- Информация
- Профилактика прессформ
- Промывка системы охлаждения пресс-форм и калибраторов.
- Не многие производства адекватно оценивают важность такого мероприятия, как промывка системы охлаждения пресс-формы. Зачастую система охлаждения уже не эффективна в виду отложения на стенках каналов накипи и коррозии, а цикл при литье увеличился. Загрязненная система охлаждения не в состоянии полноценно справляться с возложенной на нею задачей – охлаждение отливки, в некоторых случаях, загрязнение и перегрев формы может привести и к её ремонту.
- Приложение к ГОСТ 27358-87 : Пресс-формы для изготовления изделий из пластмасс. Общие технические условия.
- Ремонт пресс-форм для литья полимерных материалов
- Смотрите также
- Пресс-формы: назначение и характеристика
- Основные проблемы при функционировании пресс-форм
- Ремонт пресс-форм
- Способы увеличения срока службы пресс-форм
- Присоединяйтесь
Информация
 Вид предприимателя: Индивидуальный предприниматель
Вид предприимателя: Индивидуальный предприниматель
ФИО: Тютенкова Юлия Николаевна
Реквизиты (данные из ЕГРИП):
Дата внесения в реестр: 25.07.2012
ОКАТО: 45283593 — Москва, Административные округа г Москвы, Северо-Западный, Районы Северо-Западного административного округа, Южное Тушино
ОКТМО: 45373000 — Москва — город федерального значения, Внутригородское муниципальное образование в городе Москве муниципальный округ Южное Тушино
Наименование регоргана, в котором находится регдело: Межрайонная инспекция Федеральной налоговой службы № 46 по г. Москве
ОКФС: 16 — Частная собственность
ОКОГУ: 4210015 — Индивидуальные предприниматели
ОКОПФ: 91 — Индивидуальные предприниматели
Основной (по коду ОКВЭД): 28.52- Обработка металлических изделий с использованием основных технологических процессов машиностроения
(28.5-Обработка металлов и нанесение покрытий на металлы, обработка металлических изделий с использованием основных технологических процессов машиностроения, 28-Производство готовых металлических изделий, DJ-Металлургическое производство и производство готовых металлических изделий, D-Обрабатывающие производства)
| 25.23 | Производство пластмассовых изделий, используемых в строительстве |
| 25.24 | Производство прочих пластмассовых изделий |
| 28.51 | Обработка металлов и нанесение покрытий на металлы |
| 51.65.6 | Оптовая торговля прочими машинами, приборами, оборудованием общепромышленного и специального назначения |
| 51.70 | Прочая оптовая торговля |
| 52.63 | Прочая розничная торговля вне магазинов |
| 71.34 | Аренда прочих машин и оборудования, не включенных в другие группировки |
| 74.20.12 | Проектирование производственных помещений, включая размещение машин и оборудования |
| 74.20.14 | Разработка проектов промышленных процессов и производств, относящихся к электротехнике, электронной технике, горному делу, химической технологии, машиностроению, а также в области промышленного строительства, системотехники и техники безопасности |
Индивидуальный предприниматель Тютенкова Юлия Николаевна зарегистрирован 25 июля 2012 года в Межрайонная инспекция Федеральной налоговой службы № 46 по г. Москве. Ему был присвоен ОГРН 312774620700772, внесен его ИНН 773310345766. Основным видом деятельности является обработка металлических изделий с использованием основных технологических процессов машиностроения.
Наш опыт работы с пресс-формами 25лет.
От разработки изделия до выпуска готовой продукции.
Мы проанализируем проблемы связанные с неправильной работой пресс-формы и решим их в кратчайший срок.
Источник
Профилактика прессформ
Промывка системы охлаждения пресс-форм и калибраторов.
Не многие производства адекватно оценивают важность такого мероприятия, как промывка системы охлаждения пресс-формы. Зачастую система охлаждения уже не эффективна в виду отложения на стенках каналов накипи и коррозии, а цикл при литье увеличился. Загрязненная система охлаждения не в состоянии полноценно справляться с возложенной на нею задачей – охлаждение отливки, в некоторых случаях, загрязнение и перегрев формы может привести и к её ремонту.
Приложение к ГОСТ 27358-87 : Пресс-формы для изготовления изделий из пластмасс. Общие технические условия.
ПЕРЕЧЕНЬ РАБОТ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И РЕМОНТЕ ПРЕСС-ФОРМ
Для обеспечения гарантийной стойкости в процессе эксплуатации пресс-форм должны периодически подвергаться техническому обслуживанию и планово-предупредительному ремонту (ППР).
Система ППР прессовых и литьевых форм для изготовления изделий из пластмасс представляет совокупность организационно-технических мероприятий по надзору, уходу за пресс-формами и всем видам ремонта.
Система ППР включает основные виды обслуживания пресс-форм:
профилактический осмотр и профилактическое межремонтное обслуживание пресс-форм;
текущий ремонт;
средний и капитальный ремонт.
ПРОФИЛАКТИЧЕСКИЙ ОСМОТР
И ПРОФИЛАКТИЧЕСКОЕ МЕЖРЕМОНТНОЕ ОБСЛУЖИВАНИЕ
В соответствии с назначением, объемом, составом работ и периодичностью выполнения
профилактические работы подразделяют на виды:
ежесменное техническое обслуживание пресс-форм, выполняемое в течении всей смены;
техническое обслуживание, выполняемое после снятия пресс-формы с оборудования, перед отправкойна склад.
Ежесменное техническое обслуживание пресс-форм без снятия ее с оборудования предусматривает:
проверку крепления и центровки пресс-формы на оборудовании и, при необходимости, подтягивание болтов;
осмотр пресс-формы, регулирование и смазку направляющих элементов;
прочистку отверстий от облоя;
проверку плит (выталкивателей, штоков);
проверку плит обогрева, замену в случае необходимости или закрепления клемника, замену обогревателей;
проверку наличия покрытия на формообразующих поверхностях деталей пресс-формы;
проверку плавности перемещения движущихся частей пресс-формы, смазку движущихся частей;
проверку других деталей и узлов пресс-формы, определяющих ее нормальную эксплуатацию.
Техническое обслуживание пресс-формы после снятия ее с оборудования до отправки на склад предусматривает:
наружный осмотр формы, выявление неисправностей в процессе эксплуатации, очистку, смазку;
исправление мелких дефектов, подтягивание отдельных деталей и устройств, подналадку;
замену легко демонтируемых и фиксирующих элементов;
оценку качества формуемых изделий.
ТЕКУЩИЙ РЕМОНТ
Текущий ремонт – вид плавного ремонта, при котором заменой быстроизнашивающихся деталей и восстановлением требуемой шероховатости поверхности формообразующих элементов, а также доработкой литниковой системы обеспечивается нормальная работа пресс-формы до очередного планового ремонта.
Текущий ремонт пресс-формы может включать:
частичную разборку и сборку пресс-формы с промывкой и очисткой отдельных деталей;
замену выталкивателей (их пригонку);
замену формующих вставок;
замену стяжных болтов, проверку (прогонку) резьбовых отверстий метчиками;
замену стяжных винтов и штоков, выталкивателей, механизмов бокового перемещения знаков;
устранение обратных конусов, доводку до чертежных размеров отдельных вставок, элементов матриц и пуансонов с их перехромировкой;
замену направляющих колонок и втулок;
замену резьбовой втулки под хвостовик;
замену сменных маркировок;
замену штоков, загрузочных камер;
доработку литниковой системы;
замену боковых рычагов, клиньев, колонок;
ремонт или замену системы обогрева формы;
замену мелких секций;
замену фиксирующих штифтов;
замену отдельный неформующих деталей и узлов, не указанных выше;
устранение забоин, вмятин, заусенцев на формообразующих деталях пресс-формы;
установку и снятие пресс-формы с оборудования.
Ремонт считается текущим, если проводится одна или несколько из перечисленных работ в п. 2.2 работ и общая трудоемкость ремонта не превышает 20 нормо-ч.
СРЕДНИЙ И КАПИАЛЬНЫЙ РЕМОНТЫ
Средний ремонт – вид планового ремонта, при котором проводится частичная разборка пресс-формы, капитальный ремонт отдельных частей, замена и восстановление основных изношенных деталей, восстановление покрытия и переполировка формообразующих деталей пресс-форм с их доработкой по полученным отливкам (прессовкам) до требований чертежа.
Капитальный ремонт – комплекс работ, включающий полную разборку пресс-формы, замену всех изношенных деталей с восстановлением всех ее эксплуатационных характеристик, предусмотренных техническими условиями и чертежами.
Средний или капитальный ремонт пресс-форм может включать:
полное или частичное восстановление покрытия деталей пресс-формы;
изготовление и пригонку формующих секций;
изготовление новых пуансонов и матриц;
изготовление новых обойм и пуансонодержателей;
изготовление новых плит и прокладок;
изготовление новых плит штоков, плит выталкивателей, других деталей подвижных траверс;
перешлифовку плит и связанную с этим подгонку выталкивателей, знаков;
изготовление новых вставок;
изготовление новых клиньев и боковых механизмов;
реставрацию изношенных секций и их пригонку;
изготовление новых ограничительных планок;
работы входящие в текущий ремонт;
замену электродвигателей, редукторов, реечных передач, гидроцилиндров и т. д.
Трудоемкость работ восстановительных ремонтов по отношению к трудоемкости изготовления новой пресс-формы составляет:
20-30 % — для среднего ремонта;
40-6- % — для капитального ремонта.
Наш опыт работы с пресс-формами 25лет.
От разработки изделия до выпуска готовой продукции.
Мы проанализируем проблемы связанные с неправильной работой пресс-формы и решим их в кратчайший срок.
Источник
Ремонт пресс-форм для литья полимерных материалов
Смотрите также


Пресс-формы: назначение и характеристика
Пресс-форма представляет собой емкость, предназначенную для получения изделий различной конфигурации. Она должна точно повторять все углы, изгибы, отверстия и другие характеристики «силуэта» будущего изделия.

Рис. 1. Пресс-форма для литья бутылок
Перед началом литья устройство находится в закрытом виде, в процессе работы оно заполняется расплавленным полимерным материалом из загрузочной камеры. После остывания форма открывается и готовая деталь вынимается с помощью специальных инструментов.
Пресс-форма состоит из подвижной (пуансон, фиксаторы, выталкиватели) и неподвижной части (матрица).
Литье изделий с помощью пресс-форм характерно для серийного производства, так как это сложный и дорогостоящий процесс. Именно поэтому так много внимания уделяется продлению срока службы и ремонту оборудования.
Существует большое количество разновидностей пресс-форм. Они различаются по методу извлечения изделий, количеству одновременно изготавливаемых деталей, расположению плоскости разъема, системе каналов подачи вещества.
Однако при работе любого вида литьевых форм могут возникнуть однотипные проблемы.
Основные проблемы при функционировании пресс-форм
- Подвижные детали подвергаются повышенному износу, так как основная нагрузка оказывается именно на них. Особенно это касается системы смыкания и толкания, направляющих скольжения
- Экстремальные температуры
- Трение подвижных деталей, приводящее к схватываниям и задирам
- Прилипание пластика к формам при извлечении готовой детали. Сложности в выемке, брак изделий
- Механические повреждения
- Очистка поверхности агрессивными веществами
- Коррозия
Чтобы снизить риск выхода формующего оборудования из строя, необходимо периодически проводить осмотр пресс-форм на наличие повреждений и при необходимости произвести ремонт.
Ремонт пресс-форм
Основным методом восстановления геометрии матрицы является наплавка.
- Оценка повреждений
- Наплавка
- Подгонка формы
- Травление
- Дробеструйная обработка
- Нанесение антипригарного разделительного покрытия
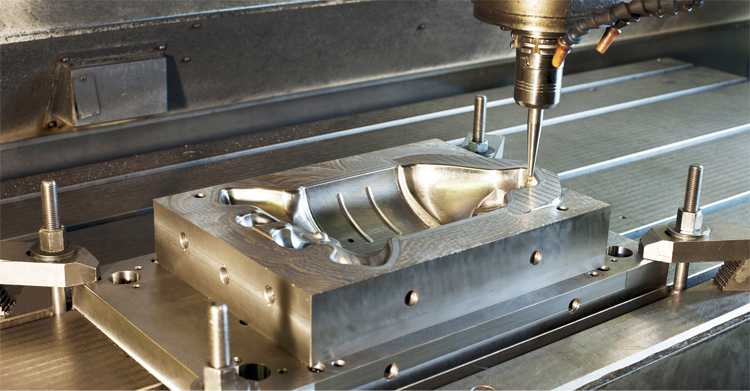
Рис. 2. Ремонт пресс-формы
Поврежденные подвижные элементы пресс-форм в большинстве случаев подлежат замене.
Обязательным этапом ремонта является нанесение на пресс-формы защитного покрытия. Использование для этой цели пластичных смазок не может в полной мере обеспечить антипригарные и разделительные функции. Такие материалы быстро выгорают, требуют частой замены, не выдерживают высоких температур, пачкают готовые изделия.

Рис.3 Пресс-форма с поврежденной поверхностью
Эффективным решением становится применение современных антифрикционных твердосмазочных покрытий MODENGY.
- Широкий диапазон рабочих температур
- Антиадгезионные свойства
- Защита от коррозии
- Устойчивость к воздействию химически агрессивных веществ
- Длительный срок службы
На пресс-формы наносятся покрытия MODENGY 1007 , MODENGY 1014 и MODENGY PTFE-A20.

MODENGY 1007 изготавливается на основе графита. Материал рекомендуется к применению в условиях экстремально высоких температур (до +350 °C). Покрытие, нанесенное на деталь, полимеризуется при нагреве до +200 °C в течение 20 минут.
MODENGY 1014 на основе политетрафторэтилена устойчив к воздействию температур до +255 °C. Полимеризуется при нагреве до +200 °C за 40 минут.
Если отсутствует возможность отверждения покрытия нагревом, используется материал MODENGY PTFE-A20 на основе политетрафторэтилена. Он работает при температуре до +130 °C. Нанесенный слой имеет полупрозрачный оттенок и отверждается при комнатной температуре за 30 минут.

Рис. 4. Пресс-формы с покрытиями MODENGY 1007 (слева) и MODENGY PTFE-A20 (справа)
Выбор оптимального покрытия проводится исходя из температуры эксплуатации деталей и возможности / невозможности произвести полимеризацию в печи.
Способы увеличения срока службы пресс-форм
Ремонт пресс-формы и качественное восстановление рисунка матрицы очень трудоемкий процесс. Многократная реставрация может привести к потере необходимой конфигурации, а значит и к снижению качества продукции.
Чтобы этого избежать, на поверхность литьевой емкости можно нанести вышеуказанные антифрикционные твердосмазочные покрытия, которые защитят детали от нагара, налипания расплавленного вещества, внештатных перегревов, коррозии.
На движущиеся элементы пресс-форм, таких как направляющие скольжения и толкатели, рекомендуется наносить антифрикционное твердосмазочное покрытие MODENGY 1005.
- Основа – дисульфид молибдена
- Низкий коэффициент трения
- Высокая несущая способность
- Широкий диапазон рабочих температур: от -70 до +255 °C
- Эффективная защита от коррозии и фреттинг-коррозии
- Длительный срок службы
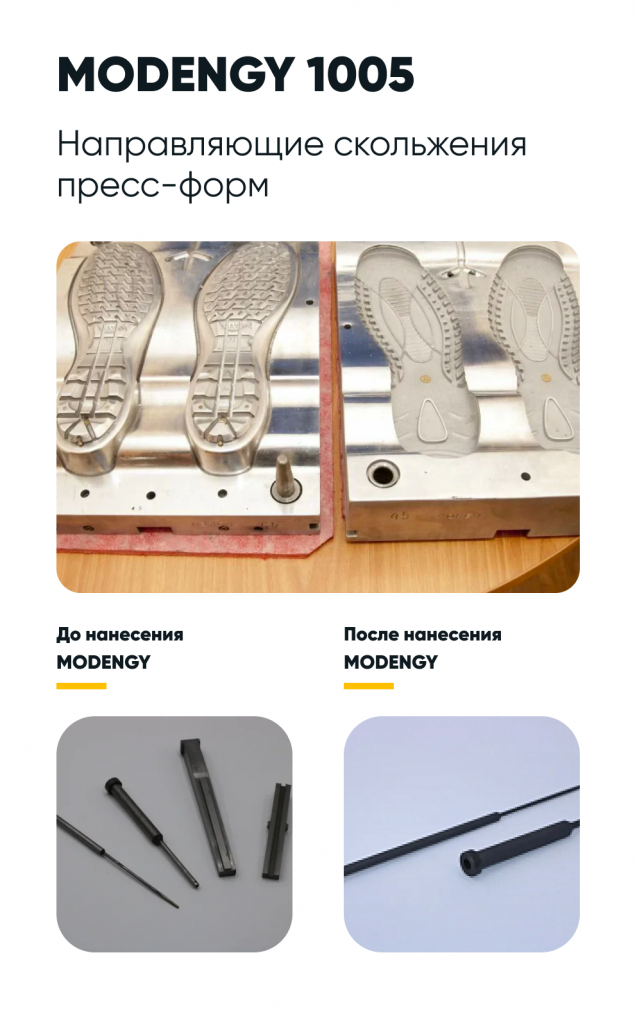
Рис. 5. Направляющие скольжения пресс-форм с покрытием MODENGY 1005 и без
Благодаря использованию покрытия MODENGY 1005 предотвращаются задиры и повреждения деталей, снижается время на простой технологической линии, повышается ресурс механизмов и качество выпускаемой продукции.
Для того, чтобы пресс-формы не выходили из строя как можно дольше, рекомендуется проводить их регулярный осмотр и техническое обслуживание. Использование для последнего процесса антифрикционных твердосмазочных покрытий MODENGY помогает максимально увеличить ресурс деталей.
Присоединяйтесь
© 2004 – 2021 ООО «АТФ». Все авторские права защищены. ООО «АТФ» является зарегистрированной торговой маркой.
Источник