Как использовать клей «ЭДП» при ремонте металлической лодки
В мелком судостроении стало обычным для любителей склеивание древесины и древесно-слоистых пластиков, поскольку прочность этих материалов сравнительно невелика. А между тем в промышленности уже давно ведутся работы по применению клеевых соединений при изготовлении корпусов лодок из алюминиевых сплавов или стали. Но этот опыт малоизвестен среди любителей. В ряде конструкций клей используется вместе с контактной шовной или точечной сваркой. Например, клей вводится между поверхностями обшивки и полками угольников набора на алюминиевом корпусе. Клей заполняет зазоры между этими поверхностями и, благодаря высокой адгезии к металлу, сохраняется там в течение всего срока службы судна. Он повышает статическую и вибрационную прочность шва, защищает шов от щелевой коррозии, обеспечивает герметичность.
Отечественный и зарубежный опыт судостроения показывает, что применение склеивания в конструкциях металлических лодок обеспечивает существенные преимущества по сравнению с другими видами соединений — клепкой или сваркой: снижает вес, повышает предел усталости; упрощает изготовление конструкций и уход за ними во время эксплуатации (особенно по сравнению с клепаными), уменьшает трудоемкость изготовления; исключает возможность возникновения местных гальванических пар. Применение клея позволяет также использовать новые, более рациональные типы конструкций, например многослойные (с заполнителями); улучшает внешний вид изделия.
Наряду с этим процессу склеивания металлов свойственны определенные недостатки: выполнение склеивания сложно при окончательной сборке конструкции; контроль качества клееных конструкций еще недостаточно освоен; в некоторых случаях ремонт клееных конструкций труднее ремонта сварных и клепаных.
Клеи, используемые в промышленности для соединения деталей металлических конструкций, весьма разнообразны. В зависимости от температуры, при которой происходит отверждение, их разделяют на клеи холодного и горячего отверждения.
В любительском судостроении возможно применение клеев только холодного отверждения, хотя прочность клеевого шва с клеем горячего отверждения и несколько выше. Применение клеев горячего отверждения требует длительной (иногда многочасовой) выдержки всей склеенной конструкции при высокой температуре (100-150°), что практически в любительских условиях невыполнимо.
Хорошо себя зарекомендовали для склеивания корпусных конструкций клеи на основе эпоксидных смол с отвердителями холодного отверждения. Они обеспечивают высокую прочность соединения, влаго- и водостойкость, стойкость к бензину, маслу, разбавленным кислотам и щелочам. Всеми этими качествами обладает и продающийся сейчас в хозяйственных магазинах «Универсальный эпоксидный клей ЭДП». В набор фирменной упаковки этого клея входит эпоксидный компаунд ЭДП (эпоксидная смола ЭД-6 с пластификатором) и отвердитель — полиэтиленполиамин. Готовить клей необходимо по инструкции, имеющейся в коробке, и количество компонентов отмерять по делениям, нанесенным на этикетках флаконов. Если инструкция утеряна, напоминаем, что при составлении клея необходимо на 10 частей компаунда отмерить 1 часть отвердителя.
Технология выполнения клеевых соединений металлических деталей аналогична технологии склейки деревянных конструкций. Однако металлические детали нуждаются в более тщательной подгонке и подготовке склеиваемых поверхностей. Склеиваемые поверхности зачищаются наждачной бумагой, наждачным полотном, карщеткой или напильником. Затем опилки и пыль сметаются и зачищенные поверхности обезжириваются — протираются тампоном, смоченным ацетоном, бензином или спиртом, и высушиваются.
Клей наносится тонким слоем кистями, шпателями или валиками (из пенопласта). После небольшой — 5-10 мин — («открытой») выдержки детали складываются и плотно сжимаются струбцинами, цвинками или придавливаются грузами. Клей, выдавленный при запрессовке, удаляют. Для лучшего прилегания деталей и получения клеевого шва толщиной 0,3-0,4 мм надо обеспечить давление запрессовки величиной 0,5-1,0 кг/см², достаточно равномерно распределенное по всей склеиваемой поверхности. Под давлением детали выдерживаются до полного затвердения клея, которое при комнатной температуре (18-25°) наступает через 24 часа; при более высокой температуре время отверждения несколько сокращается. Нужно помнить, что «живучесть» эпоксидного клея, т. е. время сохранения наилучших клеющих качеств, недолгая — от 30 мин до 2 часов. Приготовляя порцию клея, нужно учитывать это, и количество его определять исходя из ориентировочной нормы расхода — 0,04 г/см² при одностороннем и 0,06 г/см² при двустороннем нанесении.
В тех случаях, когда необходимо заполнить зазоры между деталями, в клей вводят наполнитель — алюминиевую пудру, металлические опилки, асбест, тальк, зубной порошок, охру или сурик (в сухом виде). При добавлении наполнителя нужно следить за тем, чтобы клей сохранял текучесть и легко наносился на поверхности склеиваемых деталей.
При работе с клеем необходимо строго соблюдать меры предосторожности: избегать попадания компонентов или самого клея на руки; перемешивать клей только деревянной, стеклянной или металлической палочкой. Если все же клей попал на руки, его следует удалить тампоном из ваты, смоченным ацетоном или бензином, а затем вымыть руки теплой водой с мылом.
В металлических судовых конструкциях могут использоваться соединения внакрой (рис. 1, а), на односторонней (рис. 1, б) или двусторонней накладке (рис. 1, в). Для уменьшения местных напряжений желательно на соединяемых листах или накладках делать скосы кромок (рис. 1, г, д).
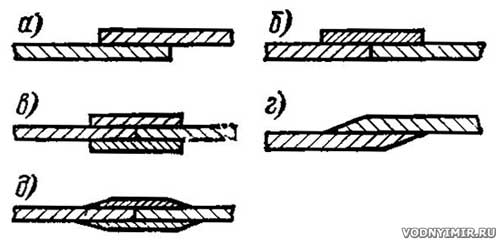 Рис. 1. Виды соединений металлической обшивки. |
Присоединение стенки связи набора к обшивке или одного листа к другому (под углом) требует использования отогнутых фланцев (рис. 2, а и б), наличия симметричного пояска (рис. 2, в) или равнобоких угольников (рис. 2, г). Все соединения нужно располагать так, чтобы воспринимаемые усилия действовали или в плоскости клеевой пленки — на сдвиг — или перпендикулярно ей — на отрыв. Наиболее просто и удобно, особенно в походе, применение клеев при ремонте металлических лодок — заделке пробоин и течей, устранении коррозионных повреждений и т. п.
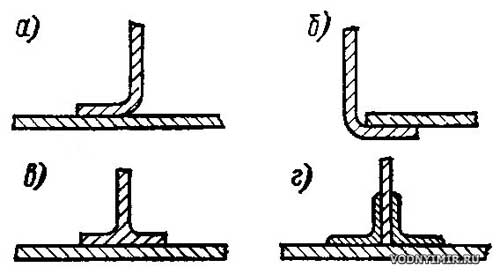 Рис. 2. Виды соединений набора с обшивкой. |
При небольших механических или коррозионных повреждениях обшивки, настила палубы — вмятинах и незначительных трещинах, раковинах поврежденное место выправляется, зачищается и обезжиривается. На трещины и вмятины наносится слой клея с наполнителем. После отверждения поверхность выравнивается и окрашивается. Для большей герметичности, особенно при сквозных трещинах, полезно отремонтированное место дополнительно заклеить заплаткой из тонкой прочной ткани.
В случае пробоины или большой трещины лист выправляется, и на всем участке распространения трещины делается вырез; его форма произвольна, но все углы должны быть тупыми или скругленными, чтобы в обшивке не возникали новые трещины. Из листа, по толщине равного обшивке, делается заплатка-вставка. Для этого кусок листа накладывают на обшивку и точно очерчивают контур выреза, затем вставка выпиливается и подгоняется по вырезу с зазором не более 0,5 мм. Потом из того же листа вырезается внутренняя накладка. Она должна перекрывать вырез в обшивке со всех сторон не менее чем на 15-кратную толщину обшивки. Для стягивания вставки и накладки с обшивкой после нанесения клея в них сверлятся отверстия для винтов и заклепок. Если заделывается пробоина в днище, желательно применять винты или заклепки с потайными головками.
При повреждении продольного или поперечного набора (большая деформация, разрыв по заклепочным отверстиям) поврежденный участок вырезается и из подходящего профиля отрезается вставка и накладка (с перекрытием поврежденного участка). В них сверлятся отверстия и выполняется контрольная сборка. Затем соединение разбирается, детали очищаются от заусенцев и обезжириваются; после этого склеиваются с запрессовкой винтами или заклепками.
Поделитесь этой страницей в соц. сетях или добавьте в закладки:
Источник
Какую эпоксидную смолу следует использовать для ремонта лодок
Все справочники и руководства по ремонту корпусов лодок в один голос советуют как формировать новый корпус, так и ремонтировать лодку-новодел лучше всего полиэфирной смолой. Осуществлять ремонт лодки уже послужившей, а значит имеющей множественные мелкие дефекты в виде царапин, потертостей, микропробоин, лучше материалами с пропиткой эпоксидными смолами.

И это оправдано, ведь эпоксидка имеет лучшую адгезию по сравнению с полиэфиркой, то есть она лучше прилипает к обрабатываемым поверхностям, а значит, надежнее заполнит все трещинки, царапины и шероховатости, вытеснив из них воздух и надежно сцепившись с ремонтируемым корпусом после застывания компонентов покрытия.
Технологии
Рассмотрим несколько технологий ремонта лодок с использованием эпоксидной смолы и других материалов.
С помощью стекловолокна
Ремонт корпуса лодки не делается только одной смолой. Нужен наполнитель, в качестве которого обычно применяют
- Стекловолокно, накладываемое одним слоем, если повреждение небольшое, или несколькими слоями, если наряду с ремонтом требуется усилить корпус лодки.
- Стекломаты – в случае общего усиления корпуса плавательного средства (лодки, яхты, катера).

Разница этих материалов в их строении, стекловолокно четко структурировано и имеет продольные и поперечные нити по аналогии с обычной тканью, а стекломат представляет собой хаотичное переплетение коротких волокон, примерно как в войлоке, только значительно реже, с большими промежутками между волокнами и с обилием воздушных прослоек между ними. Благодаря такой структуре стекломат можно смотать в рулон, а также выдавить из него воздух сделать гораздо тоньше, что и происходит в момент напитывания стекломата эпоксидными материалами.
Но прочность материала из стекломата, пропитанного смолой, в разы ниже, чем у материалах из стекловолокна. Поэтому независимо от того, для производства нового корпуса применяют этот материал, или просто для ремонта, нужно меть в виду его меньшую, чем у стекловолокна, прочность на разрыв, что может оказаться критичным при ударных нагрузках во время эксплуатации.

На практике же чаще используют стекломаты ввиду их гораздо меньшей стоимости, а увеличение прочностных характеристик достигается большим процентом эпоксидной смолы в пропитке и применением особых температурных режимов полимеризации, а также подбором эпоксидных компаундов, созданных специально для таких случаев.
С помощью гелькоута, совмещенного со стекловолокном
Гелькоут – это такой особый состав на основе полиэфирной или эпоксидной смолы, который сочетает в себе роль лакокрасочного и защитного покрытия. Все гелькоуты имеют яркую окраску, благодаря чему они, кроме защитных функций, несут в себе еще декоративную. Но в отличие от обычной краски являются неотъемлемой частью конструкции, которую нельзя ни счистить, ни смыть чем-либо.

Обычно этот материал используют для покрытия внутренних поверхностей емкостей с использованием матриц. Например, таких поверхностей, как танки для питьевой воды на крупнотоннажных судах. Но можно покрывать и корпуса небольших судов, катеров, лодок, то есть всего того, где в покрытии нуждается внешняя поверхность. Тогда, чтобы не изобретать сложной формы матрицы, применяют гелькоут в виде аэрозоля или спрея в баллончиках, а такое использование доступно и новичкам.
Виды смол для судоремонта
Если эксплуатация катера, лодки, небольшой яхты не предполагает длительного похода в экстремальных условиях то для формовки корпуса или накладывания заплаток вполне сгодится классическая ЭД-20, самая массовая и дешевая смола. Такими экстремальными условиям могут быть:
- сильные шторма;
- плавание в агрессивной среде вроде ледяной крошки в северных океанических районах;
- тропики с их большим температурными перепадами.

Но чаще всего для ремонта лодок используют специализированную смолу Sea-line, которая характерна повышенной по сравнению с обычными эпоксидными материалами адгезией. Что позволяет применять ее по металлу, дереву, композитам, полиэфирным и эпоксидным ламинатам, полимеризированным гелькоутам.
Типовая инструкция по использованию Sea-line в ремонте маломерных судов может выглядеть так:
- Зачистить, обезжирить и прошлифовать место ремонта.
- Приготовить строительный фен или иное нагревательное устройство.
- Приготовить смолу для смешивания.
- Вырезать из стеклоткани или стекломата кусок для перекрытия фрагмента корпуса с пробоиной ли иным повреждением так, чтобы кусок накладки выходил за пределы ремонтного поля на 2-3 см.
- Замешиваем смолу с отвердителем в пропорции 100:35 или 100:40, где 100 – эпоксидный компаунд.
- Наносим смолу на поверхность лодки в районе пробоины или повреждения слоем в 1,5-2 мм, и пока она не стекла по покатым бортам, расстилаем на покрытой смолой участке кусок стекломата или стеклоткани. Прокатываем покрытое место тефлоновым валиком.
- Через 45-50 мнут, после первичной полимеризации, операцию повторяют. Повтор операции делается столько раз, сколько слоев стеклоткани или стекломата нанесено.
- После застывания последнего слоя образующееся на месте нанесения заплатки углубление шпаклюется эпоксидной шпаклевкой.
- Поверхность зачищается шкуркой вручную или с помощью электромеханического инструмента.

Дополнительные действия
Дополнительные действия могут предшествовать ремонту или выполняться во время проведения ремонтных работ. В первую очередь речь идет о выравнивании корпуса маломерного судна. Если пробоина или иное повреждение случилось в металлическом корпусе, область вокруг него характерна, как правило, наличием большой вмятины, которую нужно будет выправить способами, аналогичными тем, какие применяются для ремонта кузовов автомобилей.
Если же пробоина или повреждение случилась в корпусе из композитного материала (стеклопластика), то в первую очередь нужно обрезать неизбежные в таких случаях лохмотья стеклоткани или стекломата, торчащие вокруг пробоины. Ведь во время сильного механического воздействия полимеризованная эпоксидка в составе материала корпуса выкрашивается в виде мелких, часто пылевых, фрагментов, а освобожденная от связывающего вещества стеклоткань рвется.

Пробоины в деревянных корпусах закрывают только стеклотканью, не стекломатом. Для этого оценивают целостность дерева вокруг пробоины, рассверливают дерево вокруг, притом диаметр сверла подбирают с таким расчетом, чтобы в полученное от него отверстие вставлялась пилка от электролобзика. Это позволит выпилить аккуратный кусок поврежденной обшивки, чтобы потом перекрыть его изнутри фанерой толщиной 4-5 мм, прикрутив ее к корпусу на небольшие саморезы, а снаружи залить отверстие пробоины эпоксидкой. На конечном этапе слой заливки проклеивают еще стеклотканью.
Проще всего, конечно, ремонтировать корпус лодки, если она была сделана из фанеры. Но методика выпила куска с пробоиной годится и для лодок-дощанок, у которых шпангоуты обшивались тонкими досками, с гнутием их по форме каркаса.

Смола любой степени густоты часто имеет тенденцию постепенно, в процессе застывания, скатываться со сложных и часто покатых форм бортов днища лодок. Чтобы это предотвратить, применяют повышенную концентрацию отвердителя в смоле не 35 к 100, а 40 к 100. Дополнительно, для ускорения схватывания и недопущения стекания смолы с покатых и не горизонтальных поверхностей, используют строительные фены или иные теплоизлучающие нагревательные приборы. Применение которых тем более оправдано, что чем тоньше слой эпоксидного материала, тем медленнее он полимеризуется – закон «критической массы и объема» для эпоксидных смол. Согласно которому чем больше объем разведенной с отвердителем смолы стремится в двухмерной плоскости, тем ниже температура саморазогрева смолы, п значит – она дольше застывает. Так вот чтобы ускорить время полимеризации, применяют внешний нагрев.
Конечно, он эффективен только на небольших участках, подвергаемых ремонту с помощью эпоксидки. На больших площадях равномерно нагреть поверхность строительным феном или подобным ему устройством не получится, для этого придется использовать полностью прогреваемое помещение.
Источник