Проверка технического состояния и ремонт коленчатого вала
Для обеспечения селективной сборки двигателя блок двигателя и коленчатый вал по размерам постелей и шеек коленчатого вала разбиваются на группы и маркируется буквами.
Перед проверкой технического состояния коленчатого вала необходимо выполнить перечисленные ниже операции.
Тщательно протереть коленчатый вал растворителем, бензином или керосином и убедиться в отсутствии на шейках следов неравномерного изнашивания, трещин, задиров, рисок и следов коррозии. Степень износа поверхности вала может быть проверена с помощью медной шайбы или монеты. Для этого необходимо несколько раз потереть шайбой (монетой) по поверхности шейки. Если на шейке остаются частички меди, значит, она изношена и должна быть перешлифована. С меньшей достоверностью наличие следов износа на шейках коленчатого вала определяют проведя по ним пальцем руки без нажима.
После проверки прочищают все масляные каналы используя проволочную или жесткую волосяную щетку. Удаляют заглушки с каналов системы смазки, промывают каналы моющим раствором или керосином, продувают сжатым воздухом, обработать зенкером гнезда заглушек и устанавливают новые заглушки, зачеканив их в нескольких точках керном. Чтобы острые края не царапали и не оставляли выемок на вновь устанавливаемых подшипниках, необходимо снять фаски с отверстий масляных каналов.
Если производится шлифование коленчатого вала, вышеуказанные операции выполняются после него. Незначительные неровности на шейках можно зачистить шлифовальной шкуркой или бруском мелкой зернистости.
Коленчатый вал проверяют, установив его на две призмы. При этом проверяют радиальное биение коренных шеек (рис. 4.24), а также смещение осей шеек от плоскости, проходящей через оси шатунных и коренных шеек, и неперпендикулярность торцевой поверхности фланца по отношению к оси коленчатого вала.
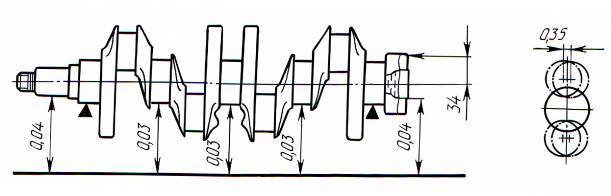
Рис. 4.24. Проверка коленчатого вала
Биение проверяют по средней коренной шейке. Оно должно быть не более 0,025…0,060 мм (в зависимости от модели двигателя).
Если шейки вала имеют глубокие риски, неравномерный износ, задиры и овальность свыше 0,05 мм, их шлифуют до ближайшего ремонтного размера с определенным уменьшением по диаметру относительно номинального размера (в автомобилях ВАЗ, “Фиат”, “Форд”, “Тойота”, как правило, на 0,25, 0,50, ,75 и 1,00 мм) с последующим полированием алмазной пастой или пастой ГОИ и промывкой масляных каналов.
Чтобы иметь информацию о размерах шеек коленчатого вала, на первой его щеке указывают уменьшение диаметра коренных и шатунных шеек (например, “К 0,25”, “Ш 0,50” в автомобилях ВАЗ), их класс (0, 1, 2, 3 в автомобилях “Тойота”) или наносят риски, обозначающие ремонтный размер (в автомобилях БМВ одна риска — 1-й ремонтный диаметр, две — 2-й и т. д.).
Шейки коленчатого вала шлифуют на специальном станке под ближайший размер подшипников, если установка стандартных подшипников номинального размера не обеспечивает требуемый радиальный зазор. Можно перешлифовать только коренные или только шатунные шейки, либо те и другие одновременно. Шлифование коренных и шатунных шеек может выполняться под разные ремонтные размеры, но ремонтные размеры одноименных шеек (коренных или шатунных) не должны различаться.
При шлифовании шеек должны соблюдаться следующие условия:
· не допускается касание шлифовальным кругом боковых поверхностей шейки (это может увеличить осевой люфт шатунов, что приведет к появлению стуков в шатунных подшипниках);
· конечный размер шеек должен быть с допуском +0,01…0,015 мм;
· непараллельность шатунных шеек относительно коренных на всей длине шатунной шейки — не более 0,015 мм;
· овальность и конусность шеек — не более 0,005 мм;
· шероховатость поверхности коренных шеек — не более 0,02 мкм;
· биение центральной коренной шейки — не более 0,02 мм.
Чрезмерный изгиб коленчатого вала (биение средней коренной шейки относительно крайних) устраняют правкой на прессе. Вал устанавливают крайними коренными шейками на призмы, а штоком пресса через медную или латунную прокладку прикладывают усилие к средней шейке со стороны, противоположной изгибу (рис.). При этом прогиб должен быть примерно в 10 раз больше устраняемого изгиба. Вал выдерживают под нагрузкой в течение 2…4 мин. После проверки рекомендуется подвергнуть вал термической обработке — нагреть до 180…200 ° С и выдержать при этой температуре в течение 5…6 ч. После правки вал снова следует проверить на биение.
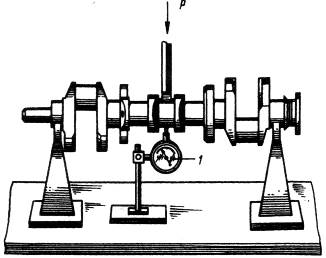
Рис. Правка коленчатого вала:
1 – индикатор; Р – усилие пресса
После установки коленчатого вала в блок цилиндров необходимо проверить его осевой люфт. Люфт не должен превышать допустимых значений производителя, в противном случае шатун будет клинить на шейке вала. В это случае шатунные подшипники будут иметь характерный «диагональный» износ.
На блок устанавливают кронштейн с индикатором часового типа таким образом, чтобы его ножка упиралась во фланец вала (рис. 4.25). Перемещая вал вверх или вниз (например, отвертками), измеряют люфт. В автомобилях ВАЗ-2109 он должна находиться в пределах 0,06…0,26 мм, “Опель Рекорд” с двигателем 21D – 0,030…0,130 мм, “Опель Рекорд” с двигателем 20S – 0,043…0,156, БМВ – 0,085…0,174 мм, “Ауди 80D”, “Фольксваген” – 0,07…0,17 мм. Предельный осевой люфт для всех двигателей – 0,35… 0,37 мм.
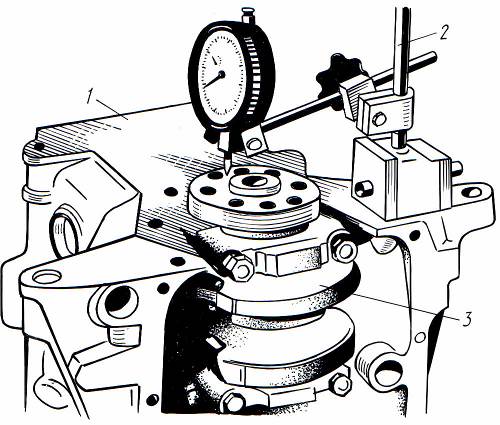
Рис. 4.25. Проверка осевого люфта коленчатого вала индикатором часового типа:
1 – блок цилиндров; 2 – крепление индикатора; 3 – коленчатый вал
При отсутствии индикатора осевой люфт с меньшей точностью можно измерить с помощью набора щупов. Для этого вставляют отвертку между первым кривошипом вала и передней стенкой блока цилиндров (рис. 4.26) и, действуя ею как рычагом, отжимают вал к задней части двигателя. Затем с помощью щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки. Если люфт оказывается больше нормы, его регулируют с помощью полуколец, заменив старые полукольца новыми или установив полукольца увеличенной толщины (рис. 4.27).
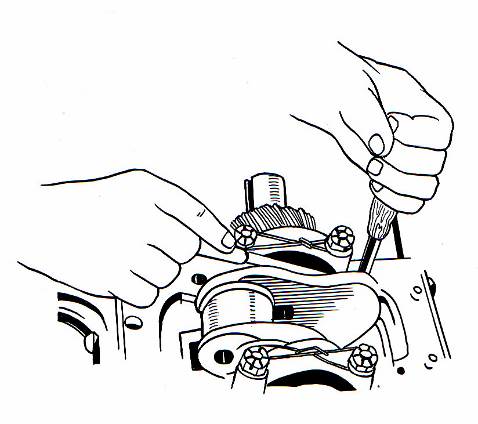
Рис. 4.26. Проверка осевого люфта коленчатого вала щупом
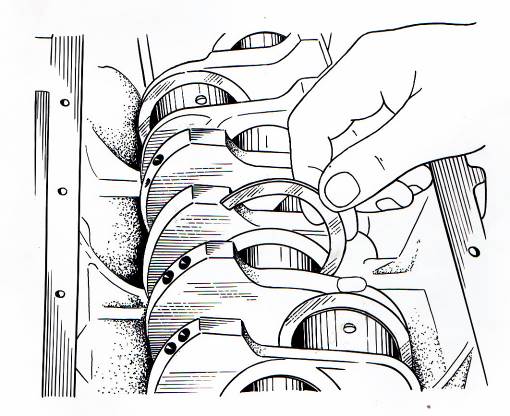
Рис. 4.27. Установка упорных полуколец коленчатого вала в гнезда среднего коренного подшипника
После ремонта коленчатый вал собирается с теми же маховиком и сцеплением, которые стояли на нем до ремонта. Сцепление необходимо устанавливать на маховик по заводским меткам или меткам, нанесенным твердым предметом на обеих деталях, одна против другой, около одного из болтов крепления кожуха сцепления к маховику.
Перед установкой на двигатель коленчатый вал подвергают динамической балансировке на балансировочном станке. Предварительно необходимо сцентрировать ведомый диск сцепления с помощью ведущего вала от старой коробки передач или специальной оправки. Дисбаланс устраняют высверливанием металла в противовесах коленчатого вала или ступице маховика.
На ступице коленчатого вала могут быть риски, а на поверхности шейки под сальник – задиры, которые устраняются шлифованием.
Сальники должны заменяться при каждой разборке двигателя независимо от их состояния.
Маховик двигателя может иметь следующие повреждения: износ, риски, задиры и микротрещины на рабочей поверхности, выкрашивание зубьев венца, износ зубьев по длине, износ отверстий под болты крепления к коленчатому валу, повреждение резьбы в отверстиях, появление цвета побежалости.
На поверхности маховика, прилегающей к фланцу коленчатого вала (рис. 4.28), и на поверхности 3 под ведомый диск сцепления не допускаются царапины и задиры. Неплоскостность поверхности 3 должна находиться в пределах 0,06…0,1 мм.
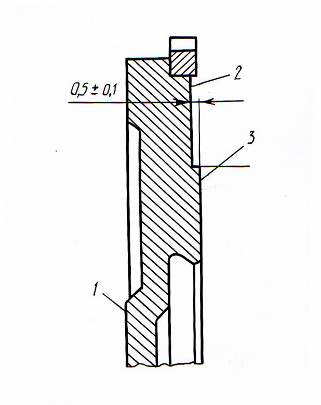
1 – поверхность, прилегающая к фланцу коленчатого вала; 2 – место проверки поверхности для крепления сцепления; 3 – место проверки биения опорной поверхности ведомого диска сцепления
Неплоскостность проверяется с помощью щупа при установке маховика на поверочную плиту. Царапины и задиры на поверхности 3 удаляются протачиванием со снятием слоя металла толщиной не более 1 мм с последующей зачисткой абразивной шкуркой. При этом протачивают также и поверхность 2, не затрагивая зубчатый венец и выдерживая размер (0,5±0,1) мм. При протачивании необходимо обеспечить параллельность указанных поверхностей относительно поверхности 1, прилегающей к фланцу коленчатого вала. Непараллельность не должна превышать 0,1 мм.
Торцевое биение маховика проверяется по крайним точкам поверхностей 2 и 3 после установки маховика на оправку и центровки его по посадочному отверстию. Оно не должно превышать 0,1 мм.
Если маховик имеет цвет побежалости на поверхности 3 под ведомый диск сцепления, необходимо проверить натяг обода на маховике. Обод не должен проворачиваться при крутящем моменте 590 Н×м (60 кг×см) и сдвигаться в осевом направлении при усилии 3,9 кН (400 кгс).
При небольшом износе торцов зубьев маховика достаточно зачистить торцы на шлифовальном станке. При выкрашивании зубьев и значительном их износе по длине зубчатый венец подлежит замене. Учитывая то, что у зубчатого венца торцы зубьев изнашиваются со стороны входа в зацепление шестерни стартера и боковые стороны зубьев на дуге 200…230 мм, при отсутствии нового венца можно использовать старый. Для этого спрессованный венец поворачивают на 180 вокруг вертикальной оси и на 90 вокруг оси вращения. Чтобы облегчить напреcсовку нового венца, рекомендуется нагреть его до температуры 180…220 С. Во избежание возникновения отпуска зубьев не следует превышать указанную температуру.
После замены зубчатого венца маховик необходимо статически отбалансировать путем высверливания лишнего металла со стороны крепления сцепления. Высверливаемые отверстия должны иметь глубину не более 15 мм, а дисбаланс маховика не должен превышать 35 г×см.
Если устанавливается новый маховик, на нем может быть только метка для установки первого поршня в ВМТ. В этом случае необходимо наносить на маховике метку для установки угла опережения зажигания согласно рекомендаций предприятия-изготовителя.
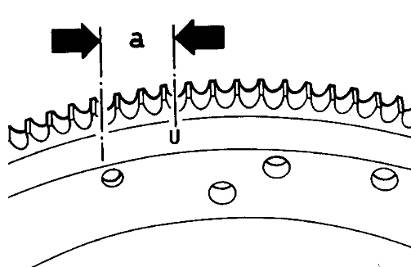
Рис. Метки для нового маховика:
i – наносимая метка для установки зажигания; u – заводская метка для установки первого поршня в ВМТ
Источник
Коленвал. Дефекты коленчатых валов.

Периодически к нам обращаются покупатели с самыми разными вопросами о коленчатых валах, но вопросы о ресурсе коленвалов, о причинах внезапных поломок, о межремонтном периоде являются наиболее важными. Часто встречается две ситуации:
Ситуация 1. Замена коленчатого вала производится через небольшие промежутки времени: 1-3 года.
Ситуация 2. Коленчатый вал лопается почти сразу после установки в двигатель.
Поскольку эти ситуации встречаются очень часто, то многие люди даже начинают думать, что так и должно быть или это «плохой двигатель». Опираясь на очень большой опыт ремонта двигателей, установки коленчатых валов, технического сопровождения клиентов можем точно сказать: любой двигатель советской конструкции имеет высокие запасы прочности, коленчатые валы в таких двигателях могут и должны ходить десятилетиями.
Тем не менее, сейчас мы наблюдаем, такую картину:
«Комбайн Енисей, двигатель Д-442. Только установили коленчатый вал, сразу оторвало носок»
«Трактор Т-150, двигатель ЯМЗ-236, шлифовка через каждые 2 года»
На основании нашего опыта мы подготовили это небольшое руководство, которое поможет вам грамотно решить проблему замены коленчатого вала, не сделав типичных ошибок.
Итак, у вас вышел из строя коленвал.
Коленчатый вал никогда не работает сам по себе – он воспринимает нагрузки и преобразует движение. Если имеется любой коленчатый вал, который не имеет отклонений от чертежа (размеры, соосность и т.д.), то его ресурс практически полностью зависит от сопрягаемых деталей. Отсюда есть практический вывод:
Коленчатый вал крайне редко выходит из строя без причины.
Что бы ни случилось с вашим коленчатым валом (лопнул, застучал, прилипли вкладыши, изнашивается очень быстро) в двигателе есть серьезная неисправность, которая привела к этой ситуации. Не удалив эту неисправность вы рискуете, что ситуация повторится с новым коленчатым валом. Исключения из этого правила бывают, но они очень (!) редки. Сами по себе могут ломаться коленчатые валы размеров Р4, Р5, Р6, которые накопили усталостные напряжения за долгий срок службы. Изредка встречаются заводские дефекты изготовления, например дефекты заготовки. Однако в этом случае брак сразу видно по характеру излома и такие дефекты действительно очень редки.
Итак, мы знаем, что коленчатый вал вышел из строя, в двигателе имеется неисправность и надо срочно что-то решать с этой ситуацией, так как техника стоит. Тут необходимо задать вопрос мотористу:
«Что именно случилось?»
Ниже приводим наиболее распространенные поломки и практические рекомендации.
1. Коленвал «лопнул».
Коленчатые валы лопаются по следующим причинам: наличие дефектов сопрягаемых деталей, накопление напряжений в детали, заводские дефекты изготовления (или шлифовки), отсутствия балансировки двигателя. Разберем подробнее.
1. Дефекты сопрягаемых деталей.
На долю дефектов сопрягаемых деталей приходится 90-95% лопнувших коленчатых валов. Если коленвал лопнул, в первую очередь следует проверить сопрягаемые детали: блок, шатуны.
Дефекты блока встречаются чаще всего и, как правило, являются причиной излома коренной шейки коленвала. Если, например, блок имел отклонения по постелям коленчатого вала, то коленвал был установлен не по своей оси, работал в неприемлемых для себя условиях и в итоге лопнул. Однако, даже если вы уверены в своем блоке или он был новый, то после того, как в нем сломался вал, блок все равно необходимо отвезти на дефектацию. В процессе излома коленчатый вал бьет шейками по постелям блока. Блок в большинстве двигателей изготовлен из чугуна (реже алюминия), эти материалы достаточно податливы к ударным нагрузкам. Воспринимая удар коленчатого вала, постели блока смещаются, нарушается ось установки коленчатого вала. Если установить новый коленчатый вал в такой блок, то он, скорее всего, лопнет уж из-за дефекта блока, так как будет установлен, опять таки, не по оси.
Дефекты шатунов также нередки. Наиболее часто они сказываются на шатунных шейках. Соответственно, если коленвал лопнул по шатунной шейке, то необходимо дефектовать уже не только блок, но и шатуны. Шатуны могут быть перегреты, перекручены, может образоваться эллипс, иногда шатуны банально не подобраны по одной массе. Если шатуны перегрелись, то они однозначно подлежат выкидыванию, так как в этом случае меняется структура материала и шатуны теряют прочность. Другие дефекты шатунов также, как правило, не исправляются, детали заменяются на новые. Связано это с тем, что многие дефекты шатунов естественным образом образуются в процессе эксплуатации от испытываемых шатуном нагрузок, так как шатун – одна из активно работающих деталей.
В случае излома коленчатого вала дефектовка блока и шатунов обязательна.
Дефекты вкладышей встречаются нечасто, но в последнее время есть и такие случаи. Связаны они в основном с использованием некачественных вкладышей. Так, с оригинальными вкладышами дефекты фактически не встречаются, в то время как при использовании разных подделок жалобы на вкладыши часты. Проблема со вкладышами возможна и тогда, когда с целью экономии на турбированный двигатель устанавливают вкладыши схожего не турбированного двигателя (например, на Д-245 устанавливают вкладыши для Д-240).
2. Накопление напряжений.
Встречается далеко не так часто, как дефекты сопрягаемых деталей. Такой усталостный излом имеет характерную картину: гладкое начало излома и контрастно рваное продолжение. Встречается усталостный излом у коленчатых валов размеров Р4-Р6. Как правило эти детали исправно работали в течение 15-20 лет и у моториста никогда не было к ним претензий. Накопление напряжений – естественный процесс. Обычно усталостный излом происходит возле мест-накопителей напряжений: это масляные каналы, галтельные переходы.
Даже если коленчатый вал лопнул из-за усталостных напряжений дефектовка блока и сопрягаемых деталей обязательна.
3. Двигатель не отбалансирован.
Выход коленчатого вала из строя в виду избыточных вибраций и несбалансированности двигателя наиболее часто встречается в двигателях комбайновой техники (Д-442 (комбайн Нива-Эффект), СМД-31 (Дон-1500), ЯМЗ-238АК (Дон-1200), Д-260 (Полесье)). Также эта проблема характерна и для автомобильных V-образных 6-цилиндровых двигателей (ЯМЗ-236, ЯМЗ-236НЕ). Наиболее часто происходит излом 1-й коренной шейки или излом носка коленчатого вала, что особенно характерно для коленвалов Д-442, ЯМЗ-238АК. Балансировка двигателя после капремонта требуется для всех двигателей независимо от назначения, но для вышеперечисленных двигателей балансировка двигателя в сборе жизненно необходима. Наиболее эффективна балансировка двигателя при применении стробоскопического устройства.
4. Заводские дефекты изготовления.
Для отечественных коленчатых валов встречаются очень редко. Это могут быть дефекты поковки либо дефекты литья, некоторые огрехи механической обработки, способствующие возникновению концентраторов напряжений.
Заводские дефекты изготовления заготовки будут видны на изломе.
Например, если в заготовке коленвала была литейная раковина, то естественно, ее будет видно. То же самое относится к дефектам поковки – волосовинам, представляющим собой нарушение состояния металла в форме очень тонкой трещинки. Волосовины могут быть различной длины, могут присутствовать снаружи или внутри. Иногда их называют микротрещинами.
2. Прокрутило вкладыши, вкладыши «прилипли».
Причины такой проблемы с вкладышами кроются в системе смазки. Здесь может быть много разных конкретных проблем, однако все они связаны с маслом. Несвоевременная замена масла, проблемы с масляным насосом, фильтрующими элементами, регулировкой – все это может привести к масляному голоданию, попаданию сажи на рабочие поверхности, наволакиванию металла.
Отсюда вытекает правило:
Если прокрутило вкладыши или вкладыши прилипли к шейке коленвала, то кроме дефектовки коленвала и сопрягаемых деталей обязательно необходимо перебрать систему смазки двигателя.
В большинстве случаев, коленчатый вал все же удается сохранить. Как правило, коленвал подлежит дефектовке, шлифовке на другой размер, возможно выпрямлению. В редких случаях коленчатый вал все же приобретает трещину и его приходится выкидывать. Также есть некоторые случаи, когда провернувший вкладыш повреждает шейку настолько, что шлифовка не помогает. Обязательна также дефектовка шатунов, ведь ввиду масляного голодания возможен их перегрев, а перегретые шатуны подлежат замене так как теряют свои прочностные свойства. Как и во всех случаях, необходима проверка блока.
3. Двигатель «прыгает».
Избыточные вибрации при работе двигателя имеют различные причины. Иногда они вызваны неравномерностью сгорания топлива по цилиндрам или вопросами к сцеплению.
Но все же, наиболее часто вибрация двигателя – это проблема балансировки двигателя в сборе.
Избыточная вибрация может проявляться только на каких-то конкретных оборотах двигателя или же присутствовать все время. Все зависит от прохождения точки резонанса. Не следует ждать, что что-либо приработается или «это пройдет». Если ситуацию оставить как есть, то есть высокий риск того, что коленчатый вал лопнет. Поэтому, не дожидаясь этого, двигатель следует отбалансировать в сборе. Выше в этой статье мы уже писали про балансировку двигателя. Следует отметить, что кустарные методы балансировки (балансировка только коленвала с маховиком методом подбора) часто могут быть не эффективны и всегда следует предпочесть балансировку двигателя со стробоскопом. В таком случае удается свести вибрации к 0.
4. Коленвал шлифуют через 1-2 года.
Слишком частая шлифовка коленчатого вала – это не норма и следует искать и устранять причину такого явления. Как правило, причина в дефектах сопрягаемых деталей: постели блока, реже дефекты шатунов. В норме межремонтный период коленчатого вала сельскохозяйственной техники составляет от 3-5 лет и выше в зависимости от режима эксплуатации.
Если вы регулярно шлифуете коленвал через 1-2 года, то в следующий раз займитесь не только валом, но и отвезите на дефектовку блок и шатуны.
Устранение дефектов блока или шатунов послужит вам хорошую службу и добавит коленчатому валу лет 5 ресурса. В итоге ваши затраты окупятся с лихвой.
5. Коленвал имеет трещину.
Коленвал с трещиной ремонту не подлежит. Никогда. Если вам кто-то предлагает восстановить треснувший коленчатый вал, то бегите от такого специалиста. Это либо человек технически абсолютно неграмотный, либо своего рода аферист. Никогда не поддавайтесь соблазну исправить треснувший коленчатый вал, это грозит не только напрасной потерей денег на его «восстановление», но и серьезными проблемами с двигателем после неизбежного и быстрого излома такого коленвала в процессе работы.
Дефекты коленчатых валов
В этой статье мы рассмотрим основные дефекты коленчатых валов, причины их возникновения и способы устранения. Конечно, при возникновении любой проблемы с коленчатым валом двигателя рекомендуется обращаться к специалистам. Однако, в конечном итоге именно потребитель выбирает коленчатый вал, определяет где и как он будет установлен, как и кем проверен, а также что будет сделано при возникновении каких-либо проблем. Поэтому эта статья рассчитана на то, чтобы дать основную информацию о коленчатых валах и их дефектах в доступной краткой форме, которая поможет принять правильное решение.
Коленчатый вал – наиболее ответственная, наиболее нагруженная и дорогостоящая деталь двигателя. Коленвал работает в крайне неблагоприятных условиях: на него действуют ударные динамические нагрузки, силы трения, неуравновешенные моменты, крутильные колебания и вибрации, высокие температуры, статические нагрузки от сопрягаемых деталей. Именно коленчатый вал принимает на себя все недостатки сборки двигателя. Дефекты геометрии блока или шатунов в первую очередь скажутся на ресурсе коленчатого вала. Однако, несмотря на столь высокие требования к этой детали, качественный коленчатый вал при условии грамотной сборки двигателя обладает прекрасным ресурсом. В этом проявляется рациональность и высокий запас надежности советских конструкций дизелей строительной и сельскохозяйственной техники.
При приобретении коленчатого вала перед сборкой двигателя покупатель имеет право (а, скорее, обязанность!) проверить полностью коленчатый вал перед установкой в двигатель. Такая проверка может проводится на ремонтном предприятии, в шлифовальной мастерской, на заводе. Даже если вы купили абсолютно новый коленчатый вал, все равно стоит проверить его перед установкой. Но все же дефекты новых коленчатых валов встречаются гораздо реже, чем дефекты ремонтных коленвалов.
Большинство проблем типичны.
1. Ускоренный износ шеек коленчатого вала.
Слишком быстрый износ шеек коленвала чаще всего связан с проблемами блока. Обязательно необходимо проверить геометрию посадочных мест блока под подшипники. В этом случае коленчатый вал может «болтаться» в постелях блока, что приводит к существенному увеличению нагрузок и быстрому износу. Второй причиной, ставшей особенно актуальной в последние годы, может быть некачественный материал коленчатого вала. На рынке присутствует достаточно большое количество недорогих коленчатых валов импортного производства. Среди них есть как качественные, прекрасно зарекомендовавшие себя марки, так и откровенные подделки. Конечному потребителю бывает непросто разобраться. В случае использования высокопрочного чугуна, ресурс коленчатого вала остается практически неизменным. Но в случае, если на материале решили сэкономить, использовать более мягкий серый чугун или сталь, незакаленную токами высокой частоты, тогда ресурс коленчатого вала и межремонтные периоды существенно уменьшаются.
2. Задиры на поверхностях шеек коленчатого вала.
Задиры на шейках коленчатого вала, как правило, связаны с состоянием системы смазки дизеля. Здесь может быть очень большое число факторов: некачественное масло, нарушение сроков замены масла, засорение масляного фильтра, недостаточное давление в системе. Также задиры могут образоваться вследствие проблем с охлаждением дизеля или с нарушением температурного режима, так как перегрев разжижает масло. Износ поршневых колец приводит к попаданию частичек топлива или продуктов сгорания в масло, что также разжижает его.
В этом случае коленчатый вал шлифуется, меняются вкладыши. Необходимо также проверить систему смазки, систему охлаждения, систему питания дизеля, заменить фильтрующие элементы, проверить масляные каналы и заменить поршневые кольца при необходимости. Достаточно большой перечень работ делает экономически рациональным проведение полного капитального ремонта двигателя.
3. Ускоренный износ поверхностей под полукольца осевого смещения коленвала.
Встречается значительно реже, чем царапины, задиры или трещины. Наиболее частая причина — неисправность привода выключения сцепления вследствие неправильной эксплуатации водителем. В случае такого дефекта необходимо заменить полукольца осевого смещения и отремонтировать привод сцепления. Следует обращать внимание на правильную эксплуатацию для профилактики.
4. Царапины на поверхностях шеек коленвала.
Этот дефект встречается очень часто. Следует отличать царапины на шейках от усталостных трещин. Царапина при осмотре с лупой имеет светлое дно, в то время как дно трещины не просматривается (черного цвета). При полировке царапина начинает исчезать, а трещина остается на месте. Обычно царапины располагаются прямо на шейке, а трещины захватывают, часть галтели. Геометрически царапина обычно прямая, трещина имеет кривую ломанную форму. Небольшие царапины естественным образом появляются при долговременной эксплуатации. Также царапины образуются при наличии посторонних частиц в масле. Возможны подобные повреждения при транспортировке. Для неглубоких царапин бывает достаточно отполировать шейки коленчатого вала. Если царапина имеет глубину более 3-5 микрон, необходимо все шейки (или все шатунные, или коренные, в зависимости от того, на какой повреждение) отшлифовать на следующий ремонтный размер. Следует обратить внимание на все шейки коленчатого вала и проверить их форму измерениями в 2-х плоскостях. Проверить шатуны на эллипсность. Следует заменить моторное масло, масляный фильтр. Для профилактики необходимо регулярно проверять систему смазки и менять масло. Также важно использовать рекомендуемое моторное масло.
5. Биения, прогиб коленчатого вала.
Прогиб коленчатого вала часто встречается в длинных коленчатых валах комбайнов, строительной техники. В большей степени изгибу оси подвержены валы рядных двигателей с большим количеством цилиндров. Также изгиб чаще встречается в коленчатых валах изготовленных из некачественного мягкого материала. Проверка коленчатого вала на изгиб несложна. Вал укладывается на призмы, установленные на металлической плите. Вращая коленвал, с помощью индикатора проверяется прогиб оси коленвала. Допускается изгиб до 0,1 мм. Если обнаружен изгиб более 0,1мм, проводится выпрямление коленчатого вала.
6. Отклонение шеек от размера
Постепенный износ шеек коленчатого вала — естественный процесс. При установке вала в двигатель существуют определенные требования к размеру. Для разных коленчатых валов они различны. В целом допуски для новых коленчатых валов составляют не более 2 соток. Допуск коленчатого вала при ремонте двигателя составляет не более 5 соток. Коленчатые валы с отклонениями размеров шеек более 5 соток однозначно подлежат шлифовке на следующий ремонтный размер.
Источник