Тема: максимальные допуски шлифовки головки ГБЦ
Опции темы
Поиск по топику
Отображение
максимальные допуски шлифовки головки ГБЦ
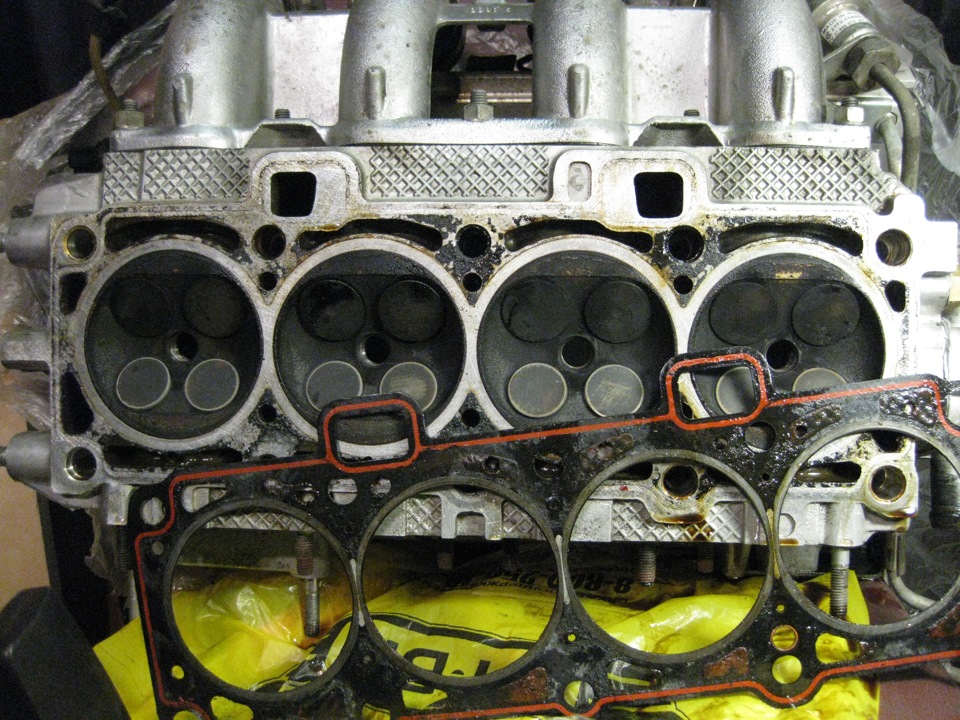
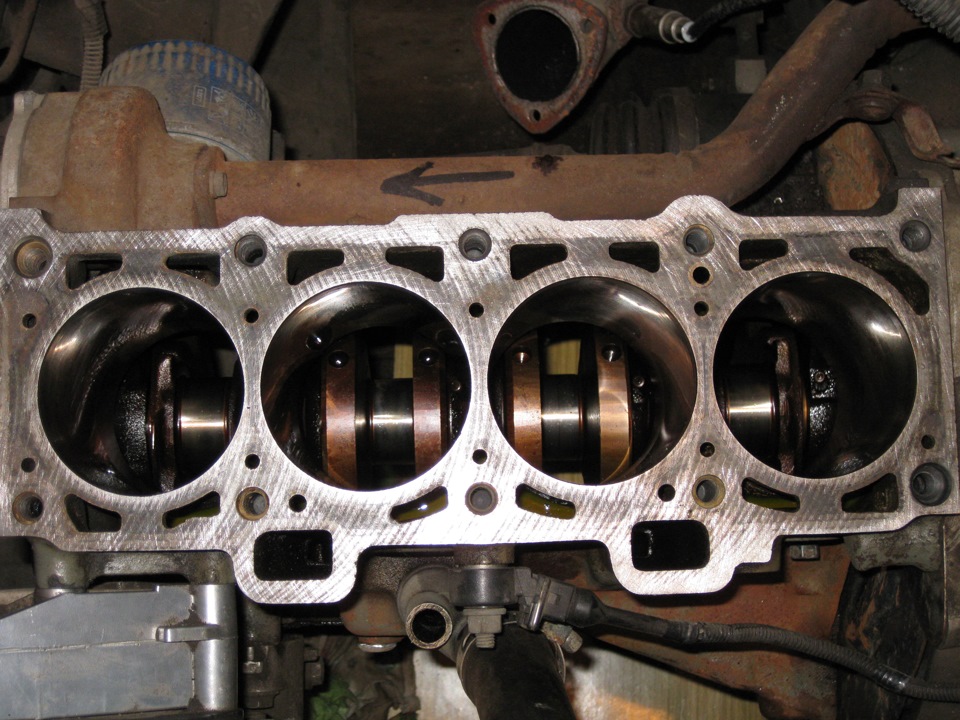
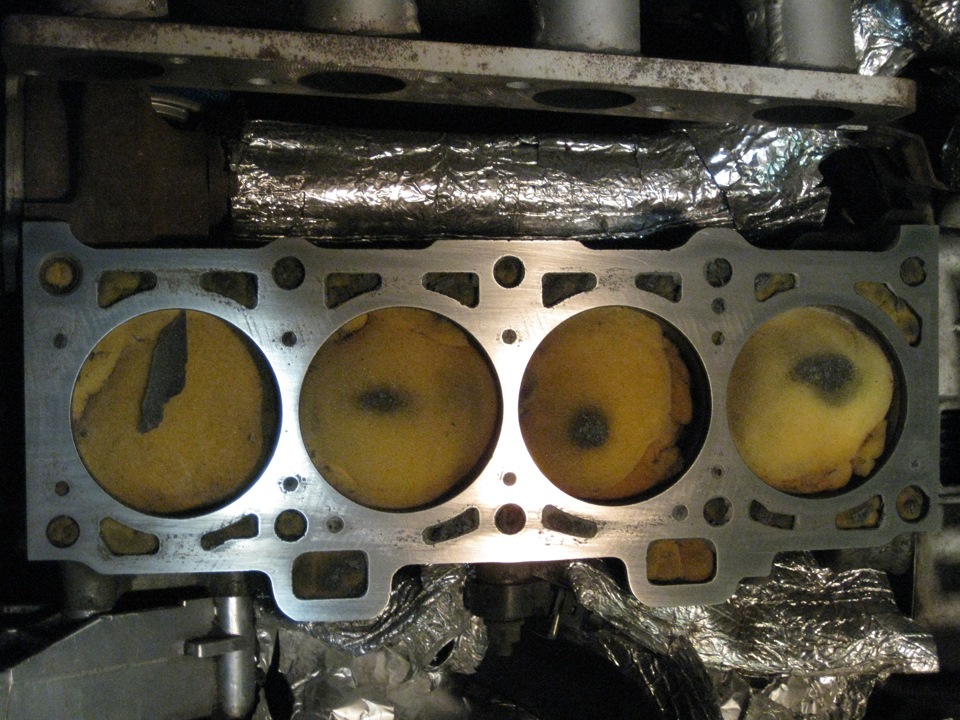
Доброго времени суток!Подскажите пожалуйста(всю голову уже сломал и перелопатил все,что можно),стал я «счастливым» обладателем Вареньки,но брал проблемную-гнало антифриз в расширительный бачок.Отдал в ремонт-прогорела прокладка,ну и решил опрессовку сделать.Микротрещин нет,но немного уведенная была и шлифанули мне ее на 0,3 мм.Вот и вопрос,какой все таки шаг,у ремонтных прокладок гбц и не запороли ли мне голову? Заранее благодарен!
Шаг прокладки — 0,025, максимальная -1,025, минимальная — 0,9, т.е. весь диапозон 5 возможных прокладок укладывается в 0,125 мм. Возможно есть ремонтные варианты, но это вопрос к мотористам. Дальше все определяется по выступу поршня над БЦ.
Шлифанули, точно до-хрена, возможно необходима замена ГБЦ.
![]()
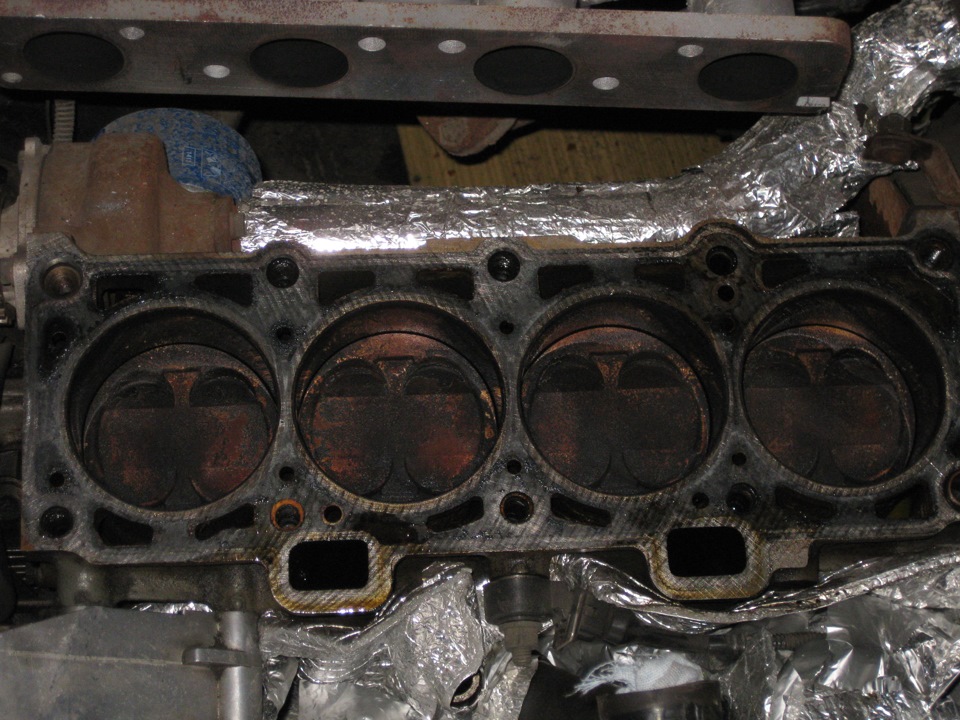
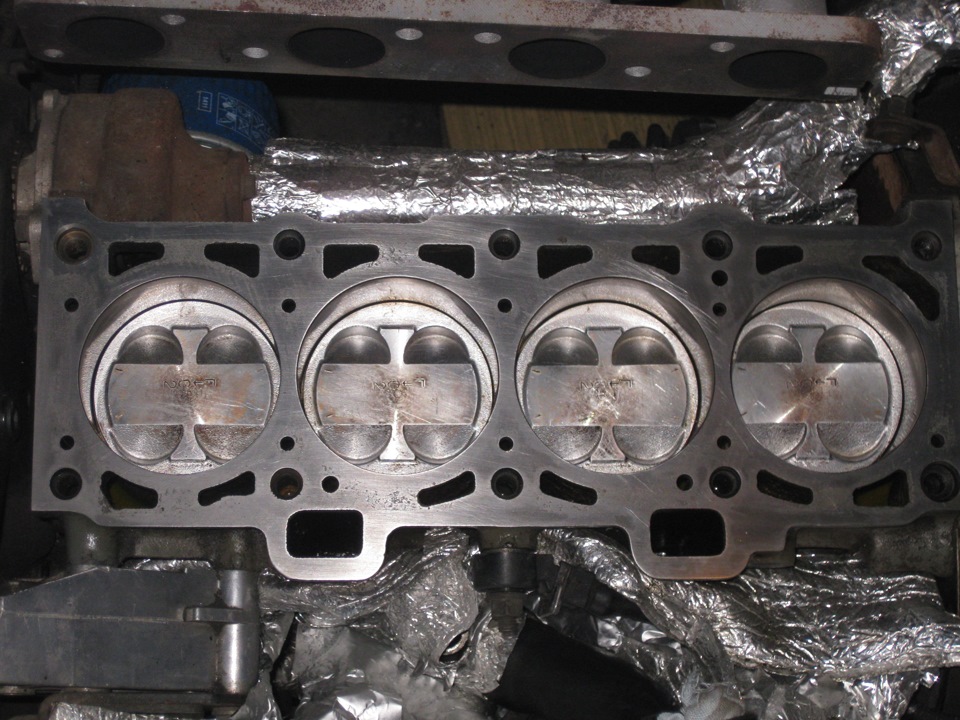
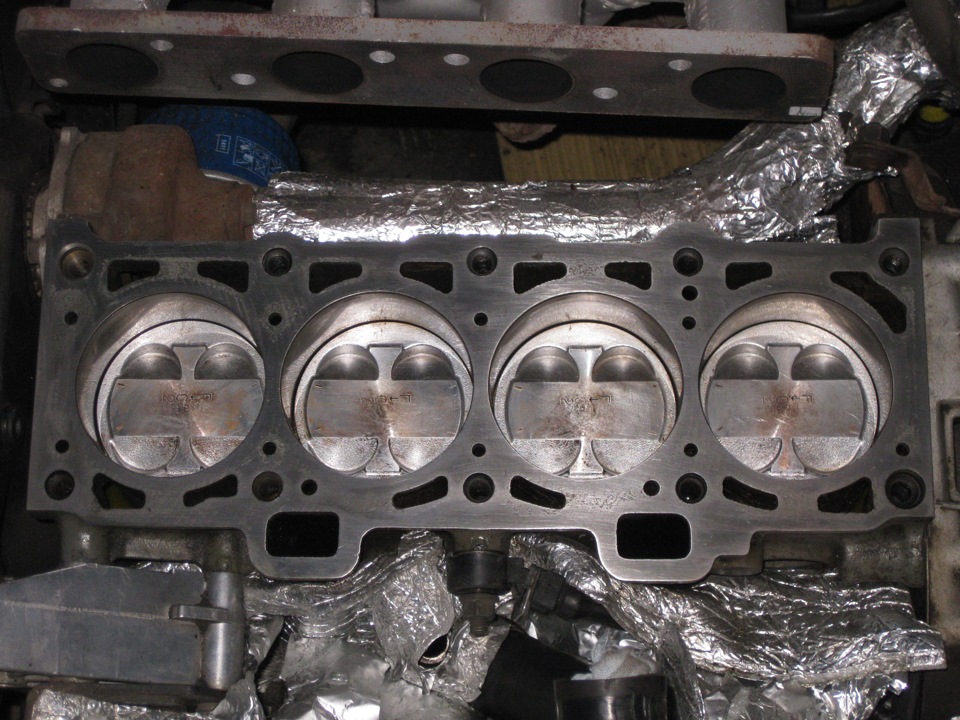
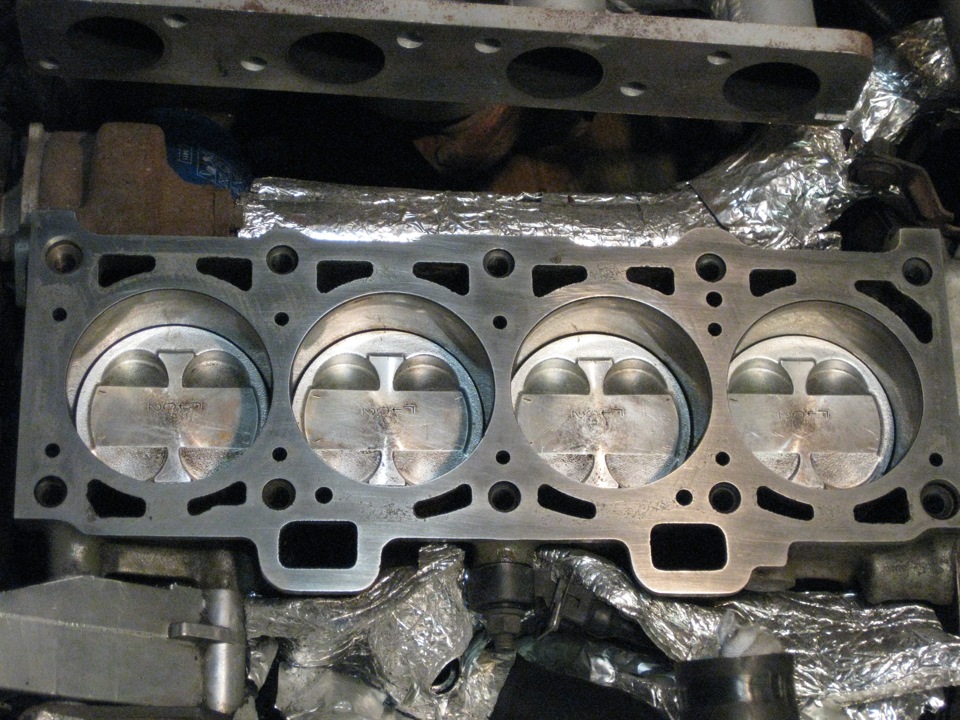
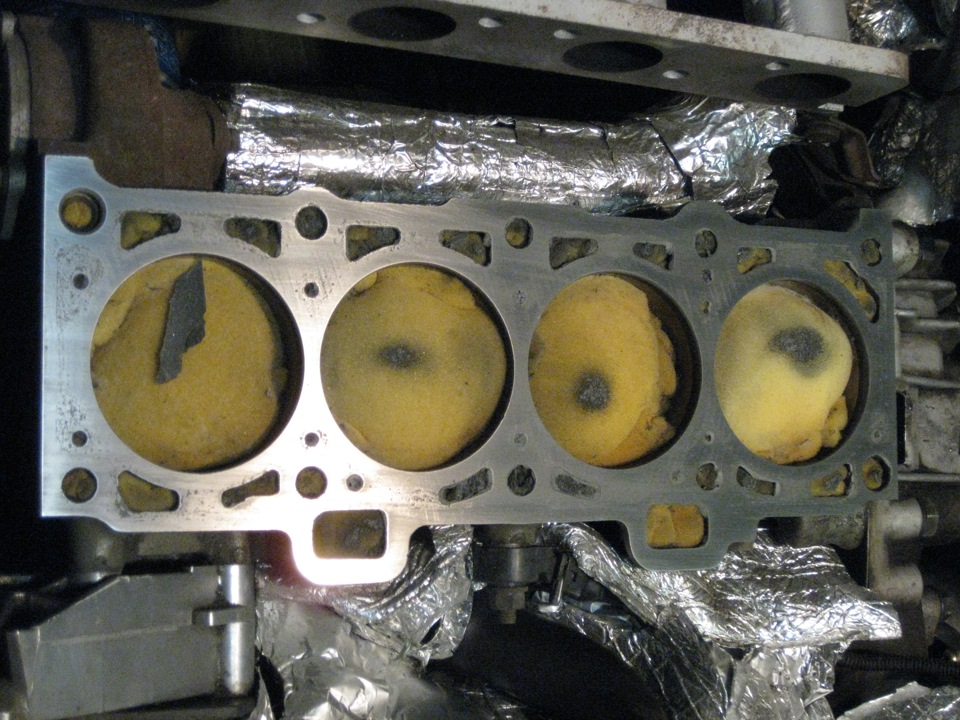
Блок не точили,выступ поршня над блоком не изменился,голову точили,соответственно для соблюдения расстояния клапан- поршень должны были поставить более толстую/ремонтную прокладку. надо посчитать количество прорезей/пазов прокладки видно их плохо,но при желании разглядеть можно.для наглядности где эти прорези/пазы смотреть 2я фотка https://baza.drom.ru/krasnoyarsk/sel. -53000903.html. либо в мурзилке стр 114-115.
Последний раз редактировалось NAVARA33RUS; 31.01.2018 в 14:15 .
Источник
Lada 2111 «1.6 атмосферный» › Logbook › Шлифовка поверхностей ГБЦ и БЛОКА цилиндров своими руками, дедовским способом!

Сегодня я вам расскажу как бюджетно, или правильней сказать БЕСПЛАТНО, самим себе провести шлифовку ГБЦ и БЛОКА цилиндров!
Раньше всё делали своими руками, это было при СССР и ещё раньше, почему-то ТО поколение более умное, рукастое и всё умеющие, сейчас же в наше время всё изменилось, часто всплывают такие фразы — да я лучше куплю, да я лучше поменяю на всё новое, да я лучше продам и куплю другое … Поколение пепси блин .
Многие из молодого поколения даже не в состоянии лампочку поменять в фаре или фонаре, сам такое видел не раз, от чего даже волосы встают дыбом, мы в то время не были такими пустыми и недоразвитыми …
Всё-таки правильно говорят, что всё плохое или какие-то невзгоды, плохие времена нас делают только сильней, выживаемость намного выше у такого поколения! А сейчас даже молодые барышни готовить не умеют, не то что по дому убираться, я просто в межгалактическом пространстве от этого))))) Жалко что тут матом нельзя сказать, более ясней и короче бы получилось=)
Опустим это небольшое вступление, щас мы заново будем учиться премудростям наших дедов! Всё новое, хорошо забытое старое! А самое главное раньше умели действительно экономить деньги, время и нервы) И делали всё своими руками!
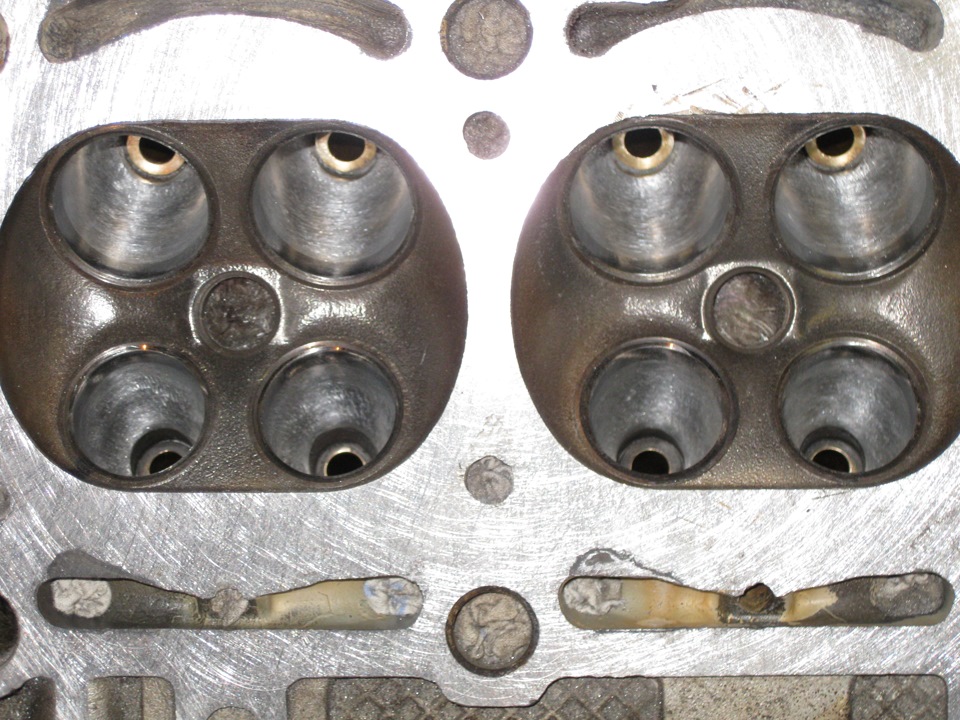
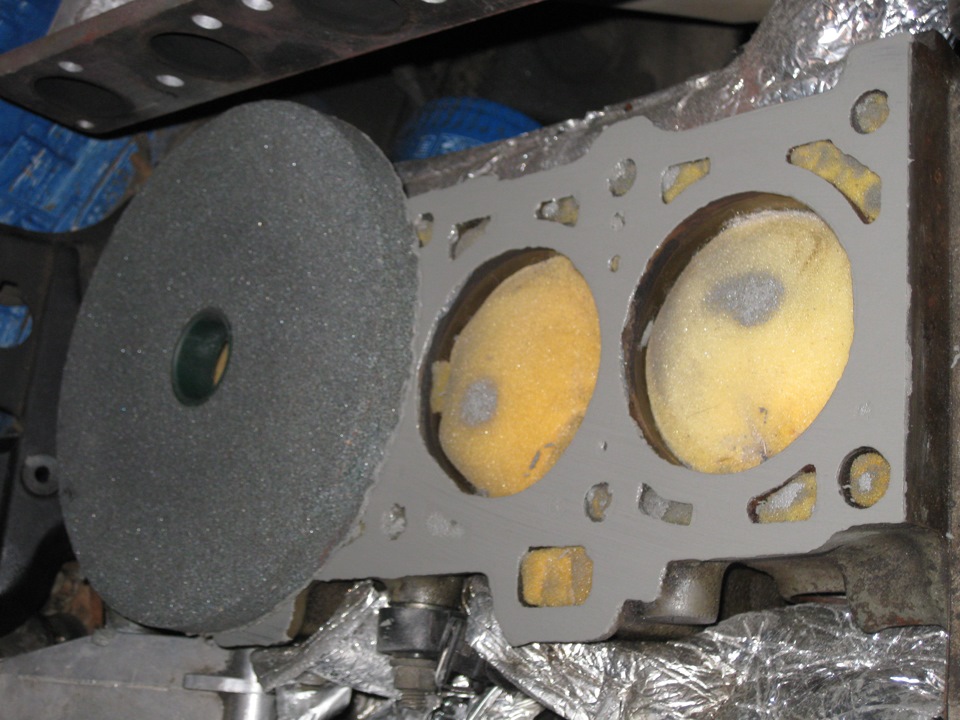
Снимая ГБЦ с БЛОКА по разным причинам, у кого-то прокладку пробило, у кого-то клапана загнуло, у кого-то капитальный ремонт ДВС и т.д., мы обнаруживаем вот такое великолепие:

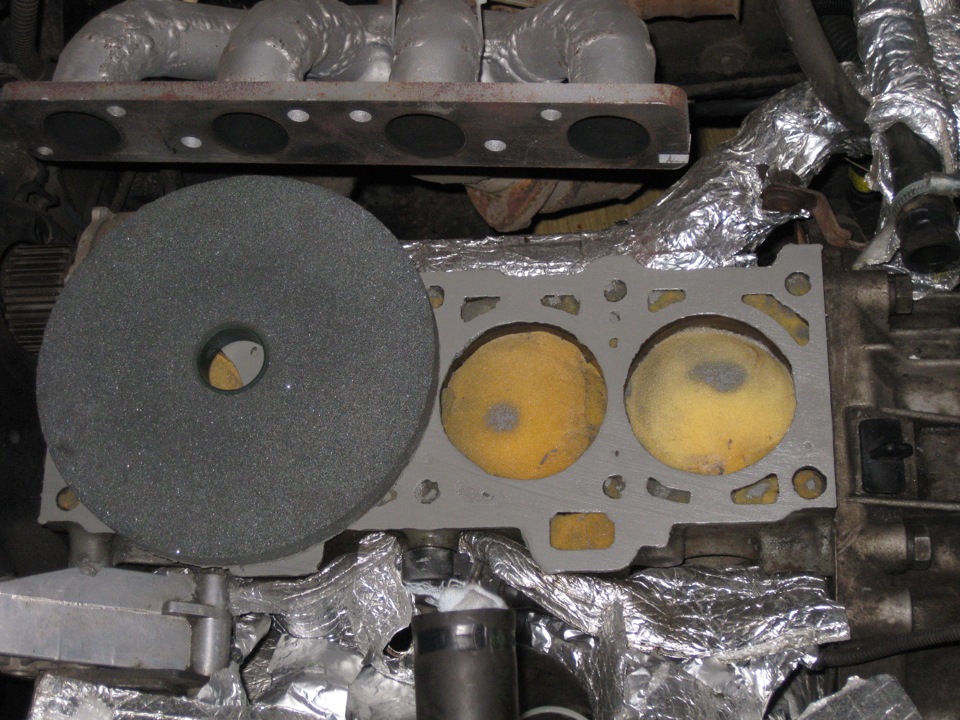
Чтобы вывести поверхность путём шлифования наши поверхности ГБЦ и блока цилиндров, нам понадобится наждачный круг от электрического точила:
Шлифовать надо равномерно нажимая на круг (не сильно), круговыми движениями, поворачивая круг после нескольких притиров постоянно, притирать поверхность с разных сторон обходя с другой!
Начнём с ГБЦ, там алюминий, отшлифовать намного быстрей и проще будет.
Надо сразу понять, какая поверхность шлифовки вам нужна, если под обычную паронитовую прокладку 2112, то сильно можно не стараться, если же под приоро — прокладку, то поверхность должна быть тщательно и идеально отшлифована как у кота яйца) Приоро — прокладка 21126 состоит из двух пружинистых металлических прокладок, приклёпанных к друг другу, её называют ещё метало-пакет.
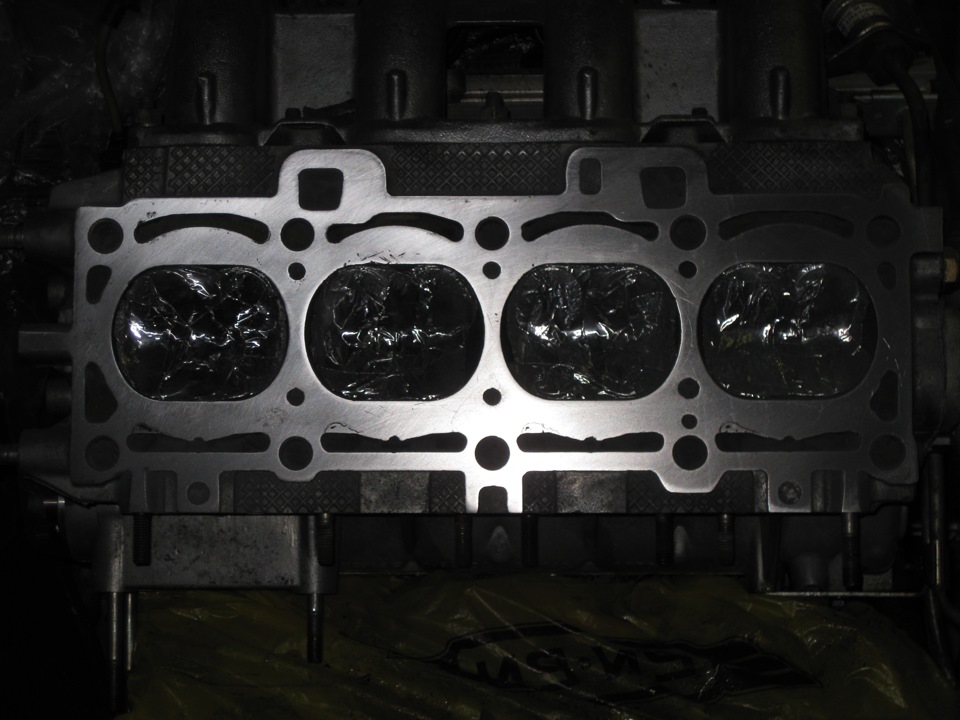
Вот так я отшлифовал под обычную 2112 паронитовую прокладку:
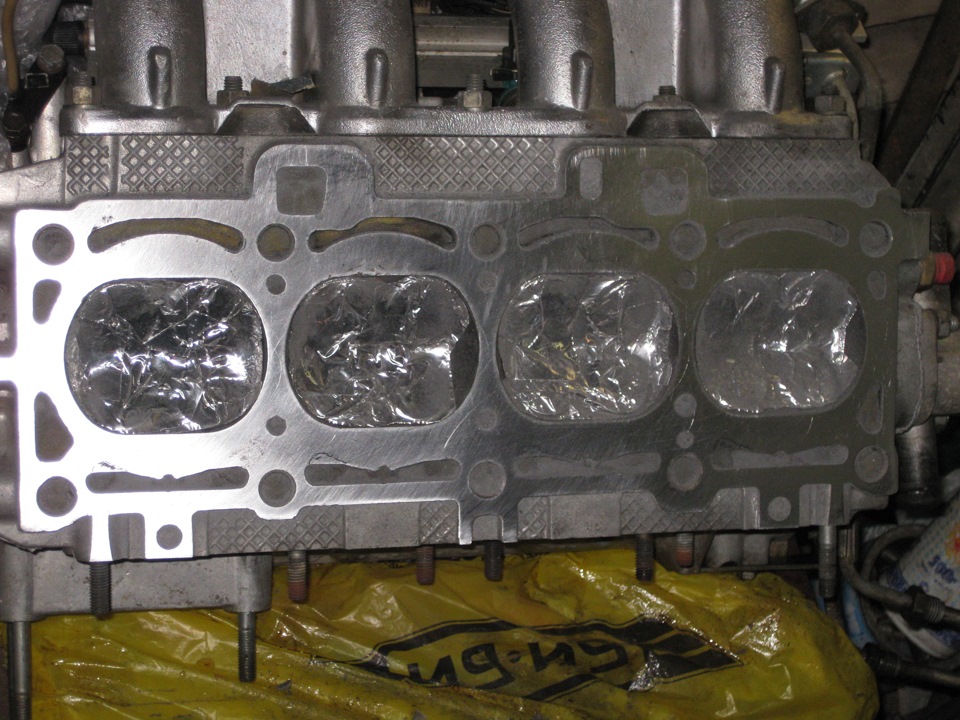
А когда я захотел поставить приоро — прокладку (метало-пакет), то тут пришлось отшлифовать все поверхности ГБЦ и БЛОКА цилиндров до идеального состояния!:
Чугун шлифуется тяжело наждачным кругом, чтобы легче и быстрей отшлифовать, я использовал притирочную пасту для клапанов с алмазной крошкой! Можно использовать круги с более крупной зернистостью.
Внимание!
Затыкайте все отверстия поролоном, чтобы ни одна частица образива или притирочной пасты для клапанов не попала в цилиндр, масленые каналы и т.д. После шлифовки используйте пылесос прежде чем вытаскивать поролоновые кусочки из отверстий, потом тампонами с ваткой пропитанной растворителем или бензином требуется отмыть края всех отверстий, особенно цилиндров и масленых каналов! Это всё требуется во избежании клина ДВС, если крупинка такого образива или пасты попадёт в канал или цилиндр, она вам до клина притрёт движок)))))
Вот так притирался блок цилиндров=)
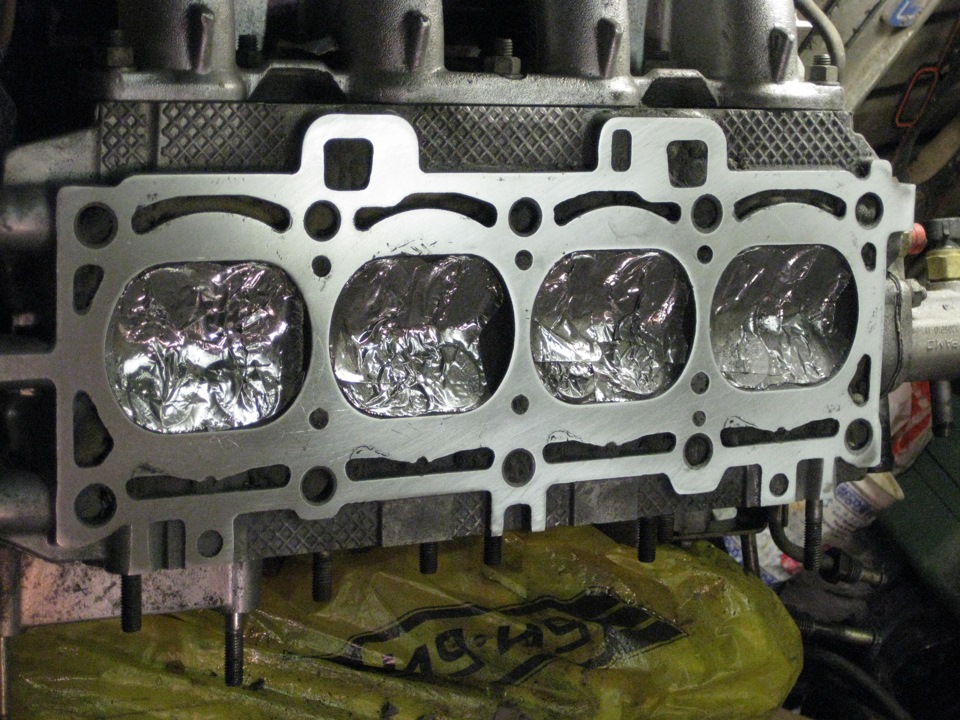
С ГБЦ пришлось немного тщательней шлифовать поверхность, так как алюминий мягкий, всё равно оставались риски глубокие от наждачного круга иногда, пришлось дошлифовать куском стекла от полки, на стекло было приклеено с обратной стороны малярным скотчем лист шкурки 400 единиц зернистости! Фото такой притирки не сделал, но думаю всё и так понятно, поверхность стекла идеально ровная, а шкурка уберёт крупные риски, и вот что получилось!

Вот так это всё выглядело в реальном времени=)
Какие плюсы такой шлифовки!
Вам не надо откручивать и снимать коробку, везти куда-то на шлифовку блок, где ещё не понятно как отшлифуют, это абсолютно бесплатно, ручная работа намного аккуратней отшлифует поверхность!
Минусов не замечено)))))
Таким способом шлифовки легко убирать старую, пригоревшую прокладку, как с ГБЦ, так и с блока цилиндров, это намного бережней, чем ножом или отвёрткой «скребсти» и только ухудшать прижимную поверхность плоскостей …
Потратил на такую шлифовку я не полный день, зато результат на лицо и деньги в кошельке остались!=)
Вот ещё видеоролики, как правильно шлифовать поверхность ГБЦ и БЛОКА цилиндров:
И вот видеоролик, как не следует шлифовать! Отрезной круг от болгарки гнётся, он ровно не выведет поверхность!
Чтобы отшлифовать большие поверхности, нужно использовать круги большего диаметра, я использовал круг 200 мм для ГБЦ и блока, это не совсем правильное решение чтобы ровно вывести поверхность, так как маленький круг может создать не ровности из-за своих малых габаритов. Нужно соотносить размер поверхности к определённому диаметру круга, тогда залог успеха вам 100% обеспечен. В моём случае я смог и таким кругом отшлифовать, вот уже лет 6 езжу с той шлифовки описанная тут, прокладка та же, не чего не где и намёка нет на какие то пропуски или утечку каких либо жидкостей с ДВС.
В следующей статье расскажу как ставилась прокладка от приоры, и что она даёт, плюсы и минусы, об этом никто ни разу не писал в интернете! …=)
Впереди ещё очень много интересного, кто хочет самостоятельно и бесплатно научиться ремонтировать свой автомобиль, милости просим в нашу ремонтную мастерскую, подписываемся и ставим лайки, это провоцирует писать больше интересного и полезного для Вас =)
Всего доброго коллеги!
Очень большая просьба к диванный инженерам с большим образованием словоблудия в комментариях, которые советуют ФРЕЗЕРОВАТЬ у ТОКАРЯ, или кричат что, что то не возможно потому что не возможно никогда, проходите мимо, снимайте ДВС, снимайте КПП, сливайте все жидкости, разбирайте полностью блок и вытаскивайте его из машины, везите куда хотите, и делайте что хотите, с какими горе-специалистами вы столкнётесь, сколько вам это будет стоить не кому тут не интересно, вы гении, а мы простые и скромные люди, которым надо сделать качественно, минимум денег, и за короткое время, эта статья не для вас!
В том что вы балаболы говорит время, а это почти 2 года прошло с момента притирки и установки данной прокладки металло-пакет, данная статья написана 1 год назад, пробег с такой «плохой» притиркой как вы говорите более 100 тыс., масло не грамма не уходит, компрессию данные поверхности держат под 16, если бы плохо было притёрто, то и на 8 атмосферах прогорела прокладка и жрало масло и ОЖ, двигатель чистый, без подтёков, у меня даже паранитовая штатная прокладка так не держала герметичность, так что благодаря вам болтунам и времени подтверждается какие вы горе-специалисты, пытаясь мне нагадить в комментариях, вы хотите создать себе больше клиентов за счёт простых людей, которые читая вашу хрень начинают сомневаться в данной притирки собственными руками, что позволяет избежать встречи с вами «спецами», экономит их финансы на вас, время и нервы)
Можете похвастаться своим «образованием» предкам которые строили пирамиды и мегалиты без всяких фрезерных и шлифовальных станков, и уж точно не путали такие просты понятия, что токарь не шлифовщик, и уж тем более не фрезеровщик, все три профессии разные да будет вам известно «образованные», а камни пирамид много тысячелетий построенных назад были подогнаны в ручную без цементов и других связующих растворов так, что даже до сих пор и волосинка не пролезет между ними …
Источник
Проверка и дефектовка головки блока цилиндров

Для проверки состояния головки нужен определенный набор измерительных инструментов. Контролируют следующие размеры и параметры.
1. Нижняя плоскость головки. Тут понадобятся специальная лекальная линейка длиной от 350 мм, а также набор щупов. Линейку поочередно кладут на плоскость по диагоналям головки и подбирают щуп, свободно проходящий в зазор между линейкой и плоскостью в средней зоне. Максимально допустимая толщина этого щупа составляет 0,05—0,06 мм, в противном случае плоскость придется обрабатывать (в профессиональном ремонте ее обрабатывают всегда, даже если деформация невелика).
2. Износ опорных шеек кулачкового вала и его подшипников (если, конечно, вал расположен в головке). Диаметры шеек измеряют микрометром, а отверстий подшипников — нутромером с точностью 0,01 мм. Разность полученных размеров дает зазор в подшипнике, который не должен превышать 0,10 мм. При этом контролируемые поверхности не должны иметь явно выраженных следов износа — круговых канавок, выступов, задиров и т. д. В противном случае распределительный вал заменяют, а головку ремонтируют.
3. Износ стержней клапанов и направляющих втулок. Микрометром измеряют диаметр стержня в верхней части, непосредственно под канавкой для сухарей, а затем в нижней части рабочей поверхности. Поскольку изношенный стержень может быть овальным, замеры надо делать в нескольких точках по окружности. Износ, то есть разница диаметров в верхней и нижней части стержня, не должен превышать 0,02—0,03 мм, иначе клапан подлежит замене.
Изношенность направляющих втулок определяют специальным нутромером, но допустима и косвенная оценка по люфту нового клапана во втулке, для чего понадобится стойка с индикатором часового типа. Поскольку максимальный износ наблюдается в нижней части втулки, то, измерив боковой люфт тарелки клапана, установленного во втулку, нетрудно по результату определить зазор именно в этом месте. Существуют специальные приборы, основанные на данном способе измерения. Если зазор превышает 0,07—0,08 мм, втулку необходимо заменить (в крайнем случае — отремонтировать).
4. Износ седел, толкателей, рычагов, коромысел, кулачков определяется в основном визуально. Износ фасок клапанов можно оценить, приложив к фаске линейку и посмотрев на яркий свет. Если середина фаски “провалена”, а стержень не изношен, то можно обработать фаску и использовать такой клапан вновь. У коромысел помимо состояния поверхностей, контактирующих с клапаном и кулачком, необходимо проверить зазор с осью — он не должен превышать 0,06—0,07 мм. В противном случае двигатель после ремонта головки останется таким же шумным, как был до него.
5. Различные дефекты местного характера также определяются визуально. Здесь необходимо уделить внимание состоянию поверхности головки, соприкасающейся с окантовкой прокладки: засечки, заусенцы и прочие дефекты обычно приводят к негерметичности соединения головки с блоком цилиндров. Иногда также удается разглядеть трещины в стенках камеры сгорания. Если трещина сквозная (в рубашку охлаждения), то нагара на стенках не будет либо около трещины, либо по всей камере. Когда есть подозрение, что появилась трещина в камере сгорания, либо ее стенки повреждены обломками деталей (клапанов, седел и т. д.), то перед началом ремонта головку надо обязательно проверить на герметичность, иначе весь ремонт может быть впустую. Организовать такую проверку в условиях мастерской непросто, поскольку требуется специальное оборудование. Ряд иностранных фирм выпускают установки для проверки герметичности (опрессовки) головок и блоков, но у нас они пока не распространены.
Чтобы опрессовать головку блока, надо герметично заглушить все окна рубашки охлаждения, выходящие на нижнюю плоскость, а также все фланцы и патрубки на боковых поверхностях, кроме одного, через который будет поступать жидкость. Опрессовывают головку водой, подаваемой специальным ручным плунжерным насосом под давлением 0,6—0,8 МПа. Трещины выявляются по падению давления в течение контрольного времени (от четверти часа до двух часов) и появлению капель воды или течи.
Менее сложна проверка керосином, хотя она требует изготовления герметичных заглушек на седла клапанов. Головку переворачивают камерами сгорания вверх, вворачивают в нее свечи, после чего в подозрительную камеру наливают керосин. Имея очень высокую текучесть, керосин способен проникать в очень малые трещины. При этом его уровень в камере сгорания уменьшается (контрольное время обычно составляет 1—3 часа).
Источник