присутствует — высокомерная красавица Pultra, как обычно, вся в белом, и аккуратностью не уступит даже Шаублину.
Tony Griffith на своём известнейшем станочном сайте https://www.lathes.co.uk/ пишет, что Pultra в производстве станков достигла уникальной точности и гарантировала полную взаимозаменяемость отдельных частей с разных станков. Можно было переставить, например, заднюю бабку с другой Палтры, и станок сохранял прежнюю юстировку без потери точности.
Попутно, интересный факт о станках Палтра (Pultra): был вариант их установки на столы от промышленных швейных машин. Швейные машины в условиях производства создают такие сильные вибрации и нагрузки, что требования к столам для промышленных швейных машин не отличаются от требований к столам точных станков.
Фирма продолжала единичный выпуск станков, по крайней мере, до 2003 года, правда, на заказ и по очень высокой цене.

Белая Палтра мне нравится больше, но так как основные поставки этого станка были для военной промышленности, на этом фото Палтра более военного, зелёного цвета.

А в СССР когда-то вполне удачно скопировали Шаублин. Копия выпускалась, например, на Минском часовом заводе под именем Т-28. Фото с форума https://www.chipmaker.ru
Добротный механизм на фото — часовой станочек Gem Glorious. С большим делительным диском, зубофрезерным приспособлением и.. с оптическим прицелом!
Часовой станок не точнее большого токарного, которые и сами бывают очень точными при своих больших размерах. Просто часовой станок предназначен для мелких деталей, изготовление которых требуют специальной оснастки и особых приёмов, таких как закрепление деталей в цангах, а не в патроне, применение кондукторов при сверлении инструментом малого диаметра и др.
Также, для обеспечения необходимой скорости резания при очень малом диаметре детали нужна высокая частота вращения шпинделя, зачастую недоступная большим станкам.

Часовой токарный станочек Star (Швейцария).
На фото задняя бабка придвинута к шпинделю, показано точное совпадение конусов.
Но основным фактором, влияющим на точность изготовления как таковую, являются руки мастера, работающего за станком. Часовщик достигает требуемой точности изготовления детали даже без крестового столика, работая обычным ручным резцом.

Студент Техасского Института Ювелирной Технологии за работой на часовом токарном станке.
Хорошо видно, как производится точение без крестового столика, простым ручным резцом с опорой на линейку. Фото с сайта https://www.frankpoye.com/time/
Часовщики частенько спрашивают меня, где купить токарный станок для изготовления деталей и какой он должен быть, чтобы можно было изготавливать оси для колёс, баланса, доводить цапфы на них, нарезать зубья на трибах. И можно ли на токарном станке резать зубья на колесе? Или нужен фрезерный?
Как раз сейчас наблюдаю за продажей такого станочка для часовщиков на аукционе https://www.ebay.co.uk — торги закончатся через сутки, посмотрим тогда на цену.

У этого станочка очень хорошее состояние и модель очень редкая — это цену повысит. Правда станок произведён в бывшей ГДР, то есть без звучного имени, и двигатель на 220В, в США такой в розетку не воткнуть, и описание на немецком — это цену снижает.
Но фото сами за себя говорят, вещь хорошая — такая будет дорого стоить (сейчас, за 20 часов до закрытия торгов цена 800 Евро). Обычно основные торги проходят на последней минуте, для этого есть даже специальные программы, позволяющие делать ставку автоматически, за несколько секунд до закрытия. То есть хорошие вещи достаются обычно не тем, кто за них предварительно торговался.
Станок имеет интересно выполненное фрезерное приспособление на «переламывающейся» станине.
Символическая начальная цена этого лота равнялась одному Евро, а всего за время торгов было сделано 53 ставки. Выиграл покупатель, сделавший только одну ставку, то есть до этого не торговавшийся, но победившая ставка сделана лишь за семь секунд до закрытия лота. В итоге станок продан по окончании торгов за 1600 Евро.
При этом за последнюю минуту торгов было сделано шесть ставок от покупателей, имеющих специальные программы для торгов, и настроивших эти программы на участие в аукционе в последнюю минуту. Именно между ними и проходил реальный торг. А все десять дней до этого был такой своеобразный цирк.

На фото этот станочек в чисто токарном варианте, без фрезерной приставки.
О покупке подобных станков и приспособлений можно поспрашивать и на часовых форумах. Дополнительно к этому, попадается очень редко что-то на www.molotok.ru, и на рынках в Москве иногда старые часовые станочки встречаются. И у антикваров можно что-то поискать.
Часовые заводы в СССР выпускали для внутреннего пользования часовые станки, в основном, копируя иностранные. В частном владении их было очевидно, очень мало, потому встретить сейчас их трудно, но вблизи от часовых заводов (в тех же городах, например Минск, Харьков, Челябинск) иногда встречаются станочки. Правда редко и бессистемно — то есть что-то можно купить, только если очень повезёт.
Ещё одно из предложений. Как видим, фрезерное приспособление уже в комплекте.
Но у этого станочка есть существенный недостаток: он для левши. И со слов владельца поменять руку простой перестановкой частей и разворотом узлов нельзя.
Конечно, Lorch — известный производитель часовых станочков с добрым именем. Но если станок нельзя перевернуть в состояние «под правую руку», то работать на нём сможет только левша. И для него такой станочек — настоящая находка.
В одном из моих станочков был самодельный винт подачи с резьбой в другую сторону — мне показалось, что так совсем невозможно работать.

На фото — очень интересный часовой станочек. Сомневаюсь, что его можно назвать токарным. Это скорее целый «обрабатывающий центр». Родом станок вроде бы с Украины, но уже переехал в Голландию.
Ремень (часового станка)

Передача вращения от двигателя к шпинделю часового станка обычно выполняется эластичным ремнём круглого сечения.
В токарной обработке часовых деталей, например, когда на оси диаметром 1 мм нужно обточить цапфу 0.1 мм — круглый силиконовый ремень проблем не вызывает. И на фрезерном приводе, когда нарезается зубчик на тонкой шестерне, такой ремень справляется. А при резьбонарезной работе их конечно и не используют.

Для использования ремня круглого сечения шкивы имеют канавки треугольного профиля.

Если усилие чуть больше — привод выполняется плоским ремнём, например как на этом Шаублине. Также могут применяться и клиновые ремни, и даже зубчатые.
А для чисто часовой работы круглый длинный ремешок удобен, так как его можно протянуть куда угодно, по мере необходимости. Когда требуется поменять направление вращения, круглый ремень скрещивают восьмёркой. При этом ремень трётся сам об себя, да и ладно — усилия небольшие.

Глядя на этот часовой фрезерный станок, можно заметить, что круглый ремень допускает работу и на смещённых шкивах, не заботясь об их нахождении строго в одной плоскости.
Некоторые давно известные производители маленьких станков, за многие годы снискавшие признание и известность, продолжают их выпуск и сегодня. Современные часовые станки сейчас производит Cowells, Levin, Bergeon, Boley и Schaublin (из известных мне).

На фото: современный часовой токарный станок Cowells.

Фото из Фото галереи станков «Cowells». Ещё один из таких современных часовых станков с давней историей — американский Levin.

На фото: токарный Levin с цифровой индикацией от Sony.
Немецкая фирма Boley GmbH также не нуждается в представлении.
На фото: токарный станок Boley Leinen WW 83
То обстоятельство, что какой-то из производителей, даже с громким именем, остался не названным, вовсе ни о чём не говорит — материалы по маленьким станкам, собранные здесь, не претендуют ни на полноту, ни на какую-то объективность. Я просто систематизировал имеющуюся у меня в наличии информацию, дополнив небольшими комментариями. Но ещё много кто остался не упомянутым. Например, Webster-Whitcomb, первые буквы этих фамилий дали название и часовым цангам WW-типа, и часовым станкам WW-типа, которые имеют станину с Т-образным пазом.

Этот T-образный паз на центральном участке прорезан насквозь (на фото показан вид снизу).
Крестовой столик крепится через паз болтом снизу. Направляющие плоскости в этом типе станины получаются в виде усечённой треугольной призмы.
Второй вариант направляющей станины — «Женевский», от швейцарских мастеров, где направляющая имеет D-образную форму круглого прутка с боковой лыской по всей длине.

Так выглядят WW-цанги для часового станочка, уложенные в красивой подставке-магазине.
Источник
Для ремонта часов станок токарный станок
ТИПОВОЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ РЕМОНТА ЧАСОВ
Ввиду того, что описание оборудования и инструмента приводится в книге по ходу технологии производства ремонта основных типов часов, где описываются и рабочие приемы, в данном разделе только перечисляется типовое оборудование и инструмент, необходимые в ремонтной мастерской:
1. Товарный станок типа С-95 или типа Шаублин-90 со всеми принадлежностями к нему (патроны, цанги, оправки, приспособления) (рис. 44).
2. Ручной станок со смычком и роликом (рис. 45).
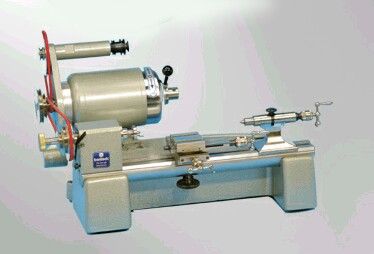
3. Малый токарный станок с ручным приводом (рис. 46).
4. Ангренажная машина.
5. Арондир-машина (кружительная машина для исправления зубчатых колес).
6. Вибрационная машина.
7. Прибор для проверки точности хода часов (ППЧ-4 или П-12).
8. Хронометр эталонный,
9. Тиски параллельные верстачные со вставными стальными губками шириной 60 см (рис. 47).
10. Ручные тисочки с зажимной гайкой, винтовой гайкой и барашком.
11. Ручной пресс.
12. Мерительный инструмент (рис. 48).
16. Напильники для крупных и мелких работ плоские, трехгранные, полукруглые, круглые, квадратные, овальные, ножовки, бархатные для полировки цапф.
17. Отвертки для средних и крупных работ.
18. Часовые отвертки для винтов мостов, винтов баланса.
19. Ручные цанги для отвертывания винтов баланса.
20. Набор пинцетов для крупных, мелких и особо мелких работ: для правки цапф; снятия волоска с баланса, снятия стрелок, установки колес, откусывания тонкой проволоки и т. п.
21. Набор пуансонов для закрепления колес на трибах и баланса на оси, для разных работ, посадки стрелок, колес, выбивания сломанных винтов, наметки центров, заклепывания трибов на колесе, насекания, оттягивания, суживания минутного колеса, насадки двойного ролика.
22. Набор перовых сверл: односторонних, полукруглых, пушечных.
23. Набор грабштихелей.
24. Набор разверток разных размеров.
25. Нож для открывания крышек и ободков.
26. Ручная дрель с набором сверл.
28. Масленки и маслодозиравки.
30. Стеклянные колпаки.
31. Наковальня для разных работ.
32. Винторезная доска.
33. Приспособление для уравновешивания баланса (перевес-машина).
34. Циркуль для определения биения баланса.
35. Камни шлифовальные и полировальные. Полировальники металлические (оловянные, из легких сплавов).
37. Электрический паяльник.
38. Резиновая груша.
39. Подставки для механизмов (набор).
40. Флажок — универсальный кондуктор для сверления отверстий.
41. Набор молотков.
42. Моечный ih сушильный аппараты.
При работе на токарном станке с помощью смычка обрабатываемую деталь приводят во вращение специальными роликами (рис. 49). Если же токарный станок снабжен приводным колесом (маховиком), то пользуются хомутиками (рис. 50), размеры которых зависят от величины обрабатываемой детали.
Токарный станок с маховиком и поводком хомутика значительно удобнее станка со смычком, так как обтачиваемая деталь все время вращается в одном направлении и не приходится менять положение грабштихеля, как при обтачивании на станке со смычком. Поверхность, обработанная на токарном станке с маховиком и хомутиком, получается чище, во время обтачивания почти
не бывает поломок тонких деталей, кроме того, ускоряется сам процесс обработки. Эти станки могут приводиться в движение и от электродвигателя. Лучшего результата можно добиться при работе на токарном станке типа Шаублин или С-95 с цангами.

Рис 44. Токарный станок с принадлежностями

Рис. 45. Токарный станок со смычком и роликом

Рис. 46. Малый токарный станок с ручным приводом

Рис. 47. Тиски параллельные верстачные

Рис. 48. Мерительный инструмент:
1, 2, 3 — штангенциркули; 4 — микрометр; 5—микрометрический индикатор

Рис. 49. Ролики и смычок для работы на токарном станке:
1 — ролики; 2 — смычек
Источник