- Ремонт кривошипно-шатунного механизма
- 1. Шатун
- Устройство и принцип работы кривошипно-шатунного механизма двигателя
- Краткая история возникновения
- Подвижные и неподвижные части КШМ
- Картер и поддон картера двигателя
- Расположение и число цилиндров
- Головка блока цилиндров
- Цилиндры
- Кривошипно-шатунный механизм
- Поршень
- Поршневой палец и шатун
- Коленчатый вал
- Маховик
Ремонт кривошипно-шатунного механизма
При ремонте кривошипно-шатунного механизма необходимо проверить соответствие деталей, поступивших на сборку, следующим требованиям технических условий (ТУ):
- Зеркало цилиндров должно обрабатываться с высокой степенью точности, иметь правильную геометрическую форму и шероховатость поверхности не грубее Ra=1,25–0,32 мкм.
- Ось цилиндра должна быть перпендикулярна оси коленчатого вала.
- Зазоры в сопряжениях должны быть в пределах норм, указанных в ТУ.
- Отверстия во вкладышах шатунов и в коренных подшипниках, коренные и шатунные шейки должны иметь правильную геометрическую форму, размеры в пределах допусков и шероховатость поверхности, указанные в ТУ. Обязательно необходимо выдержать зазоры, задаваемые в ТУ для этих сопряжений, для размещения смазки. В среднем зазоры равны 0,001 диаметра шейки вала.
- В многоцилиндровых механизмах поршни должны быть одинаковыми по массе, допускается разность не более ±0,5 %.
- Упругость поршневых колец должна соответствовать нормам ТУ на сборку данного оборудования. Поршневые кольца должны прилегать к цилиндру без зазора по всей поверхности.
1. Шатун
Он служит для шарнирного соединения коленчатого вала или кривошипа с поршневой группой.
Сборка шатуна (рис. 1) начинается с запрессовки втулки в головку 3 шатуна.
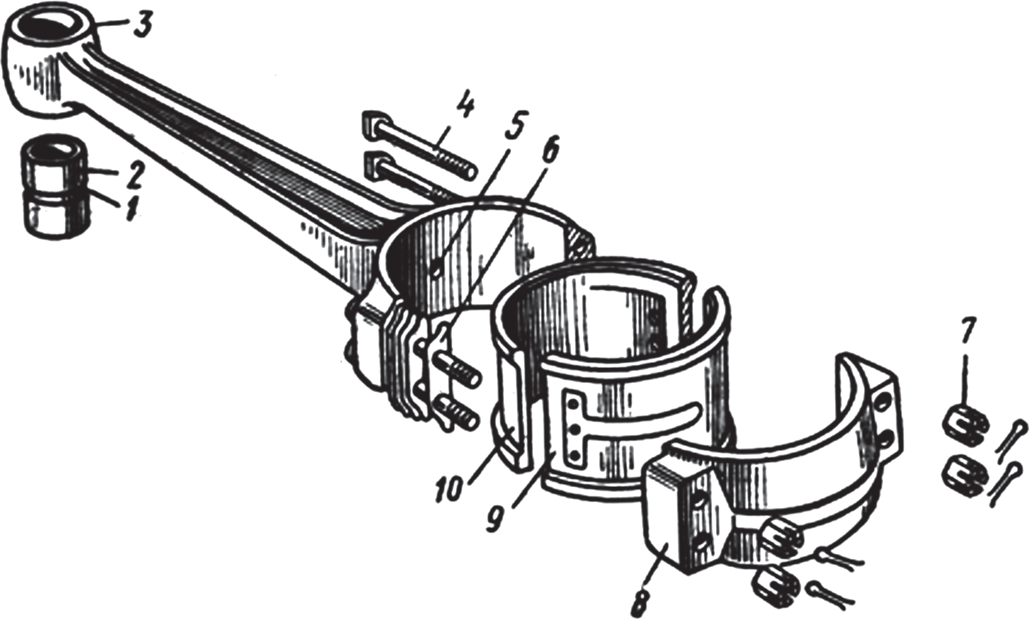
Рис. 1. Шатун
Втулку устанавливают так, чтобы канавка 1, предназначенная для смазки пальца, находилась против отверстия 5. Это возможно при условии, если торцы втулки 2 будут запрессованы заподлицо с торцом верхней головки шатуна. Втулки при запрессовке в отверстие шатуна несколько сжимаются. Для исправления этого недостатка после запрессовки выполняют чистовое растачивание или протягивание или развертывают двумя-тремя развертками отверстие втулки.
После запрессовки втулки в головку шатуна приступают к сборке вкладышей шатуна. Начинают с проверки параллельности плоскостей разъема вкладышей 9 и 10 по высоте «на краску»: при параллельности плоскостей вкладышей пятна краски должны располагаться по всей плоскости разъема с обеих сторон и не должно быть качания на плите. Если плоскости не параллельны, их пришабривают. Допустимая величина выступающих торцов вкладышей из тела шатуна указывается в сборочных чертежах или ТУ на сборку (обычно 0,05–0,15 мм).
После запрессовки вкладышей в головку и крышку 8 шатуна их соединяют вместе болтами 4 и гайками 7. Предварительно укладывают между головкой шатуна и крышкой набор регулирующих латунных или медных прокладок 6 толщиной до 0,05 мм. Общая толщина прокладок указывается в чертеже и обычно равна 4–5 мм. После сборки проверяют отверстия шатуна индикаторным нутромером на овальность и конусообразность (рис. 2, а), а затем проверяют шатуны на прямолинейность (рис. 2, б).
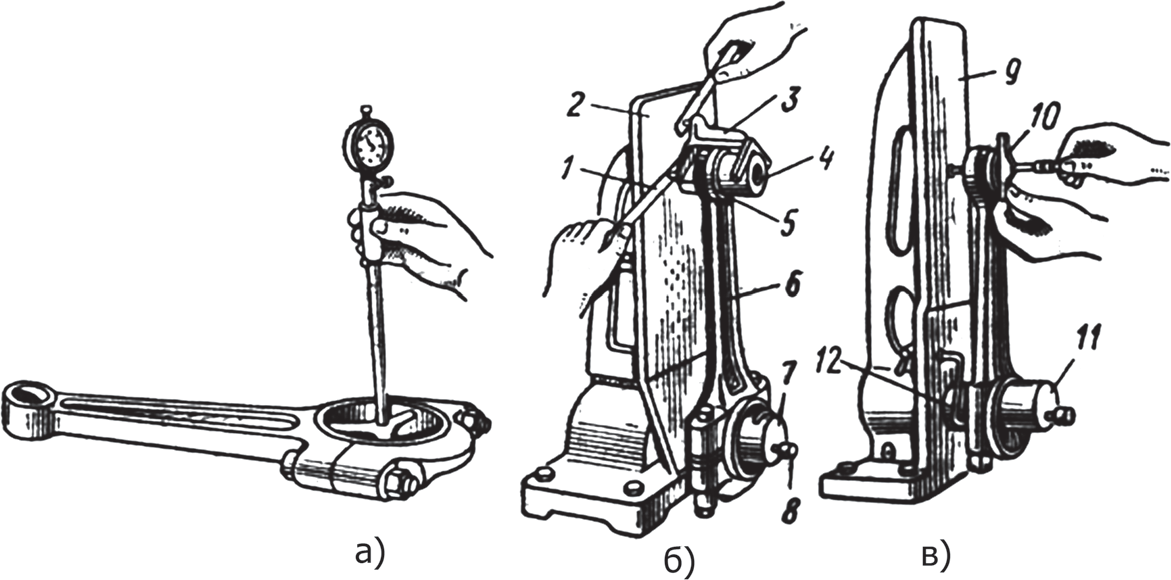
Рис. 2. Проверка собранного шатуна: а — конусообразности и овальности индикаторным нутромером; б — прямолинейности; в — на двойной изгиб
На прямолинейность шатуны проверяют на специальном приборе следующим образом: шатун 6 верхней головкой 5 устанавливают на контрольный палец 4 с конусом, а нижний — на палец 7 контрольной плиты 2, и, завернув винт 8, зажимают шатун на пальце. Затем устанавливают на цилиндрические пояски контрольного пальца 4 призму (калибр) 3 и подводят его так, чтобы штифты касались плоскости плиты 2. Если шатун прямолинеен, то все три штифта призмы 3 будут касаться плиты. Если шатун согнут, то касаться плиты будет либо один верхний штифт, либо два нижних, либо будут касаться плиты верхний и один из нижних штифтов.
Величину скрученности и погнутости шатуна определяют щупом 1 по величине зазора между плитой и штифтами. Зазор не должен превышать 0,05 мм.
Если шатун имеет двойной изгиб, который указанным выше способом обнаружить нельзя, то его проверяют следующим образом: зажимают шатун (рис. 2, в) на пальце 11 контрольной плиты 9, выдвигают ограничитель 12 до упора в торец нижней головки шатуна и закрепляют эту головку винтом. Затем, замерив глубиномером 10 расстояние от торца верхней головки до плоскости плиты, снимают шатун с прибора и поворачивают на 180°, подводят до упора в ограничитель торцом с другой стороны нижней головки и делают второй замер (так же, как первый).
Скрытые трещины обнаруживают на специальных установках (рентгеновские и ультразвуковые), а иногда менее совершенным способом — постукиванием молотком по различным участкам шатуна: глухой, дребезжащий звук указывает на трещины.
Поршневая группа в двигателях внутреннего сгорания, паровых машинах, компрессорах, пневматических и гидравлических механизмах предназначена для передачи силы давления газов или пара, действующих на поршень, коленчатому валу. К основным деталям поршневой группы относятся поршни, поршневые кольца и поршневые пальцы.
Поршни изготовляют из чугуна, а также из алюминия или других легких сплавов. На боковой поверхности поршня имеются канавки для поршневых колец. Обычно канавок бывает от 3 до 7, а иногда и больше. Верхние канавки служат для уплотнительных колец, а нижние — для маслосборных.
Поршневые кольца изготовляют из плотного мелкозернистого серого или специального чугуна. Благодаря пружинящим свойствам поршневые кольца прилегают равномерно к стенкам цилиндра, и поэтому, с одной стороны, препятствуют пропуску газов между поршнем и стенками цилиндра, а с другой предохраняют камеру сгорания от попадания в нее масла из картера. Поршневые кольца делятся на уплотнительные и маслосборные. Разрез в кольцах (замок) делают ступенчатой формы или кольцо разрезают наискось.
Сборку поршневой головки начинают с подборки поршня по цилиндру и по массе (рис. 3, а). Затем устанавливают шатун 5 в поршень 4 до совмещения отверстия поршневого пальца 3 с верхней головкой 2 шатуна. После этого слегка смазанный маслом поршневой палец вставляют в отверстие поршня и легким нажимом вводят внутрь.
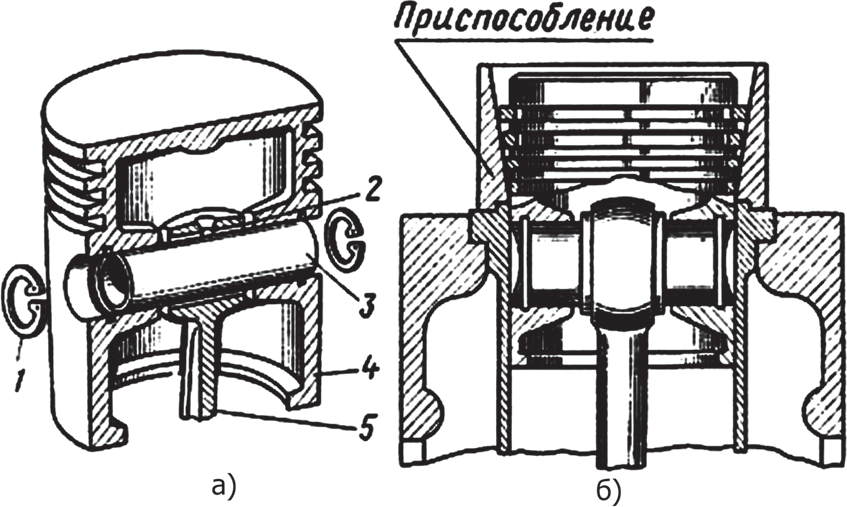
Рис. 3. Поршневая головка: а — сборка; б — приспособление для сборки поршневых колец в цилиндр и установки
Если требуется, чтобы поршневой палец имел натяг, то поверхность поршня нагревают в горячем масле 60–70° С. Затем устанавливают распорные кольца 1, предохраняющие поршневой палец от осевых перемещений при работе двигателя. При сборке также обеспечивают правильные зазоры между поршнем и цилиндром и между поршневыми кольцами и канавками в поршнях.
Установка колец на поршень является очень ответственной операцией. Большое значение имеет зазор в их стыке. Слишком большой зазор приводит к прорыву газов через замок, а слишком маленький — к тому, что концы колец при нагревании могут упереться друг в друга, в результате чего кольцо, потеряв свою упругость, может вызвать задир стенок цилиндра. Величина зазора в стыках должна быть от 0,3 до 0,8 мм.
Когда поршневые кольца надеты на поршень и находятся в свободном состоянии, их наружный диаметр больше диаметра поршня. Чтобы опустить поршень в цилиндр, кольца необходимо сжать. Сжимают кольца с помощью приспособления в виде цилиндра с конусной внутренней поверхностью (рис. 3, б). Меньший диаметр конусной поверхности равен диаметру цилиндра. Такое приспособление устанавливают на торец цилиндра, и поршневые кольца при опускании поршня вниз сжимаются и легко входят в цилиндр.
Источник
Устройство и принцип работы кривошипно-шатунного механизма двигателя
Кривошипно-шатунный механизм двигателя преобразует возвратно-поступательное движение поршней (от энергии сгорания топливной смеси) во вращательное движение коленчатого вала и наоборот. Это технически сложный механизм, составляющий основу ДВС. В статье подробно рассмотрим устройство и особенности работы КШМ.
Краткая история возникновения
Первые свидетельства о применении кривошипа найдены ещё в III веке нашей эры, в Римской Империи и Византии в VI веке нашей эры. Ярким примером является пилорама из Иераполиса, на которой был применен коленчатый вал. Металлический кривошип был найден в римском городе Августа-Раурика на территории современной Швейцарии. Как бы то ни было, запатентовал изобретение некий Джеймс Пакард в 1780 году, хотя свидетельства его изобретения были найдены еще в древности.
 Кривошипно-шатунный механизм двигателя
Кривошипно-шатунный механизм двигателя
Подвижные и неподвижные части КШМ
Составные части КШМ условно делят на подвижные и неподвижные компоненты. К подвижным частям относятся:
- поршни и поршневые кольца;
- шатуны;
- поршневые пальцы;
- коленчатый вал;
- маховик.
Неподвижные части КШМ выполняют функцию основы, крепежей и направляющих. К ним относятся:
- блок цилиндров;
- головка блока цилиндров;
- картер;
- поддон картера;
- крепежные детали и подшипники.
Картер и поддон картера двигателя
Картер – это нижняя часть двигателя, где располагаются опоры и каналы смазочной системы для коленчатого вала. В картере происходит движение шатунов и вращение коленвала. Поддон картера представляет собой резервуар с моторным маслом.
Основа картера в работе подвергается постоянным тепловым и силовым нагрузкам. Поэтому для этой детали предъявляются особые требования по прочности и жесткости. Для его изготовления используют алюминиевые сплавы или чугун.
 Неподвижные части КШМ
Неподвижные части КШМ
Картер двигателя крепится к блоку цилиндров. Вместе они составляют остов двигателя, основную часть его корпуса. В блоке располагаются непосредственно сами цилиндры. Сверху крепится головка блока ДВС. Вокруг цилиндров имеются полости для жидкостного охлаждения.
Расположение и число цилиндров
На сегодняшний день существуют следующие наиболее популярные схемы:
- рядное четырех- или шестицилиндровое положение;
- V-образное шестицилиндровое положение под углом 90°;
- VR-образное положение под меньшим углом;
- оппозитное положение (поршни двигаются навстречу друг другу с разных сторон);
- W-образное положение с 12 цилиндрами.
В простом рядном расположении цилиндры и поршни расположены в ряд перпендикулярно коленчатому валу. Такая схема наиболее простая и надежная.
Головка блока цилиндров
К блоку с помощью шпилек или болтов крепится головка блока цилиндров. Она накрывает цилиндры с поршнями сверху, образуя герметичную полость – камеру сгорания. Между блоком и головкой предусмотрена прокладка. Также в ГБЦ располагаются клапанный механизм и свечи зажигания.
Цилиндры
В цилиндрах двигателя непосредственно происходит движение поршней. От хода поршня и его длины зависит их размер. Цилиндры работают в условиях меняющегося давления и высоких температур. Во время работы стенки подвергаются непрерывному трению и температурам до 2500°C. К материалам и обработке цилиндров также предъявляются особые требования. Они изготавливаются из легированного чугуна, стали или алюминиевых сплавов. Поверхность деталей должна быть не только прочной, но и легко подвергаться обработке.
Внешнюю рабочую поверхность называют зеркалом. Ее покрывают хромом и полируют до зеркальной поверхности, чтобы максимально снизить трение в условиях ограниченной смазки. Цилиндры отливаются вместе с блоком (цельные) или изготавливаются в виде съемных гильз.
Кривошипно-шатунный механизм
Основными рабочими компонентами КШМ являются коленчатый вал, поршни с шатунами и маховик.
Поршень
Движение поршня в цилиндре происходит в результате сгорания топливовоздушной смеси. Возникает давление, которое воздействует на днище поршня. В разных типах двигателей оно может отличаться по своей форме. В бензиновых изначально днище было плоским, затем стали применять вогнутые конструкции с проточками под клапаны. В дизельных моторах в камере сгорания сжимается изначально не топливо, а воздух. Поэтому днище поршня имеет также вогнутую форму, которая и образует камеру сгорания.
Форма днища имеет большое значение для формирования правильного факела сгорания топливовоздушной смеси.
Остальная часть поршня называется юбкой. Это своего рода направляющая, которая движется в цилиндре. Нижняя часть поршня или юбки сделана так, чтобы она не соприкасалась с шатуном во время его движения.
 Поршень и его элементы
Поршень и его элементы
На боковой поверхности поршней выполнены канавки или проточки под поршневые кольца. Сверху располагаются два или три компрессионных кольца. Они необходимы для создания компрессии, то есть препятствуют проникновению газов между стенками цилиндра и поршнем. Кольца прижимаются к зеркалу, уменьшая зазор. Снизу расположен паз под маслосъёмное кольцо. Оно необходимо для снятия излишков масла со стенок цилиндра, чтобы то не проникало в камеру сгорания.
Поршневые кольца, особенно компрессионные, работают при постоянных нагрузках и высокой температуре. Для их изготовления применяется высокопрочные материалы типа легированного чугуна, который покрывают пористым хромом.
Поршневой палец и шатун
Шатун крепится к поршню при помощи поршневого пальца. Он представляет собой цельную или полую деталь цилиндрической формы. Палец устанавливается в отверстие в поршне и в верхней головке шатуна.
Существуют два типа крепления пальца:
- с фиксированной посадкой;
- с плавающей посадкой.
Наиболее распространен так называемый «плавающий палец». Для его фиксации используются стопорные кольца. Фиксированный палец устанавливается с натягом. Как правило, используется тепловая посадка.
 Шатун двигателя
Шатун двигателя
Шатун, в свою очередь, соединяет коленчатый вал и поршень и создает вращательные движения. При этом возвратно-поступательные движения шатуна описывают восьмерку. Он состоит из нескольких элементов:
- стержня или основы;
- поршневой головки (верхней);
- кривошипной головки (нижней).
Для уменьшения трения и смазки соприкасающихся деталей в поршневой головке запрессовывается бронзовая втулка. Кривошипная головка выполнена разборной, чтобы обеспечить возможность сборки механизма. Детали точно подогнаны друг к другу и крепятся с помощью болтов и контргаек. Чтобы уменьшить трение, устанавливаются шатунные подшипники скольжения. Они выполнены в форме двух стальных вкладышей с замками. По масляным канавкам осуществляется подвод масла. Подшипники с высокой точностью подогнаны под размер соединения.
Вопреки расхожему мнению, вкладыши удерживаются от проворота не за счет замков, а из-за возникающей силы трения между их внешней поверхностью и головкой шатуна. Поэтому при установке внешнюю часть подшипника скольжения нельзя смазывать маслом.
Коленчатый вал
Коленчатый вал является сложной по устройству и изготовлению деталью. Он принимает на себя крутящий момент, давление и другие нагрузки, поэтому выполнен из высокопрочной стали или чугуна. Коленвал передает вращение от поршней на трансмиссию и другие элементы автомобиля (например, приводной шкив).
 Устройство коленчатого вала
Устройство коленчатого вала
Коленчатый вал состоит из нескольких основных элементов:
- коренные шейки;
- шатунные шейки;
- противовесы;
- щеки;
- хвостовик;
- фланец маховика.
Конструкция коленвала во многом будет зависеть от количества цилиндров в двигателе. В простом рядном четырехцилиндровом двигателе на коленчатом валу имеются четыре шатунных шейки, на которых устанавливаются шатуны с поршнями. Пять коренных шеек расположены по центральной оси вала. Они устанавливаются в опоры блока цилиндров или картера на подшипники скольжения (вкладыши). Сверху коренные шейки закрываются крышками на болтах. Соединение образует П-образную форму.
Специально обработанное место опоры под установку коренной шейки с вкладышем называется постелью.
Коренные и шатунные шейки соединены так называемыми щеками. Противовесы обеспечивают гашение излишних колебаний и обеспечивают равномерное движение коленчатого вала.
 Устройство КШМ
Устройство КШМ
Шейки коленвала термически обработаны и отполированы, что обеспечивает высокую прочность и точность посадки. Коленчатый вал также имеет очень точную балансировку и центровку для равномерного распределения всех действующих на него сил. В районе центральной коренной шейки, по бокам от опоры, устанавливаются упорные полукольца. Они необходимы для компенсации осевых перемещений.
На хвостовик коленвала крепятся шестерни (звездочки) привода ГРМ, а также приводной шкив навесного оборудования двигателя.
Маховик
На задней части вала имеется фланец, к которому крепится маховик. Это чугунная деталь, представляющая собой массивный диск. Благодаря своей массе маховик создает необходимую инерцию для работы КШМ, а также обеспечивает равномерную передачу крутящего момента на трансмиссию. На ободе маховика выполнен зубчатый венец для соединения с шестерней стартера. Именно маховик раскручивает коленвал и приводит в движение поршни в момент запуска двигателя.
Кривошипно-шатунный механизм, конструкция и форма коленчатого вала долгие годы остаются неизменными. В основном происходят только небольшие конструктивные доработки, направленные на снижение веса, сил инерции и трения.
Источник