
ТЕМА 8.4 УСТРОЙСТВО И РЕМОНТ
ЭЛЕКТРОПНЕВМАТИЧЕСКОГО КЛАПАНА АВТОСТОПА ЭПК-150
1 Краткое описание конструктивно-технологических особенностей электропневматического клапана автостопа ЭПК-150
Электропневматический клапан автостопа начал примется на локомотивах с 1948 г. и предназначен для автоматической подачи предупредительного сигнала (свистка) машинисту при приближении поезда (локомотива) к запрещающему сигналу, либо, в случае непринятия машинистом мер к снижению скорости или остановки, для экстренного торможения поезда (локомотива). В отдельных случаях, предусмотренных электрическими схемами или устройствами обеспечения безопасности движения, ЭПК-150 производит экстренную разрядку тормозной магистрали без подачи предупредительного сигнала.
Электропневматический клапан автостопа относится к устройствам безопасности и работает совместно с автоматической локомотивной сигнализацией, комплексным устройством безопасности, системой автоматического управления тормозами.
Электропневматический клапан автостопа (рисунок 1.1) состоит из следующих основных частей: кронштейна, корпуса 2, средней части, корпуса 15 замка и корпуса 16 электромагнита. В этих частях размещены: в кронштейне — камера выдержки времени К объемом 1 л и отводы для соединения с питательной ПМ и тормозной ТМ магистралями; в корпусе 2 — срывной клапан 3 (поршень) экстренной разрядки магистрали с резиновой манжетой и пружиной 4, плунжер 2 и свисток 28; в средней части 6 диафрагма 5, клапан 7, рычаг пружина 9 и винт 12; в корпусе электромагнита 16 — катушка 18, якорь 17 шток 9 с металлической мембраной 21 и сердечник 20; в корпусе 15 замка — эксцентриковый валик 25 и механизм 26 (замок) для приведения эксцентрика 24 в действие. С осью валика 25 соединен пластмассовый эксцентрик 24 включающий пары блок-контактов 14. В крышке 10 расположены конце — переключатель, блок — контакты зажимы 29 и провода 80. Для включения ЭПК необходимо вставить ключ, повернуть его в правое положение и оставить в замке. При этом эксцентриковый валик 25 через буфер 27 переместит шток 19 с плунжером 22 и прижмет клапан к седлу втулки 23. Воздух из питательной магистрали ПМ через калиброванное отверстие Б диаметром 0,9-1,0 мм, а затем через отверстие в диаметром 1 мм поступит в камеру выдержки времени К и камеру Л под диафрагму 5. Зарядка камеры К от давления 0,15 до давления 0,8 МПа происходит не более чем за 10 с. Диафрагма 5 займет верхнее положение, рычаг 8 переместит стержень концевого переключателя и замкнет верхнюю пару контактов. Электрическая цепь электромагнита будет частично подготовлена к включению.
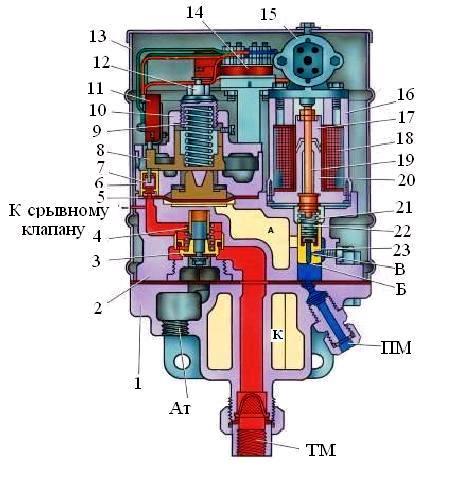
Рисунок 1.1 — Электропневматический клапан автостопа (ЭПК-150)
Сжатый воздух из тормозной магистрали ТМ через отверстие М диаметром 0,8 мм в поршне срывного клапана 3 поступит под клапан 7 и прижмет его к седлу. Под усилием давления пружины 4 клапан 3 разобщит атмосферный клапан Ат с тормозной магистралью ТМ. Затем ключ следует повернуть в левое положение до упора и нажать на рукоятку бдительности. При этом на катушку электромагнита 18 будет подано напряжение 45-55 В, якорь 17 притянется к сердечнику 20 и шток 19 прижмет плунжер 22 к седлу втулки 23. При повороте ключа электропневматического клапана в крайнее левое положение штифт эксцентрика упирается в палец буфера и исключает возможность дальнейшего поворота ключа в замке влево.
Для устранения выключения электропневматического клапана поворотом ключа влево от нейтрального положения на ключе имеется упорный штифт или прилив. Для удержания ключа в замке к корпусу прикреплена предохранительная скоба. При проезде путевого незакороченного индуктора или при смене на более запрещающий катушка электромагнита 18 обесточивается, и давлением воздуха на плунжер 22 якорь со штоком 19 поднимаются вверх. Сжатый воздух из камеры выдержки времени К, и из камеры Д через отверстие В поступает в свисток и уходит в атмосферу.
Одновременно в свисток будет поступать воздух из питательной магистрали через отверстие Б. Давление в полости перед свистком или тифоном резко падает до 0,4 МПа и поддерживается не ниже 0,2 МПа.
Давлением воздуха из тормозной магистрали поршень срывного клапана 3 будет отжат от седла и произойдет экстренная разрядка тормозной магистрали через широкий атмосферный канал Л. При давлении в тормозной магистрали около 0,15 МПа срывной клапан 3 под действием пружины 4 сядет на седло.
Зарядка (рисунок 1.2). Воздух из питательной магистрали ПМ через кран Кр2 и калиброванное отверстие В диаметром 1 мм, а затем через отверстие Б диаметром 1 мм поступает в камеру выдержки времени Г и камеру А под диафрагмой. Зарядка камеры Г от давления 1,5 до 8,0 кгс/см2 происходит за время не более 10 с.
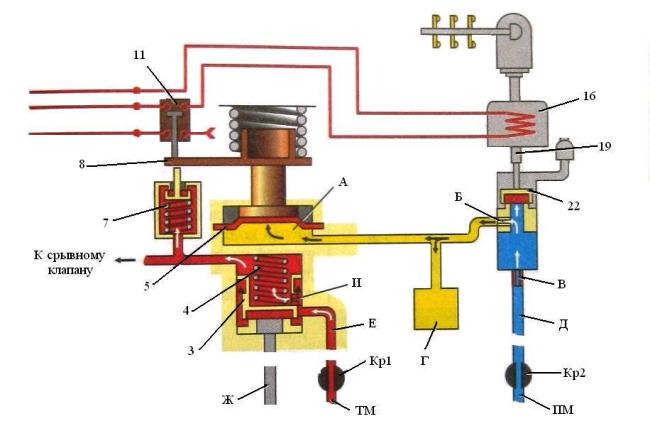
Рисунок 1.2 – Действие ЭПК – 150 при зарядке
Диафрагма 5 занимает верхнее положение, рычаг 8 перемешает стержень концевого выключателя 11 и замыкает верхнюю пару контактов. После этого электрическая цепь электромагнитного вентиля 16 готова к действию. Сжатый воздух из тормозной магистрали ТМ через кран Kр l и калиброванное отверстие И диаметром 0,8 мм в поршне, срывного клапана 3 проходит под клапан 7 и прижимает его к седлу. Под действием пружины 4 клапан 3 опускается и разобщает атмосферный канал Ж и тормозную магистраль ТМ. При воздействии на рукоятку бдительности, в катушку вентиля 16 подается напряжением 45—55 В. При этом якорь притягивается к сердечнику электромагнита и шток 19 прижимает плунжер к седлу.
Торможение (рисунок 1.3). При смене сигнала на локомотивном светофоре на более запрещающий, то обмотка вентиля обесточивается.
Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
К работе прилагается чертеж ЭПК-150Е в КОМПАСе на формате А1
Источник
Устройство и ремонт электропневматического клапана автостопа ЭПК-150 (стр. 4 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 5 |
7 Испытание электропневматического клапана автостопа
В процессе ремонта и сборки отдельных узлов электропневматического клапана проводят измерения, проверку и испытания его отдельных частей. После ремонта и монтажа всех узлов и деталей каждая деталь проходит приёмо-сдаточные испытания. Выполняют внешний осмотр ЭПК — 150, при котором проверяют укомплектованность узлами и деталями, его состояние. Испытать ЭПК-150 после ремонта на стенде (рисунок 7.1), подключить его к источнику постоянного тока стенда, провернуть ключ замка вправо до упора и открыть кран напорной магистрали. Проверить плотность срывного поршня путем обмыливания атмосферного отверстия в кронштейне. Допускается образование мыльного пузыря с удержанием не менее 5 сек. Проверить плотность клапана под электромагнитом, для чего вынуть ключ из замка, подать на электромагнит напряжение 30В и проверить плотность клапана при вывернутом свистке путем обмыливания отверстия под свисток. Допускается образование мыльного пузыря с удержанием его не менее 8 сек. Проверить напряжение срабатывания электромагнита путем плавного изменения напряжения на катушке при помощи реостата. Напряжение для полного закрытия клапана электромагнита должно быть не более 30В, напряжение отпадания якоря не менее 8В. Проверить исправность замка электропневматического клапана. Проверить работу всех узлов ЭПК под воздухом и отрегулировать их  работу. Регулировку момента открытия возбудительного клапана и подъема срывного поршня производить при помощи регулирующей упорки.
работу. Регулировку момента открытия возбудительного клапана и подъема срывного поршня производить при помощи регулирующей упорки.
 Рисунок 7.1 — Стенд для испытания электропневматического клапана
Рисунок 7.1 — Стенд для испытания электропневматического клапана
После окончания регулировки закрепить упорку стопорным болтом. При снятии напряжения с катушки и повороте ключа влево до упора звук свистка не должен прекращаться.
При перерыве питания электромагнита при вынутом ключе свисток должен немедленно придти в действие. При подаче напряжения на катушку, действие свистка должно немедленно прекратиться.
При давлении в напорной магистрали 1,5 + 0,5 атм. должно произойти размыкание контактов концевого выключателя, а затем срывной поршень должен подняться и произвести экстренную разрядку тормозной магистрали, закрытие срывного клапана должно происходить при снижении давления в тормозной магистрали до 1,5+0,5/0,2 атм.
Время падения давления в тормозной магистрали с 5 до 2,5 атм. должно быть не более 3 сек., при давлении в напорной магистрали не более 8 атм. Проверить ЭПК на плотность мест соединений всех узлов. Плотность проверять при давлении воздуха 6-8 атм. путем обмывания всех мест соединений. Образование мыльных пузырей не допускается. После сборки ЭПК проверяют на стенде. Для этого необходимо:
 1. Установить ЭПК-150 на кронштейн стенда и произвести его зарядку. При установке электропневматического клапана на кронштейн, необходимо проверить целостность резиновой прокладки, после чего надежно закрепить электропневматический клапан автостопа.
1. Установить ЭПК-150 на кронштейн стенда и произвести его зарядку. При установке электропневматического клапана на кронштейн, необходимо проверить целостность резиновой прокладки, после чего надежно закрепить электропневматический клапан автостопа.
2. Ключ электропневматического клапана вставить в замок повернуть вправо до упора. Зазор между контактами контактной системы замка типа ВПК 4040 должен быть не менее 1,5 мм. При меньшем зазоре между контактами отрегулировать кулачок замка.
3. Произвести зарядку электропневматического клапана автостопа воздухом, давлением 0,7-0,8 МПа. В заряженном состоянии ЭПК верхние контакты концевого переключателя должны быть замкнуты, при этом не должно происходить изгибание контактных пластин.
При не замыкании верхних контактов концевого переключателя или изгибании контактных пластин, отрегулировать затяжку пружины регулирующей упоркой.
4. Проверить плотность клапана:
4.1. Запитать катушку электромагнита, вывернуть свисток и обмылить резьбовое отверстие. Допускается образование мыльного пузыря с его удержанием не менее 4 с. При недостаточной плотности клапан заменить.
4.2. После проверки свисток ввернуть на свое место.
5. Отпадение якоря и открытие клапана ЭПК при давлении сжатого воздуха 0,7 МПа должно происходить при напряжении в катушке не менее 8В. Притяжение якоря и полное закрытие клапана ЭПК при давлении сжатого воздуха 0,7 МПа должно произойти при напряжении, не более 30 В. При не выдерживании выше указанных норм подобрать по упругости пружину.
6. Проверить плотность срывного клапана. Проверку производить путем обмыливания атмосферного отверстия под ним. Допускается образование мыльного пузыря с его удержанием не менее 4 с.
 7. Проверить работу электропневматического клапана автостопа.
7. Проверить работу электропневматического клапана автостопа.
Обесточить катушку электромагнита. При обесточивании катушки должен раздаться свисток. Звук свистка должен быть хорошо слышен. Время падения давления в камере выдержки времени с 0,8 + 0,02 МПа до 0,13 — 0,2 МПа должно происходить не более и не менее 7 + 1,5 с.
При снижении давления в камере выдержки времени до 0,13 — 0,2Мпа должен открыться возбудительный клапан и вызвать подъем поршня срывного клапана и разрядку тормозной магистрали. В момент открытия возбудительного клапана размыкаются верхние контакты концевого переключателя. При разрядке тормозной магистрали до 0,13 — 0,2Мпа (1,3 — 2 кгс/см2) срывной поршень садится на свое место и прекращается разрядка тормозной магистрали, при этом замыкаются нижние контакты концевого переключателя. Зазор между нормально разомкнутыми контактами должен быть не менее 2 мм. Остаточное давление в камере выдержки времени после ее разрядки должно быть не более 0,06 МПа (0,6 кгс/см2). После разрядки тормозной магистрали повернуть ключ ЭПК в крайнее правое положение до упора и зарядить тормозную магистраль и камеру выдержки времени от 0,15 МПа до 0,7 МПа (от 1,5 кгс/см2 до 7 кгс/см2) не более 10 с.
8.Проверить электропневматический клапан на герметичность соединения.
Проверка производится при зарядке ЭПК воздухом, давлением 0,7 — 0,8 МПа (7-8 кгс/см). Образующие пузыри должны удерживаться не менее 4 с.
 8 Мероприятия по охране труда
8 Мероприятия по охране труда
К работе в электроаппаратном отделении допускаются лица, не моложе 18 лет, имеющие допуск по производству работ, прошедших предварительный медицинский осмотр, вводный инструктаж, первичный инструктаж и обучение безопасным приемам труда на рабочем месте.
Все рабочие после первичного инструктажа на рабочем месте и проверке знаний в течение 2 — 5 смен должны выполнить работу под наблюдением мастера или бригадира, после этого оформляется допуск к самостоятельной работе. Проверку знаний по технике безопасности проводить ежегодно, при замене или модернизации оборудования, приспособлений и инструментов, при смене места работы обязательно проводится целевой инструктаж.
Для работы рабочему выдается следующая спецодежда: костюм хлопчатобумажный ГОСТ 27653 — 88 от механических воздействий и загрязнений – на 12 месяцев; ботинки кожаные ГОСТ 12.4.164-85 для защиты от ударов в носовой части энергией 1000 ДЖ – 12 месяцев; очки защитные ГОСТ 12.04013-85 для защиты глаз спереди и с боков; защитные перчатки.
Соблюдать правила внутреннего распорядка на предприятии. Употребление алкогольных напитков на работе, а также выход на работу в нетрезвом виде запрещается. Курить только в специально оборудованных местах.
При каждом несчастном случае или аварии пострадавший или очевидцы обязаны немедленно известить мастера или другого непосредственного руководителя и обраться за помощью в медпункт. Не допускать на свое рабочее место лиц, не имеющих отношения к порученной работе. Рабочее место должно быть оборудовано местным освещением с напряжением 36В с имеющей предупреждающей надписью. В целях пожарной безопасности содержите рабочее место в чистоте. Пролитое масло  и др. горючие жидкости вытереть досуха. Использованную ветошь складывать в специальный ящик. Не загромождайте подход к щитам с противопожарным инвентарем, пожарным кранам и к общему цеховому рубильнику. О каждом несчастном случае или аварии пострадавший или очевидцы обязаны немедленно известить мастера или другого непосредственного руководителя работ и обратиться за помощью в медпункт. Рабочий обязан знать правила оказания первой (доврачебной) помощи пострадавшим от электротока, пожара и других травмирующих факторов. Уметь самостоятельно применять их при несчастных случаях.
и др. горючие жидкости вытереть досуха. Использованную ветошь складывать в специальный ящик. Не загромождайте подход к щитам с противопожарным инвентарем, пожарным кранам и к общему цеховому рубильнику. О каждом несчастном случае или аварии пострадавший или очевидцы обязаны немедленно известить мастера или другого непосредственного руководителя работ и обратиться за помощью в медпункт. Рабочий обязан знать правила оказания первой (доврачебной) помощи пострадавшим от электротока, пожара и других травмирующих факторов. Уметь самостоятельно применять их при несчастных случаях.
Работники производственных участков обязаны:
Выполнять только ту работу, которая поручена мастером и при условии, что безопасные приемы ее выполнения хорошо известны. В сомнительном случае обратиться к мастеру.
Быть внимательным, не отвлекаться на посторонние дела и разговоры, не отвлекать других работающих.
Работать только исправным инструментом. Инструмент хранить в переносном инструментальном ящике или сумке.
При групповой работе каждый работающий должен принимать положение, безопасное для себя и не угрожающее безопасности другого.
При транспортировке узлов и деталей пользоваться только специальными грузозахватными приспособлениями. Запрещается пользоваться поврежденными или немаркированными грузозахватными приспособлениями и тарой. Во всех случаях перед подъемом груза убедиться в том, что груз надежно закреплен. Для этого поднять груз на 200-300 мм от поверхности, проверить правильность крепления и натяжения строп. При обнаружении неправильной и ненадежной зацепки груза опустить его и произвести строповку вновь. Помнить, что удерживать стропы, соскальзывающие с груза при его подъемке или транспортировке, а также направлять их ударами молотка или лома запрещается.
При перемещении груза в горизонтальном направлении, он должен быть поднят не менее чём на 0,5м выше встречающихся препятствий. Необходимо следить за тем, чтобы в зоне транспортировки не было людей, сопровождать груз сзади, находясь в безопасной зоне.
С воздушными, сварочными и водопроводными шлангами, с электрическими проводами обращаться аккуратно, не допускать их  перегибов, запутывания, пересечения с тросами, другими шлангами. Размещать их так, чтобы была исключена возможность наезда на него транспорта и прохода по нему рабочих.
перегибов, запутывания, пересечения с тросами, другими шлангами. Размещать их так, чтобы была исключена возможность наезда на него транспорта и прохода по нему рабочих.
Источник