Коленчатый вал: как будем ремонтировать? ч. 1
К сожалению, подобная практика «разделения труда» часто приводит к плачевному результату. Моторист, не проверив все должным образом, отдает на шлифовку коленвал, который не требует ремонта или, напротив, поврежден так, что уже не может быть качественно отремонтирован. Шлифовщик тоже «не отстает» от моториста и делает, как просят, главное, побыстрее. Далее коленвал «попадает» в двигатель практически без проверки, да и зачем проверять — моторист считает это обязанностью шлифовщика. А то, что после ремонта вал может иметь дефекты (биение, эллипсность и конусность шеек, дисбаланс), вроде и не волнует никого. Хотя нет, волнует — владелец автомобиля тысяч через . надцать пробега вспомнит моториста недобрым словом. А с того «как с гуся вода» — мол, все было сделано правильно, просто запчасти плохие подсунули.
Такая вот невеселая, но вполне типичная история. Конечно, и мотористы, и шлифовщики бывают разные. Чтобы избежать ошибок, и сделают все как надо, и проверят вал тщательно — известный принцип «доверяй, но проверяй» в таком случае работает как нельзя лучше.
А что и как надо проверять? Ответить на этот вопрос можно только обладая знанием технологии ремонта вала. Которая, в свою очередь, начинается именно с контроля.
С чего начать?
Проверка коленчатого вала перед его ремонтом несколько отличается от той, которую проводят при дефектовке или сборке двигателя. Конечно, и в том, и в другом случае проверяется геометрия вала, но в нашем случае от результатов проверки зависит выбор технологии ремонта.
Для проверки вал устанавливается на призмы крайними коренными шейками, а у средних с помощью стойки с индикатором измеряется биение. Проверяется также биение хвостовика и поверхностей сальников. Далее проводят тщательное измерение диаметров коренных и шатунных шеек. При этом обращают внимание на износ средней и крайних коренных шеек (он может быть повышен), а также на эллипсность шатунных шеек. Последнее измерение выполняют в нескольких плоскостях — при наличии эллипсности минимальный размер шейки обычно получается в направлении, сдвинутом на 20-40 о против вращения от плоскости, проходящей через радиус кривошипа. После этих измерений картина несколько проясняется.
Дальнейшие действия лучше проиллюстрировать на примере. Стало общепринятым, что шлифовать вал можно только в случае, если биение средних шеек относительно крайних не превышает 0,1 мм. Точнее, шлифовать-то можно и при большем биении, но тогда неизбежно возникновение дисбаланса, который после ремонта будет необходимо устранить. К сожалению, пока в отечественной ремонтной практике хорошо освоена лишь балансировка валов 4-цилиндровых рядных и оппозитных двигателей, а также рядных 6-цилиндровых и V-образных 12-цилиндровых. Остальные типы валов — 2-, 3- и 5-цилиндровых рядных двигателей, а также большинство 6- и 8-цилиндровых V-образных отбалансировать весьма и весьма проблематично. Поэтому при биении коренных шеек свыше 0,1 мм перед шлифовкой целесообразно вал править.
Если вал уже подвергался шлифовке, не исключено, что хвостовик и поверхности сальников несоосны коренным шейкам. Известны случаи, когда недобросовестные шлифовщики умудрялись так изуродовать вал, что биение на этих поверхностях становилось раз в десять (!) больше допустимого — более 0,1-0,15 мм. Если добавить сюда износ коренных шеек, а также их возможное взаимное биение, то при исправлении подобной «халтуры» вал, скорее всего, «не выйдет» в следующий ремонтный размер шеек. Тогда, прежде чем шлифовать, следует уточнить наличие вкладышей необходимого ремонтного размера. Кстати, такое уточнение необходимо для многих двигателей иномарок — ситуация, когда после шлифовки коленвала искомые вкладыши будут найдены лишь на бумаге каталога, не редкость.
Однако самая большая неприятность — это когда ремонтировать уже «нечего» — износ шеек превысил максимальное ремонтное уменьшение. Такой вал обычно выбраковывают, в крайнем случае восстанавливают шейки наваркой или наплавкой.
Валы с перегретыми после разрушения подшипников шейками желательно проверить на отсутствие трещин. Такая проверка обычно выполняется с помощью специальной установки — магнитного дефектоскопа. Глубокие трещины, уходящие в тело вала, — основание для выбраковки. Иногда такие трещины видны и невооруженным глазом.
Перед установкой вала в станке необходима еще одна проверка. Вал ставят в центрах и измеряют биение хвостовика и поверхности заднего сальника. Если биение превышает 0,01-0,02 мм, необходимо править центровые фаски вала, иначе шлифовать коренные шейки будет невозможно.
Существует несколько способов правки фасок — шабрением, притиркой и протачиванием.
Первый способ прост, но неудачен, т.к. из-за неправильной геометрии фаски качество шлифовки вала будет снижено (может появиться эллипсность коренных шеек). Второй способ точен, но слишком трудоемок — в токарном станке фаска притирается с помощью абразивной пасты к коническому притиру. Наилучшие результаты дает протачивание вала в токарном станке с использованием люнета.
Отметим, что если на большинстве европейских и японских валов «кривые» центровые фаски — редкость, то у американских встречаются довольно часто, причем некоторые валы даже не имеют фасок. Из отечественных двигателей отличаются «волговские» валы — при ремонте правка их центровых фасок оказывается обязательной.
И, наконец, последняя подготовительная операция — удаление заглушек и промывка внутренних каналов. Последняя операция обязательна — во внутренних каналах около заглушек скапливается значительное количество грязи. Стоит только пренебречь промывкой, как грязь обязательно испортит самую качественную шлифовку вала, и весь ремонт двигателя пойдет насмарку.
Итак, подготовка к работе завершена. Тем не менее, приступать к шлифовке еще рано, надо проверить шлифовальный станок.
Какой станок лучше?
Для шлифования коленчатых валов применяются специализированные шлифовальные станки с приспособлениями, позволяющими сместить ось коренных шеек относительно оси вращения вала в станке. Это необходимо для шлифования шатунных шеек.
Как показывает практика, результат ремонта вала во многом зависит не от модели шлифовального станка, а от его состояния. Поскольку дефекты станка, ошибки, небрежности и неточности при его наладке делают невозможным качественный ремонт вала. За примерами далеко ходить не надо.
Один из самых распространенных дефектов шлифовки — дробление, при котором поверхность шейки приобретает характерный «многогранный» вид. Причина этого дефекта обычно заключается в плохой подготовке шлифовального круга, когда его биение становится больше 3-4 мкм. К таким же последствиям может привести недостаточное натяжение ремней привода планшайбы передней бабки станка.
Еще один весьма распространенный дефект — несоосность центров передней и задней бабки. Это нетрудно проверить с помощью шлифованного стержня (скалки), установленного в центрах, и стойки с индикатором. Несоосность центров приводит к неправильной обкатке центровых фасок и эллипсности шеек вала, а если она обнаружена, то причина может быть, к примеру, в износе направляющих стола станка. Тогда ремонтировать надо не вал, а станок.
Очень важное значение имеет соосность патронов станка. Допустимое значение несоосности не должно превышать 0,04-0,05 мм на длине вала. Этот параметр обеспечивает параллельность осей шатунных и коренных шеек. Отметим, что он определяется состоянием станка, а измерить непараллельность шеек непосредственно на коленчатом валу невозможно.
При несоосности патронов вал, зажатый в них, вращается по очень сложной траектории, в результате чего шатунные шейки, расположенные попарно, после шлифовки оказываются на разных радиусах и сдвинутыми по окружности. Очевидно, двигатель с таким валом уже никогда не сможет работать ровно.
Непараллельность шеек проявляется при дальнейшей эксплуатации ускоренным износом шатунных вкладышей, особенно у их краев. А поскольку контролю этот параметр не поддается, то соосность патронов станка — вопрос доверия к шлифовщику.
Несоосность патронов нетрудно устранить протачиванием их кулачков в токарном станке при базировании по наружному диаметру патрона. Правда, иногда несоосность возникает из-за дефекта планшайбы передней или задней бабки. Но так или иначе, указанные дефекты должны быть устранены, иначе качество шлифовки вала будет резко снижено.
При наладке станка обязательно проверяется конусность шеек (не более 1-2 мкм). Этот параметр регулируется с помощью специальной конусной линейки станка и особенно важен при шлифовке валов с широкими шейками.
И, наконец, жесткость закрепления вала в станке: люфты в различных соединениях станка легко могут привести к дроблению или эллипсности шеек.
Наш анализ возможных дефектов и их причин показывает, как важно для обеспечения качественной шлифовки содержать станок в исправном состоянии и периодически проверять его. А это совсем не просто. Но анализ оказался бы не полным, если не отметить роль самого шлифовщика. Какой бы замечательный, новый и точный ни был станок, квалификация шлифовщика имеет решающее значение. Особенно, когда речь идет о «ловле» микронных размеров, биений, отклонений формы и расположения поверхностей. Более того, квалифицированный мастер «чувствует металл», видит, как ведет себя вал при шлифовке и при малейшем отклонении от нормы обязательно лишний раз проверит станок.
Итак, коленчатый вал проверен, станок налажен, можно шлифовать. Но о том, как это делается, читайте в наших будущих статьях.
Источник
Проверка технического состояния и ремонт коленчатого вала
Для обеспечения селективной сборки двигателя блок двигателя и коленчатый вал по размерам постелей и шеек коленчатого вала разбиваются на группы и маркируется буквами.
Перед проверкой технического состояния коленчатого вала необходимо выполнить перечисленные ниже операции.
Тщательно протереть коленчатый вал растворителем, бензином или керосином и убедиться в отсутствии на шейках следов неравномерного изнашивания, трещин, задиров, рисок и следов коррозии. Степень износа поверхности вала может быть проверена с помощью медной шайбы или монеты. Для этого необходимо несколько раз потереть шайбой (монетой) по поверхности шейки. Если на шейке остаются частички меди, значит, она изношена и должна быть перешлифована. С меньшей достоверностью наличие следов износа на шейках коленчатого вала определяют проведя по ним пальцем руки без нажима.
После проверки прочищают все масляные каналы используя проволочную или жесткую волосяную щетку. Удаляют заглушки с каналов системы смазки, промывают каналы моющим раствором или керосином, продувают сжатым воздухом, обработать зенкером гнезда заглушек и устанавливают новые заглушки, зачеканив их в нескольких точках керном. Чтобы острые края не царапали и не оставляли выемок на вновь устанавливаемых подшипниках, необходимо снять фаски с отверстий масляных каналов.
Если производится шлифование коленчатого вала, вышеуказанные операции выполняются после него. Незначительные неровности на шейках можно зачистить шлифовальной шкуркой или бруском мелкой зернистости.
Коленчатый вал проверяют, установив его на две призмы. При этом проверяют радиальное биение коренных шеек (рис. 4.24), а также смещение осей шеек от плоскости, проходящей через оси шатунных и коренных шеек, и неперпендикулярность торцевой поверхности фланца по отношению к оси коленчатого вала.
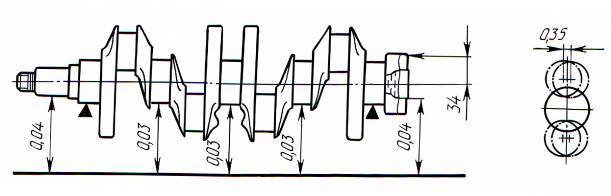
Рис. 4.24. Проверка коленчатого вала
Биение проверяют по средней коренной шейке. Оно должно быть не более 0,025…0,060 мм (в зависимости от модели двигателя).
Если шейки вала имеют глубокие риски, неравномерный износ, задиры и овальность свыше 0,05 мм, их шлифуют до ближайшего ремонтного размера с определенным уменьшением по диаметру относительно номинального размера (в автомобилях ВАЗ, “Фиат”, “Форд”, “Тойота”, как правило, на 0,25, 0,50, ,75 и 1,00 мм) с последующим полированием алмазной пастой или пастой ГОИ и промывкой масляных каналов.
Чтобы иметь информацию о размерах шеек коленчатого вала, на первой его щеке указывают уменьшение диаметра коренных и шатунных шеек (например, “К 0,25”, “Ш 0,50” в автомобилях ВАЗ), их класс (0, 1, 2, 3 в автомобилях “Тойота”) или наносят риски, обозначающие ремонтный размер (в автомобилях БМВ одна риска — 1-й ремонтный диаметр, две — 2-й и т. д.).
Шейки коленчатого вала шлифуют на специальном станке под ближайший размер подшипников, если установка стандартных подшипников номинального размера не обеспечивает требуемый радиальный зазор. Можно перешлифовать только коренные или только шатунные шейки, либо те и другие одновременно. Шлифование коренных и шатунных шеек может выполняться под разные ремонтные размеры, но ремонтные размеры одноименных шеек (коренных или шатунных) не должны различаться.
При шлифовании шеек должны соблюдаться следующие условия:
· не допускается касание шлифовальным кругом боковых поверхностей шейки (это может увеличить осевой люфт шатунов, что приведет к появлению стуков в шатунных подшипниках);
· конечный размер шеек должен быть с допуском +0,01…0,015 мм;
· непараллельность шатунных шеек относительно коренных на всей длине шатунной шейки — не более 0,015 мм;
· овальность и конусность шеек — не более 0,005 мм;
· шероховатость поверхности коренных шеек — не более 0,02 мкм;
· биение центральной коренной шейки — не более 0,02 мм.
Чрезмерный изгиб коленчатого вала (биение средней коренной шейки относительно крайних) устраняют правкой на прессе. Вал устанавливают крайними коренными шейками на призмы, а штоком пресса через медную или латунную прокладку прикладывают усилие к средней шейке со стороны, противоположной изгибу (рис.). При этом прогиб должен быть примерно в 10 раз больше устраняемого изгиба. Вал выдерживают под нагрузкой в течение 2…4 мин. После проверки рекомендуется подвергнуть вал термической обработке — нагреть до 180…200 ° С и выдержать при этой температуре в течение 5…6 ч. После правки вал снова следует проверить на биение.
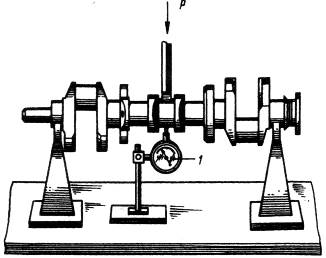
Рис. Правка коленчатого вала:
1 – индикатор; Р – усилие пресса
После установки коленчатого вала в блок цилиндров необходимо проверить его осевой люфт. Люфт не должен превышать допустимых значений производителя, в противном случае шатун будет клинить на шейке вала. В это случае шатунные подшипники будут иметь характерный «диагональный» износ.
На блок устанавливают кронштейн с индикатором часового типа таким образом, чтобы его ножка упиралась во фланец вала (рис. 4.25). Перемещая вал вверх или вниз (например, отвертками), измеряют люфт. В автомобилях ВАЗ-2109 он должна находиться в пределах 0,06…0,26 мм, “Опель Рекорд” с двигателем 21D – 0,030…0,130 мм, “Опель Рекорд” с двигателем 20S – 0,043…0,156, БМВ – 0,085…0,174 мм, “Ауди 80D”, “Фольксваген” – 0,07…0,17 мм. Предельный осевой люфт для всех двигателей – 0,35… 0,37 мм.
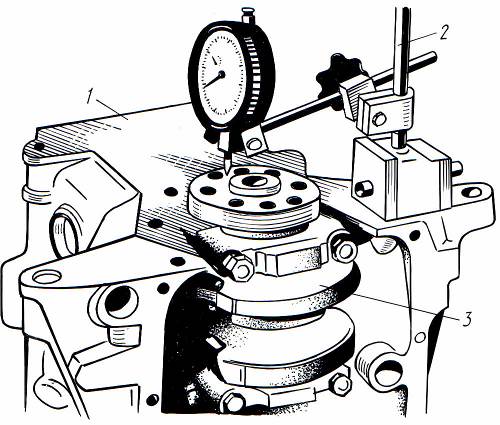
Рис. 4.25. Проверка осевого люфта коленчатого вала индикатором часового типа:
1 – блок цилиндров; 2 – крепление индикатора; 3 – коленчатый вал
При отсутствии индикатора осевой люфт с меньшей точностью можно измерить с помощью набора щупов. Для этого вставляют отвертку между первым кривошипом вала и передней стенкой блока цилиндров (рис. 4.26) и, действуя ею как рычагом, отжимают вал к задней части двигателя. Затем с помощью щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки. Если люфт оказывается больше нормы, его регулируют с помощью полуколец, заменив старые полукольца новыми или установив полукольца увеличенной толщины (рис. 4.27).
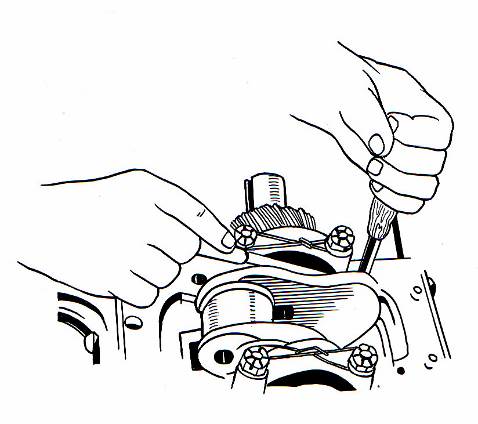
Рис. 4.26. Проверка осевого люфта коленчатого вала щупом
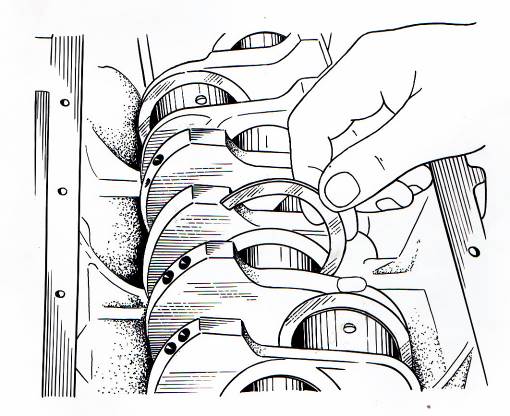
Рис. 4.27. Установка упорных полуколец коленчатого вала в гнезда среднего коренного подшипника
После ремонта коленчатый вал собирается с теми же маховиком и сцеплением, которые стояли на нем до ремонта. Сцепление необходимо устанавливать на маховик по заводским меткам или меткам, нанесенным твердым предметом на обеих деталях, одна против другой, около одного из болтов крепления кожуха сцепления к маховику.
Перед установкой на двигатель коленчатый вал подвергают динамической балансировке на балансировочном станке. Предварительно необходимо сцентрировать ведомый диск сцепления с помощью ведущего вала от старой коробки передач или специальной оправки. Дисбаланс устраняют высверливанием металла в противовесах коленчатого вала или ступице маховика.
На ступице коленчатого вала могут быть риски, а на поверхности шейки под сальник – задиры, которые устраняются шлифованием.
Сальники должны заменяться при каждой разборке двигателя независимо от их состояния.
Маховик двигателя может иметь следующие повреждения: износ, риски, задиры и микротрещины на рабочей поверхности, выкрашивание зубьев венца, износ зубьев по длине, износ отверстий под болты крепления к коленчатому валу, повреждение резьбы в отверстиях, появление цвета побежалости.
На поверхности маховика, прилегающей к фланцу коленчатого вала (рис. 4.28), и на поверхности 3 под ведомый диск сцепления не допускаются царапины и задиры. Неплоскостность поверхности 3 должна находиться в пределах 0,06…0,1 мм.
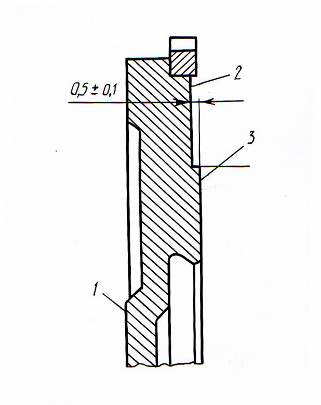
1 – поверхность, прилегающая к фланцу коленчатого вала; 2 – место проверки поверхности для крепления сцепления; 3 – место проверки биения опорной поверхности ведомого диска сцепления
Неплоскостность проверяется с помощью щупа при установке маховика на поверочную плиту. Царапины и задиры на поверхности 3 удаляются протачиванием со снятием слоя металла толщиной не более 1 мм с последующей зачисткой абразивной шкуркой. При этом протачивают также и поверхность 2, не затрагивая зубчатый венец и выдерживая размер (0,5±0,1) мм. При протачивании необходимо обеспечить параллельность указанных поверхностей относительно поверхности 1, прилегающей к фланцу коленчатого вала. Непараллельность не должна превышать 0,1 мм.
Торцевое биение маховика проверяется по крайним точкам поверхностей 2 и 3 после установки маховика на оправку и центровки его по посадочному отверстию. Оно не должно превышать 0,1 мм.
Если маховик имеет цвет побежалости на поверхности 3 под ведомый диск сцепления, необходимо проверить натяг обода на маховике. Обод не должен проворачиваться при крутящем моменте 590 Н×м (60 кг×см) и сдвигаться в осевом направлении при усилии 3,9 кН (400 кгс).
При небольшом износе торцов зубьев маховика достаточно зачистить торцы на шлифовальном станке. При выкрашивании зубьев и значительном их износе по длине зубчатый венец подлежит замене. Учитывая то, что у зубчатого венца торцы зубьев изнашиваются со стороны входа в зацепление шестерни стартера и боковые стороны зубьев на дуге 200…230 мм, при отсутствии нового венца можно использовать старый. Для этого спрессованный венец поворачивают на 180 вокруг вертикальной оси и на 90 вокруг оси вращения. Чтобы облегчить напреcсовку нового венца, рекомендуется нагреть его до температуры 180…220 С. Во избежание возникновения отпуска зубьев не следует превышать указанную температуру.
После замены зубчатого венца маховик необходимо статически отбалансировать путем высверливания лишнего металла со стороны крепления сцепления. Высверливаемые отверстия должны иметь глубину не более 15 мм, а дисбаланс маховика не должен превышать 35 г×см.
Если устанавливается новый маховик, на нем может быть только метка для установки первого поршня в ВМТ. В этом случае необходимо наносить на маховике метку для установки угла опережения зажигания согласно рекомендаций предприятия-изготовителя.
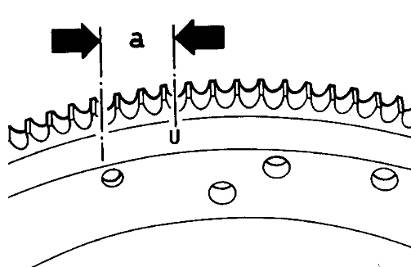
Рис. Метки для нового маховика:
i – наносимая метка для установки зажигания; u – заводская метка для установки первого поршня в ВМТ
Источник