Глава VI. Ремонт аккумуляторных батарей
23. Виды осмотра и ремонта
На тепловозах применяют кислотные 32ТН-450 (на тепловозах 2ТЭ116 — 48ТН-450) и щелочные 46ТНЖ-550 аккумуляторные батареи. Название кислотный или щелочной аккумуляторы получили по типу электролита, заливаемого в них: одни заполняют раствором серной кислоты, а другие — раствором щелочи. Цифры перед буквенной индексацией обозначают число последовательно соединенных аккумуляторов в батарее, а после индексации — емкость батареи в ампер-часах. Буквы показывают: Т — тепловозная, Н — тип свинцовых пластин (намазная), НЖ — никележелезная.
При эксплуатации кислотных батарей встречаются следующие неисправности:
- короткое замыкание между положительными и отрицательными пластинами вследствие образования шлама между ними или повреждения сепаратора. Шлам — это продукт разрушения решетки и активной массы положительных пластин. Признаком короткого замыкания будет понижение плотности электролита и напряжения, повышение температуры электролита;
- загрязнение электролита примесями, попадающими в аккумулятор из-за использования кислоты и воды, не соответствующих техническим условиям. В таких случаях понижается напряжение и емкость аккумуляторов, которые не восстанавливаются путем заряда;
- сульфатация или покрытие пластин кристаллическим налетом (сульфатами), препятствующими взаимодействию электролита с активной массой. Сульфатация может появиться из-за систематически глубоких разрядов, продолжительного бездействия в состоянии неполного заряда, заливки электролита чрезмерно высокой плотности, систематически быстрых зарядов большими токами, несвоевременно выполняемыми восстановительными зарядами, низкого уровня электролита, внутренних коротких замыканий и др.;
- коррозия зажимов возникает из-за плохого контакта, вызванного недозатяжкой нижних контргаек при установке перемычек. Коррозия является причиной дополнительного сопротивления при пуске дизеля.
Основной неисправностью щелочной батареи является пониженная емкость, которая может возникнуть из-за: накопления карбонатов в электролите; недостатка в электролите едкого лития в летнее время; высокой температуры электролита во время эксплуатации; загрязнения электролита; понижения уровня электролита; короткого замыкания внутри и снаружи.
Накопление карбонатов происходит за счет углекислоты, поглощаемой из воздуха. Так, увеличение карбонатов в 2,5-3 раза против нормы снижает емкость на 35-40 %. Загрязнение электролита бывает из-за использования недостаточно чистых исходных материалов при изготовлении Электролита (особенно такие примеси, как хлор, аммиак, металлы и органические вещества). Небольшое содержание этих веществ усиливает саморазряд. При нормальной и повышенной температуре для стабильной работы положительных пластин требуется в электролит добавлять небольшое количество едкого лития. Причиной коротких замыканий внутри аккумулятора, как правило, бывают систематические перезаряды, а замыкания снаружи возникают из-за перетирания резиновых чехлов.
В процессе эксплуатации тепловоза локомотивные бригады проверяют состояние аккумуляторных батарей, очищают их от пыли и грязи и в случае обнаружения каких-либо неисправностей производят 1 запись в журнал технического состояния локомотива. На основании такой записи при постановке тепловоза на ремонт в депо слесари устраняют отмеченные неисправности. В пунктах технического обслуживания локомотивов при выполнении ТО-2 проверяют уровень электролита в каждой банке, при его понижении доводят до нормы доливкой дистиллированной водой и проверяют (при необходимости) напряжение отдельных элементов. Общее напряжение батареи измеряют без нагрузки по вольтметру, для щелочных аккумуляторов оно должно быть в пределах 50-60 В и для кислотных 60-70 В.
Уровень электролита в банке для щелочных батарей должен быть на 40-50 мм выше верхних кромок сепараторов, а для кислотных — выше предохранительной сетки не менее чем на 15 мм. Замер производят мерной трубкой с контрольными рисками 15, 40, 50 мм. Опускают конец трубки в аккумулятор и, зажав пальцем верхнее отверстие, вынимают ее и отмеряют уровень электролита по отношению к контрольным рискам. Долив воды летом в южных районах страны производят на каждом ТО-2, в зимнее время — примерно один раз в делю. Этот срок для каждого депо различен.
При доливке воды используют приспособление (рис. 70), позволяющее значительно упростить и существенно сократить время этого процесса и гарантировать требуемый уровень. К контактным пластинам наконечника 1 подводится напряжение 6 В. Вода подается в аккумулятор при нажатой рукоятке 8. При достижении электролитом требуемого уровня контактные пластины через воду замыкают цепь лампочки, установленной в сигнализаторе 6, заправляющий отпускает рукоятку и подача воды прекращается.
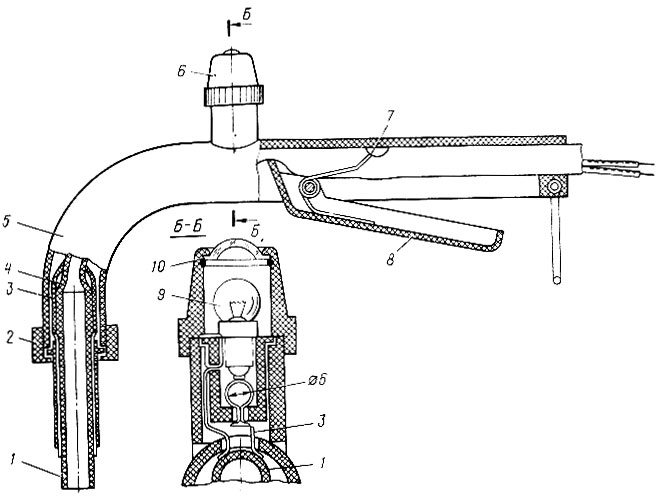
Рис. 70. Приспособление для доливки аккумуляторов водой: 1 — наконечник; 2 — гайка; 3 — провод; 4 — трубка резиновая; 5 — корпус; 6 — сигнализатор; 7 — пружина; 8 — рукоятка; 9 — лампочка; 10 — стекло красное
На техническом обслуживании ТО-3 при работающем дизеле проверяют зарядный ток по амперметру. Зарядный ток для щелочных батарей 20-30 А летом и 40-50 А зимой, для кислотных — 20-30 А. При отклонении от этих значений зарядного тока проверяют зарядное сопротивление, либо ее заряжают от стационарного источника в течение времени, которое максимально может быть отведено на эту операцию по условиям общего объема работ на тепловозе (щелочные батареи — током 150 А, а кислотные — током 45 А), либо батарею заменяют. При остановленном дизеле выполняют работы, предусмотренные циклом ТО-2, и дополнительно проверяют плотность электролита, напряжение каждого элемента, крепление аккумуляторных ящиков в отсеках и перемычек между элементами, очищают от налета окисла контактные зажимы и вентиляционные отверстия в пробках.
Плотность электролита в батарее измеряют сифонным ареометром (рис. 71,а), представляющим собой стеклянный цилиндр с резиновой грушей и трубкой для подсоса. В аккумуляторном отделении депо при разведении электролита используют обычный ареометр (рис. 71, б). Плотность электролита в заряженных кислотных аккумуляторах должна быть 1,23-1,24 г /см 3 при температуре электролита 30 °С. Для щелочных батарей применяют раствор едкого калия в воде с плотностью 1,19-1,21 г /см 3 с добавлением едкого лития.
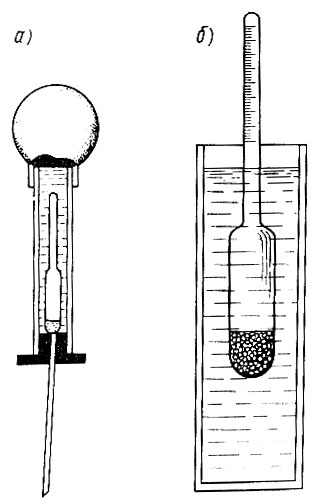
Рис. 71. Ареометр: а — сифонный; б — обыкновенный
Напряжение одного заряженного элемента щелочной аккумуляторной батареи должно быть около 1,25 В. Напряжение замеряют вольтметром постоянного тока со шкалами 0-3-15-150 В. Аккумуляторы, предварительно проверенные и заряженные, но с напряжением менее 1 В подлежат замене.
Для проверки сопротивления изоляции замеряют напряжение (U) на зажимах батареи вольтметром с известным внутренним сопротивлением (Rд), равным не менее 25 000 Ом. Далее измеряют напряжение (U1) между положительным полюсом и напряжением (U2) между отрицательным полюсом и землей (корпусом ящика). Подставляют полученные значения в выражение
Полученное значение должно быть не менее 25 000 Ом при выпуске тепловоза из ТР-3 и 22 000 Ом — из ТР-2. При меньшем значении сопротивления изоляции находят причины утечки тока (пролитый электролит на стенках ящика, касание кабельных выводов корпуса, прорыв резинового чехла и т. д.).
При текущем ремонте ТР-1 производят анализ электролита, отбирая пробы из аккумуляторов, которые имеют признаки неисправности (увеличенную температуру, повышенное напряжение и др.). Если электролит не соответствует техническим требованиям, его заменяют. На каждом ТР-1 производят заряд. Кроме того, кислотную батарею подзаряжают, если она в заряженном виде оставалась без действия более 5 сут. Щелочные батареи тоже подвергают восстановительному заряду, если после полного заряда они хранились более 2 сут, систематически полностью не заряжались, были отклонения в напряжении или плотности у отдельных аккумуляторов. Если время, требуемое для восстановительного заряда, больше времени нахождения тепловоза в ремонте, батарею снимают и заменяют исправной. При заряде на тепловозе устанавливают приспособление с вентилятором для отсоса газов из аккумуляторных отсеков или с подачей сжатого воздуха. При отсутствии этих приспособлений подзаряд выполняют с прекращением всяких работ внутри кузова. По окончании подзаряда кузов тщательно проветривают.
При замене электролита и во всех случаях через один ТР-1 (если батарея исправна) проводят лечебно-тренировочный заряд.
Текущие ремонты ТР-2 и ТР-3 предусматривают снятие аккумуляторных батарей с тепловоза и передачу в аккумуляторное отделение депо, где производят ревизию состояния и при необходимости выполняют вскрытие аккумуляторов, устранение неисправностей, промывку, сборку новых блоков пластин и сборку аккумуляторов.
Источник
Электрооборудование ремонт аккумуляторных батарей
Узлы и детали электрооборудования ремонтируют в специализированных цехах ремонтных предприятий, имеющих необходимое технологическое оборудование. Перед разборкой опробованием вхолостую выявляют ненормальные шумы, вибрацию, нагрев, искрение и другие дефекты агрегатов электрооборудования.
Разборку электрических машин начинают со снятия шкива или полумуфты, с помощью винтовых съемников. После этого снимают фланцы, крепящие подшипники, и скобки, крепящие провода внутри машины, затем подшипниковые щиты и ротор (якорь). После разборки все детали, не имеющие обмоток, промывают бензином, а при сильных загрязнениях —5%-ным щелочным раствором, нагретым до 50—60 °С, с последующей промывкой в горячей воде.
Детали электрооборудования с обмотками тщательно обдувают сжатым воздухом и протирают чистыми салфетками, смоченными в бензине.
Рекламные предложения на основе ваших интересов:
Неисправности электрооборудования могут возникать в результате электрических или механических повреждений. К электрическим повреждениям относятся: обрыв проводов; нарушение контактов изоляции и связанные с этим короткие замыкания; трещины в изоляторах; ослабление бандажа; износ и искрение щеток, обгорание контактов и др.
К механическим повреждениям относятся: износ подшипников; износ посадочных мест на валах, в корпусах, в крышках; износ и изгиб вала ротора; разработка шпоночных пазов; износ и срыв резьбы.
Ремонт деталей магнето, генераторов и стартеров. Характерными дефектами деталей магнето, генераторов и стартеров являются: износ посадочных поверхностей под подшипники; задиры и забоины на поверхностях сердечника якоря; износ коллектора; задиры и вмятины на поверхностях полюсных башмаков; износ контактов прерывателя, размагничивание ротора.
Ремонт катушек возбуждения, якорей и трансформаторов, связанный с переметкой обмотки, производится на специализированных ремонтных предприятиях. Технология их ремонта в данной главе не рассматривается.
Места посадки подшипников валов восстанавливают хромированием, осталиванием, вибродуговой наплавкой, напрессовкой стальных втулок, электромеханическим наращиванием. Этими способами в процессе дальнейшей механической обработки восстанавливаются номинальные размеры посадочных мест. Посадочные места под подшипники скольжения (втулки) можно отремонтировать механической обработкой под ремонтный размер.
Гнезда подшипников в крышках и корпусах восстанавливают: запрессовкой стальных втулок и растачиванием их под номинальный размер; постановкой наружных колец подшипников в изношенное отверстие на клее, составленном на основе эпоксидной смолы ЭД-6; накаткой в крышках и корпусах, изготовленных из алюминиевых сплавов.
Задиры и забоины на поверхностях сердечника якоря устраняют путем протачивания его на токарном станке по всей длине до устранения дефекта, но не более чем на 1 мм на диаметр. Перед протачиванием сердечника вал якоря проверяют на биение и при изгибе его выправляют.
Изношенную рабочую поверхность коллектора протачивают на токарном станке до полного удаления следов износа, но не более чем на 4 мм на диаметр. Углубляют фрезой или специальной ножовкой на 0,5—0,8 мм изоляцию между ламелями. После проточки и. фрезерования коллектор шлифуют на токарном станке тонкой стеклянной бумагой.
Задиры и вмятины на поверхностях полюсных башмаков устраняют следующим образом. Между полюсными башмаками и корпусом устанавливают прокладки из мягкой стали соответствующей толщины и прикрепляют полюсные башмаки к корпусу винтами. Затем корпус устанавливают на токарном станке в трехкулач-ковый патрон с мягкими кулачками и растачивают полюсные башмаки под номинальный размер.
Изношенные контакты прерывателя заменяют новыми при помощи пайки. Пайку вольфрамовых контактов на контактодержатель прерывателей выполняют с помощью твердой медной ленты толщиной 0,1 мм или твердых латунных и серебряных припоев. Флюсом для этих припоев служит бура. Расправление чаще осуществляют на контактно-сварочном аппарате, пропуская через припой электрический ток напряжением 6—12 В.
Источником тока может служить аккумуляторная батарея или трансформатор.
Степень намагниченности ротора магнето определяют при помощи магнитометра. При значениях магнитного потока менее допустимого значения ротор необходимо намагнитить на специальных аппаратах. Источниками тока для намагничивания роторов на намагничивающем аппарате служат стартерные аккумуляторы напряжением 6 и 12 В. электросварочные установки постоянного тока и сеть постоянного тока напряжением 110—220 В.
При использовании аккумулятора напряжением 6В обмотки намагничивающего аппарата соединяют параллельно. Если применяют источник напряжения 12 В и больше, обмотки аппарата соединяют последовательно.
Ротор намагничивают за два-три пропуска тока в течение 1— 2 с каждый. Для подмагничивания можно использовать сеть переменного тока, подключив в цепь намагничивающего аппарата плавкую вставку из медной проволоки диаметром около 0,2 мм и параллельно ей конденсатор емкостью до 2 мкФ. В этом случае плавкая вставка после включения тока перегорает до момента изменения его направления.
Перед сборкой магнето, генератора, стартера следует проверить степень намагничивания ротора, состояние обмотки якоря, катушек возбуждения и трансформатора на короткие замыкания. Проверка производится при помощи прибора модели 533.
Собранные после ремонта магнето, генераторы, стартеры испытывают на стенде под нагрузкой, проверяя их работу при различных режимах.
Ремонт аккумуляторных батарей проводится при обнаружении внешних неисправностей (выломы, трещины и потение стенок баков; выломы, трещины и срыв резьбы крышек аккумуляторов; значительное повреждение и отслаивание заливочной мастики), а также при наличии признаков, свидетельствующих о неисправности пластин, перегородок баков и сепараторов аккумуляторов.
Неисправные аккумуляторные батареи должны быть сданы в ремонт не позднее чем через месяц после снятия с эксплуатации во избежание полного выхода из строя пластин.
Технологический процесс ремонта аккумуляторов с восстановлением старых пластин включает в себя следующие основные операции: проверка состояния аккумулятора; разборка; восстановление деталей; сборка аккумуляторной батареи; приготовление электролита и зарядка батарей.
Проверка состояния аккумулятора. Аккумуляторную батарею тщательно очищают от пыли и грязи, протирают чистой тряпкой, смоченной в 10%-ном растворе нашатырного спирта.
Проверку батареи начинают с наружного осмотра, который позволяет обнаружить неисправности. Затем проверяют уровень электролита, плотность тока и напряжение. Напряжение аккумуляторов ниже 1,3 В указывает на его неисправность и необходимость разборки. При напряжении аккумуляторов выше 1,3 В батарею считают исправной, требующей зарядки.
После зарядки вновь проверяют плотность электролита и напряжение под нагрузкой, если напряжение хотя бы одного элемента будет ниже 1,6 В, то батарею считают неисправной, требующей разборки и ремонта. Течь бака, короткое замыкание в аккумуляторах или обрывы указывают на необходимость разборки и ремонта батареи.
Разборка аккумулятора. Перед разборкой батарею разряжают на реостате током, равным 1/10 емкости, до напряжения 1,7 В (при измерении без нагрузки). Затем сливают электролит и промывают батарею водой. Разборку батареи начинают со снятия выводных клемм и межэлементных перемычек (рис. 87). Накернивают центр перемычки и высверливают штырь специальной фрезой или обычным сверлом диаметром 8—10 мм. После этого удаляют мастику, размягчая ее нагретым электропаяльником с долотообразным наконечником, нагревательным колпаком с электронагревательными спиралями или лампами накаливания. Снимают съемником крышки элементов (рис. 88), извлекают из бака блоки пластин; разделяют их на полублоки положительных и отрицательных пластин и удаляют сепараторы. После стекания электролита с пластин и немедленной их промывки в проточкой воде блоки отрицательных пластин укладывают в сосуд, заполненный дистиллированной водой, где они хранятся до сборки. Все детали батареи после ее разборки (кроме деталей, имеющих явные выбраковочные признаки) промывают в ванне с проточной водой в течение 10—15 мин и просушивают.
Восстановление деталей аккумуляторов. Баки аккумуляторных батарей могут иметь следующие основные неисправности: выломы, трещины, пористость наружных стенок и перегородок. Баки, имеющие пористость стенок, заменяют.
Трещины можно устранить, заливая их различными материалами. Концы трещин предварительно засверливают сверлом диаметром 3—4 мм, а с ее кромок снимают фаску под углом 90—120° на глубину, равную 2/з толщины стенки. Поверхность бака на расстоянии 15—20 мм от трещины и фаски зачищают наждачной шкуркой и обезжиривают ацетоном или бензином. Для заполнения трещин можно применять расплавленный хлорвинил, полистирол, растворенный в дихлорэтане, этилацетате или растворителе КР-30, клеевые составы на основе эпоксидных смол и другие материалы.
Деревянные сепараторы при ремонте батареи заменяют. Сепараторы из пористой пластмассы, не имеющие трещин и выломов, могут быть оставлены для повторного использования.
Рис. 87. Снятие межэлементных перемычек
Пластины могут иметь следующие основные неисправности: сульфатацию, коробление, разрушение и разрыхление активной массы и др.
Рис. 88. Извлечение элемента аккумулятора из блока съемником
Если сульфатация не очень глубокая, ее можно удалить проведением продолжительного заряда слабым током (до 0,03— 0,05 емкости) при пониженной плотности электролита. Другой способ состоит в том, что батарею разряжают до напряжения 1,7 В, сливают электролит и заменяют его дистиллированной водой или слабым электролитом (1,03— 1,05), после чего заряжают током, равным 0,03—0,05 емкости, пока плотность электролита не повысится до 1,1 и напряжение не поднимется до 2,3—2,4 В. Затем сливают электролит и вновь
повторяют все операции. Таких циклов делают три-четыре, пока не перестанет повышаться плотность электролита.
Пластины, покрытые сульфатом более чем на 50%, выбраковывают.
При величине коробления до 3 мм пластины правят прессом во влажном состоянии усилием 3 тс. Во время правки между пластинами и снаружи их ставят деревянные или фанерные прокладки. Пластины, имеющие величину коробления более 3 мм, бракуют. Отрицательные пластины выбраковывают при поломке решетки или ее кромок, сквозных трещинах на 20 ячейках в разных местах или на 10 ячейках, расположенных рядом, при опесочивании активной массы. Отрицательные пластины с разбухшей активной массой опрессовывают усилием 3—5 тс, устанавливая с обеих сторон пластины брезентовые и металлические прокладки.
Положительные пластины выбраковывают при поломке решетки или ее кромок, растрескивании активной массы и выпадании ее более чем из семи ячеек.
Положительные пластины с выпавшей активной массой восстанавливают в специализированных предприятиях по централизованному ремонту аккумуляторных батарей.
Облом ушек и отрыв пластин от бареток. Неисправность устраняют наплавкой ушка с приваркой его к пластине в специальном шаблоне, после чего ушко доводят до нужных размеров опиливанием или фрезерованием. Крышки аккумуляторов, имеющие трещины, выломы и сорванную резьбу, заменяют.
Сборка аккумуляторной батареи. При сборке аккумуляторной батареи следует подбирать пластины одинакового качества (т. е. бывшие в употреблении, восстановленные или новые). Подобранные пластины собирают в полублоки положительных и отрицательных пластин. Количество пластин должно соответствовать марке батареи.
Соединение пластин в полублоки и соединение их с баретками проводятся в специальном шаблоне-кондукторе (рис. 89). Полублоки положительных и отрицательных пластин собирают в блоки и между пластинами прокладывают сепараторы. Собранные блоки устанавливают в бак так, чтобы у соседних аккумуляторов рядом располагались выводные штыри разной полярности. После этого ставятся предохранительные щитки и крышки аккумуляторов. Б
канавки между крышками, крышками и стенками бака помещают уплотнительные прокладки из кислотостойкой резины или асбестового шнура и заливают канавки разогретой мастикой. Затем накладывают межэлементные перемычки, проложив вокруг втулок асбестовый шнур, и сваривают перемычки с втулками крышек и штырями свинцом.
Рис. 89. Кондуктор для сборки
Рис. 90. Наплавка выводных клемм
Приготовление электролита и зарядка батарей. Электролит приготавливают из аккумуляторной серной кислоты плотностью 1,83 и дистиллированной воды в керамической, эбонитовой или освинцованной посуде. В сосуд сначала заливают воду, а затем постепенно кислоту с непрерывным перемешиванием.
При включении батареи на зарядку ее полюсы надо соединять с одноименными полюсами источника тока. Источником тока для зарядки аккумулятора обычно служат специальные зарядные устройства: зарядные агрегаты, электродвигатель с генератором постоянного тока, выпрямители ВСА-5, ВСА-10 и др.
Конец зарядки определяют по кипению электролита и повышению напряжения до 2,6—2,7 В на элемент, если в течение 2 ч плотность электролита и напряжение не изменяются. В ходе зарядки температура электролита не должна превышать 45 °С, при большей температуре зарядку прерывают для охлаждения электролита.
По окончании зарядки дается выдержка примерно 30 мин. После этого проверяют ареометром плотность электролита.
Качество ремонта аккумуляторной батареи определяют внешним осмотром, испытанием на герметичность каждого аккумулятора воздухом под давлением 0,2 МПа (2 кгс/см2) и проверкой с помощью нагрузочной вилки или определением емкости батареи во время контрольно-тренировочного цикла, которая должна быть не ниже 80% номинальной. У полностью заряженной и исправной батареи напряжение аккумуляторов под нагрузкой должно быть не менее 1,9 В. Рассмотренный технологический процесс ремонта позволяет восстановить до 70% вышедших из строя аккумуляторных батарей с максимально возможным использованием материалов старых батарей. Себестоимость ремонта не превышает 25— 30% стоимости новых аккумуляторов. Срок службы 18—24 мес.
Источник