- Можно ли повторно использовать болты?
- Можно ли повторно использовать болты?
- Область применения
- Виды болтов по назначению
- Виды болтов по размеру
- Виды болтов по форме
- Материалы для болтов
- Классификация по прочности
- Точность изготовления болтов
- Виды резьб
- Можно ли повторно использовать болты?
- Повторное использование крепёжных деталей и определение усилия затяжки
Можно ли повторно использовать болты?
Можно ли повторно использовать болты?
Болт — это крепёжное изделие, представляющее собой цилиндрический резьбовой стержень с головкой на одном конце. Часть его стержня не имеет резьбы, а по диаметру головка всегда больше стержня.
Вместе с гайкой головка обеспечивает стягивающее усилие крепления, что является основным назначением болта. При этом болт может применяться и без гайки, если вкручивается в резьбовое отверстие одной из соединяемых деталей.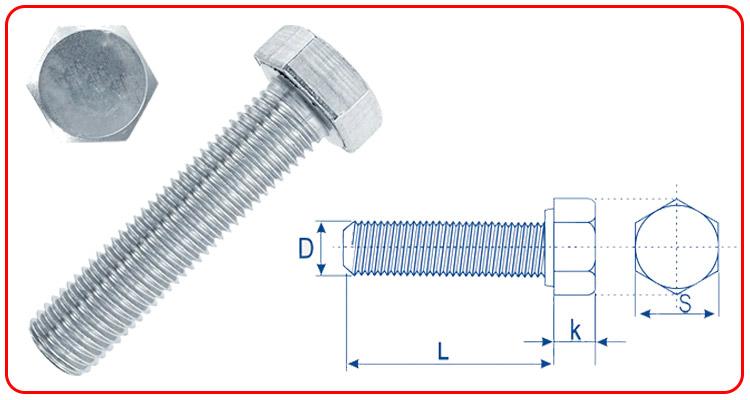
Главные отличия болта от винта состоят в следующем:
- обеспечивается не только стягивающее усилие вдоль оси, но и противодействие сдвигающим усилиям, перпендикулярным оси;
- всегда есть безрезьбовой участок стержня, увеличивающий сопротивление соединения против сил среза;
- его используют вместе с гайкой.
Область применения
Использование болтов началось ещё в начале нашей эры, до появления точного металлорежущего инструмента. Сегодня они относятся к наиболее распространённым системам крепления. Болты применяются во всех значимых отраслях жизнедеятельности человека — машиностроении, автопроме, судостроении, производстве сельскохозяйственной техники, изготовлении дорожной атрибутики, мебели и других областях промышленного производства.
Виды болтов по назначению
По назначению использования болты разделяют на машиностроительные, строительные, дорожные, мебельные, лемешные и другие.
Машиностроительные болты распространены наиболее широко, поэтому являются типичными представителями самого понятия «болт». В нашей стране они выпускаются по нескольким стандартам РФ, а также по нормативам Германии (DIN).
Строительные болты предназначены для соединения элементов дома между собой — стен, балок, металлических и иных конструкций. Также их используют для крепления оконных и дверных коробов в проёмах. К основным видам строительных болтов относят анкерные, фундаментные, мостовые и стад-болты. Также есть высокопрочные изделия больших диаметров с крупным шагом резьбы и классом прочности от 5.6 до 12.9.

Мебельные болты отличаются длинным стержнем и широкой эстетической шляпкой с плоским или крестовым шлицем, которая в собранной конструкции остаётся на виду. Они используются вместе с гайками, шайбами и другими деталями. Некоторые изделия изготавливают с квадратным подголовком — выступом квадратного сечения под шляпкой, служащим для того, чтобы болт не вращался вокруг оси при затягивании гайки.
Похожим исполнением — с квадратным подголовком и увеличенной полукруглой шляпкой — дорожные болты. Они предназначены для прикручивания стальных балок барьерного ограждения к вертикальным опорам на автомагистралях. Эти болты короче мебельных, но намного мощнее их.
Лемешные болты также имеют квадратные подголовки, но, в отличие от мебельных и дорожных, они больше по диаметру, а их головки — потайные. Такими изделиями крепят исполнительные элементы сельскохозяйственной и дорожной техники — плуги, бульдозерные и экскаваторные ковши. Утопленные головки увеличивают срок службы болтов, а квадраты подголовков центрируют их установку и облегчают затягивание гайки.
Кроме описанных вариантов широкого распространения существует много одноименных изделий специального применения. Они отличаются друг от друга типом резьбы, формой головки, технологией стопорения и способом затягивания.
Виды болтов по размеру
 Диапазон размеров этих изделий очень велик. Для наглядности широты этого диапазона можно сравнить болты для сборки механических часов и фотоаппаратов с мостовыми болтами с их аналогами, применяемыми для строительства железнодорожных путепроводов через реки и проливы.
Диапазон размеров этих изделий очень велик. Для наглядности широты этого диапазона можно сравнить болты для сборки механических часов и фотоаппаратов с мостовыми болтами с их аналогами, применяемыми для строительства железнодорожных путепроводов через реки и проливы.
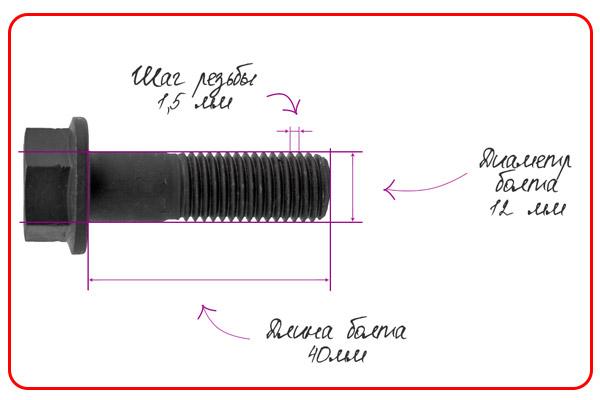
Считается, что диаметры серийно выпускаемых болтов не выходят за рамки значений от М5 до М160, однако для специальных изделий этот ряд имеет более широкий диапазон — встречаются болты размером и в 1 мм, и более 160 мм в диаметре. Наиболее применимые в технологиях крепёжных соединений размеры — от М5 до М16.
Длины болтов, за редким исключением, определяются их диаметром. Изделия, не входящие в ограничения нормативных документов (большие диаметры, длины, особо прочные стали), изготавливают как нестандартные детали.
Виды болтов по форме
Форма этих изделий определяется диаметром и длиной стержня, типом резьбы, конструкцией головки, технологией и инструментом затягивания, элементами стопорения.
Наиболее разнообразными бывают формы головок:
- шестигранные;
- квадратные;
- круглые;
- потайные;
- полукруглые;
- широкие полукруглые;
- шестигранные с фланцем.
Круглые головки, в свою очередь, подразделяются на отдельные виды по вариантам внутренних шлицев. Эти элементы могут быть шестигранными, квадратными, плоскими, крестообразными, восьмигранными, двенадцатигранными, различными модификациями системы Torx и многими другими.
Материалы для болтов
Эти изделия выполняют разные функции. Самая понятная — удержание деталей собранной конструкции от рассыпания, например, в решётках палисадника или в навесах с поликарбонатом над машинами. Совершенно другие функции присущи силовым болтам, выдерживающим нагрузки в несколько тонн, например, в конструкциях подъёмных кранов. Прочность обеих групп описанных болтов должна быть разной, и это требование отражено во всех видах нормативной документации.
Болты изготавливают из углеродистых сталей различных сортов. Самые мягкие — из материала типа Ст3, самые прочные — из сплавов Ст.35ХГСА, Ст.40ХНМА.

Значительно меньше производится болтов из нержавеющих сталей А2 и А4, а также из других металлов, требуемых технологическими процессами производства или эксплуатации.
Для защиты углеродистых сталей от коррозии применяют покрытия — оксидирование, кадмирование, фосфатирование, цинкование, хромирование, никелирование и другие.
Классификация по прочности
Тип стали и её обработку определяет класс прочности, по которому должно быть изготовлено изделие. Этих классов одиннадцать — от 3.6 до 12.9. Первая цифра (или две цифры до точки) обозначают сотую часть временного сопротивления (предела прочности на растяжение). Вторая цифра (после точки) обозначает число десятых долей отношения предела текучести к пределу прочности. Предел текучести — это усилие, при котором начинается деформация растягиваемой детали, а предел прочности — усилие, при котором она разрывается.
Показатели класса прочности производители указывают на головке болта (на плоской шляпке или на боковых гранях). В особо ответственных соединениях несоблюдение этого параметра (и аналогичного для гайки) недопустимо, поскольку это может привести к тяжёлым последствиям (например, падению башенного крана).
Гайки имеют семь классов прочности — от 4 до 12. Эти цифры также обозначают сотые части предела прочности на растяжение. Для равномерного распределения нагрузки между болтом и гайкой они должны соответствовать аналогичным параметрам болта.
Проектировщик металлоконструкции подбирает болты в соответствии с расчётом нагрузки, классом их прочности и 2-3-кратным запасом.

Точность изготовления болтов
Эта характеристика оценивается тремя классами точности — А, В и С. Наибольшими допусками обладают болты класса грубой точности С — их можно устанавливать в отверстия, на 2-3 мм превышающие диаметр самого изделия.
Детали класса нормальной точности В допускают соединение через отверстия размером на 1-1,5 мм больше диаметра крепежа.
Самые точные болты — класса повышенной точности А. Для них допустимое превышение диаметра по отношению к стержню составляет не более 0,3 мм.
Виды резьб
Болты выпускаются с разными видами резьб: метрической, трубной, дюймовой, круглой, упорной, трапецеидальной и прямоугольной. Самая распространённая — метрическая резьба. Она разделяется на подвиды — с крупным и мелким шагом.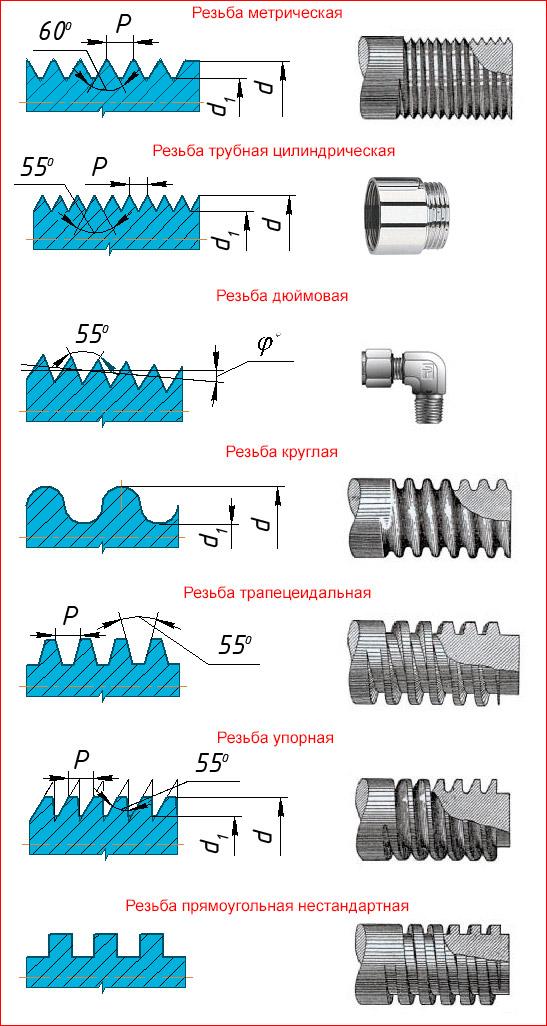
Можно ли повторно использовать болты?
Для болтов, применяемых во всех соединениях, не требующих тарированного момента затягивания, этот вопрос не играет большой роли. Основную массу болтов, затягиваемых ручными инструментами (стандартными гаечными ключами), используют многократно, невзирая на повреждения покрытия или ржавчину.
Отношение к повторному применению так называемых ВПБ (высокопрочных болтов), разрыв или повреждение которых может вызвать катастрофу (подъёмные механизмы, многотонные металлические конструкции) или серьёзные разрушения (колёсные болты автомобилей, крепёж головки блока цилиндров) существенно меняется как у специалистов автобытовых площадок, так и у руководителей строительного и промышленного менеджмента.
Повторное использование ВПБ, испытывающих при затягивании динамометрическими ключами нагрузки, близкие к пределу текучести стали, становится опасным. Существует много нормативных документов, так или иначе трактующих эту тему. Одна их часть не запрещает повторное применение, другая — ограничивает количество этих повторов, третья — требует тщательной проверки качества резьбы, лёгкого прокручивания по ней гайки, неизменной длины стержня. Существуют также нормативы, запрещающие в соединениях повторное применение ВПБ.
Как выполняют требования нормативных документов на местах? В авторемонте далеко не все воспринимают информацию о запрете повторного применения ВПБ в особо нагруженных соединениях как правильную и достоверную и пользуются при выполнении таких операций личным опытом. По свидетельствам механиков, даже при сборке грузоподъёмных механизмов ВПБ используют повторно, правда, после тщательной проверки.
Вывод по теме повторного применения нагруженных болтов: в каждом случае необходимо выполнять требования нормативных документов, регламентирующих конкретный вид работ. Особое внимание следует обращать на наличие или отсутствие запрета повторного применения. Определить внешним осмотром деформационный дефект ВПБ, бывшего в употреблении, очень сложно, и кажущаяся экономия может обернуться бедой. Все, кто не выполняет эти требования, берут ответственность на себя.
Ёмкий и разнообразный выбор качественных болтов, изготовленных по немецким стандартам, предлагает интернет-магазин «Стройбат». Наиболее популярны оцинкованные изделия DIN 933 с шестигранной головкой и DIN 912 с внутренним шестигранником.
Источник
Повторное использование крепёжных деталей и определение усилия затяжки
Автор: Guy Avellon, журнал «Fastener World»
Перевод: специалист по маркетингу ООО ЗВК «БЕРВЕЛ» Игнатова Д.В.
РС- резьбовое соединение;
Cr+6 – шестивалентный хром;
Cr+3 – трёхвалентный хром;
RoHS — (англ. Restriction of Hazardous Substances) — директива, ограничивающая содержание вредных веществ.
На большинство вопросов, связанных с применением крепежа, есть решения, выработанные многолетним опытом работы. Однако найти информацию о таких решениях очень сложно, поскольку область их применения довольно ограничена.
Зачастую производители и дистрибьюторы не имеют возможности ответить на технические вопросы, связанные с эксплуатацией крепежа. При этом срок службы крепежа зависит от области его применения и условий эксплуатации. Неверное понимание назначения крепежа и условий его эксплуатации ведёт к серьезным последствиям, ведь в случае разрыва соединения или иных видов поломки, ответственность несут обе стороны, и покупатель, и производитель.
В данной статье приведены ответы на самые актуальные вопросы о повторном использовании крепёжных деталей и величине усилия затяжки.
1. Можно ли повторно использовать крепёжную деталь в ответственных соединениях?
Ответ: Нет.
Казалось бы, что ответ на данный вопрос очевиден, но всё же, вопрос является актуальным. Однажды этот вопрос был задан работником сферы ядерной энергетики. В ответственных соединениях крепёж подвергается высокой нагрузке, поэтому правильная сборка и монтаж деталей играют важнейшую роль. Неправильная затяжка соединений приводит к усталостным разрушениям, что в 90% случаев является причиной отказов резьбовых соединений. Несвоевременное выявление разрушений в теле болта может привести к разрыву изделия. Например, микротрещины на теле болта практически невозможно обнаружить при внешнем осмотре, поэтому контроль может быть проведен только в лабораторных условиях (испытание ультразвуком и др.). Поэтому крепёж стоит обязательно заменить, ведь стоимость болта не сравнима со стоимостью дальнейших затрат на восстановление повреждённых конструкций.
2. Можно ли повторно использовать крепёжные детали в нормальных условиях эксплуатации?
Ответ: Да
Ответ, данный в статье, является условным, так как повторно использовать можно лишь крепёж из углеродистых марок стали, прошедший все необходимые лабораторные испытания и установленный в контролируемых условиях. При первичной установке обязателен контроль соблюдения всех технологических операций (обработка контактных, поверхностей, сборка соединений, установка болтов, натяжение и контроль за натяжением болтов), так как в случае нарушения требований, при повторном применении может произойти деформация и разрушение изделий. Если условия использования крепежа Вам неизвестны, тогда несомненно стоит отказаться от повторного использования.
Крепёж из специальных материалов при допустимой нагрузке должен быть использован однократно. Здесь требуется пояснить, что мелкий крепёж (М8 и менее) может быть использован повторно, но если крепёж был установлен с максимальным усилием, его механические свойства могут быть снижены.
Поэтому, если резьбовая крепёжная деталь из углеродистых или специальных марок стали подвергалась нагрузке, превышающей пробную нагрузку или предел текучести, такую деталь ни в коем случае нельзя использовать повторно, так как и механические, и физические её свойства уже не будут соответствовать заявленным требованиям.
3. Можно ли повторно использовать гайки?
Ответ: Нет
Это простой ответ на довольно сложный вопрос. Основным объяснением является переменная величина коэффициента трения. При предварительной затяжке стержень болта на участке между головкой и гайкой подвержен воздействию крутящего момента, то есть при завинчивании гайки резьбового соединения на гайку действует крутящий момент, преодолевающий моменты трения в резьбе и на торце гайки. Под напряжением резьба гайки растягивается. Усилие воздействует на резьбы гайки и болта по-разному. После ослабления напряжения резьба на стержне болта переходит в начальное состояние, а поверхность резьбы на гайке деформируется. При откручивании гаек требуется крутящий момент большей величины, чем при затяжке. Это объясняется коррозией РС, взаимным проникновением материалов болта и гайки в зону резьбы под действием длительной нагрузки. Кроме того, гайка может иметь невидимые дефекты, впоследствии приводящие к разрушению РС.
Поэтому, ввиду непредсказуемой величины коэффициента трения по указанным выше причинам, достижение необходимого усилия натяжения невозможно.
Производитель: «Но при повторном использовании детали был использован тот же момент затяжки»
При повторном использовании гайки показатели момента затяжки уже не соответствуют заявленным нормативам. Сила трения меняется при каждом повторном использовании, так как внутренняя резьба гайки деформируется и прессуется. При затяжке РС с помощью динамометрического ключа необходимо точно выставить момент затяжки и зафиксировать его в заданном положении. Но при повторном использовании точно определить момент затяжки практически невозможно, что снижает надёжность соединения, и вероятность пластической деформации резьбы возрастает.
Наибольшее значение имеет трение в резьбе между гайкой и стержневой крепежной деталью, а также гайкой и поверхностью соединяемой детали, которые зависят от таких факторов, как состояние контактных поверхностей, вид покрытия, наличие смазочного материала, погрешности шага и угла профиля резьбы, отклонение от перпендикулярности опорного торца и оси резьбы, скорость завинчивания и др.
Потери на трении могут быть достаточно большими. При практически сухом трении, грубой поверхности и усадке материала, потери могут быть такими большими, что при затяжке на непосредственное напряжение соединения, останется не более 10% момента. Остальные 90% уходят на преодоление сопротивления трения и усадку.
При повторном использовании гаек «паразитное» трение имеет большую величину. И, хотя гайковерт будет показывать требуемый момент, требуемое сжатие соединения не будет достигнуто. Когда при эксплуатации на РС будут воздействовать нагрузки или вибрация, велик риск самоослабления соединения и, как результат, — аварии.
Коэффициент трения можно снизить, используя масло, но не чрезмерно, поскольку при этом велика опасность падения сопротивления и превышения силы напряжения соединения, что может привести к разрушению стержневой крепежной детали.
Значения коэффициента трения в реальных условиях сборки можно лишь прогнозировать. Как показывают многочисленные эксперименты, — они не стабильны.
Феномен повторного использования гаек играет существенную роль в применении колёсных гаек, так как снятие и замена колёс необходима для перестановки шин, осмотра тормоза, ремонта автомобиля и пр. По статистике каждый автомобиль с пробегом более 120000 км подвержен риску поломки шпилек по причине ослабления усилия затяжки колёсных гаек вторичного использования.
Потребитель: «После затяжки болтов Вашего производства произошла поломка»
Здесь важно понимать, что заявленную величину момента затяжки нужно использовать в качестве справки, так как каждая готовая деталь до установки в соединение обладает определёнными физическими свойствами, которые необходимо учитывать при определении момента затяжки.
Рассмотрим в качестве примера гальваническое покрытие. Формулы для вычисления момента затяжки были разработаны десятки лет назад, основным покрытием для нанесения было гальваническое покрытие. На тот период времени для оцинкования применяли цианистый электролит. В результате эффективность составляла 40-60%, риск наводораживания оставался высоким, поверхность деталей была пористой и неровной. Поэтому «К»- фактор (коэффициент трения) в таких продуктах был гораздо выше, чем в продуктах с применением щелочных и кислых нецианистых электролитов в 70-х годах. Эффективность оцинкования с новыми электролитами стала еще выше. Поэтому величина усилия затяжки и коэффициента трения изменились.
Однако справочные данные в таблицах моментов затяжки оцинкованных РС оставались неизменными на протяжении десятилетий. На сегодняшний день ситуация иная. В 2002 году Европейским союзом была принята директива RoHS, ограничивающая содержание вредных веществ в электрическом и электронном оборудовании. В связи с этим использование шестивалентного хрома (Cr+6) было запрещено. Впоследствии произошла замена токсичного шестивалентного хрома на трёхвалентный хром (Cr+3).
Покрытия с применением Cr+6 обеспечивали более высокую коррозионную защиту, чем покрытия Cr+3. Покрытия Cr+3 имеют более тонкий слой и уровень коррозионной защиты намного ниже. Чтобы компенсировать этот недостаток, необходимо применять более толстый слой нанесения либо наносить дополнительный слой поверх существующего.
Переменная величина усилия затяжки обусловлена вариациями в показателях толщины покрытия Cr+3. В результате последних испытаний по регулированию усилия затяжки было доказано, что для крепёжных деталей с покрытием Cr+3 показатели усилия затяжки должны быть увеличены на 7-10%. Более того, на точность определения усилия затяжки также влияет метод нанесения покрытия.
Стандартизация продуктов производителем позволит контролировать отклонения и снизить потенциальный риск потребителя.
Дата: 20.10.2017
Источник: журнал «Fastener World»
Источник