Не дорого начало, а похвален конец, ремонтируем лодку из пластика
Стеклопластик, материал, из которого они изготавливаются, подвержен сколам, трещинам, вмятинам. Наиболее сильным повреждением является пробоина.
Часто трещины и сколы получаются при лихой швартовке к берегу, когда корпус судна встречается с камнями или другими препятствиями.
Все полученные повреждения пластиковой лодки вполне реально заделать своими руками. Особых приспособлений для ремонта не требуется, важно лишь подобрать правильный расходный материал.
Шпаклевка
Обычно серьезные трещины в корпусе возникают после значительного столкновения лодки. Простые, мелкие трещинки, это, скорее всего, повреждение декоративного слоя.
Повреждение декоративного слоя, мелкие царапины и трещины будет достаточно зашпаклевать. 
Более качественно это получится сделать специальными шпаклевками, в состав которых входит стекловолокно. Отличительной чертой таких шпаклевок является повышенная эластичность, позволяющая наносить их аккуратно. Приведу несколько примеров таких шпаклевок:
Любой вид шпаклевки наносится на хорошо подготовленную поверхность, которую необходимо тщательно зашкурить и обезжирить.
Наносят шпаклевку тонким слоем, столько раз, сколько понадобится для достижения желаемого результата. Каждый слой должен подсохнуть, его зашкуривают, и только затем наносится следующий слой.
После шпаклевку покрывают грунтовкой и красят. 
Также можно воспользоваться однокомпонентной нитрошпаклевкой типа НЦ -008. Она предназначена для дерева и металла, а также для выравнивания вмятин по эмали, для небольших трещин по наружному слою вполне подойдет.
Гелькоут
В настоящее время доступны многие материалы, которые были малоизвестны. Например, гелькоут – жидкая субстанция, которая наносится поверх стеклоткани со смолой, тончайшим слоем из пульверизатора. После высыхания такой слой гелькоута придаст глянцевый блеск и создаст дополнительную защиту пластику от механических воздействий и агрессивной водной среды.
Гелькоутом заделывают и небольшие трещины. Время его высыхания 20 минут, поэтому разводить его необходимо небольшими порциями. Как только гелькоут изменил вязкость и в нем появились сгустки, работать с ним уже нельзя.
Стеклоткань
Если вы будете делать ремонт пластиковой лодки своими руками, то столкнетесь с разнообразием стеклоткани на рынке. 
Стеклоткань выпускается различной толщины, для ремонта подойдут конструкционные ткани, например стеклосатин, стеклосетка. Ещё есть стекломаты. Стекломат – это нетканый материал из рубленого стекловолокна.
Стекломат целесообразно использовать для реставрации больших пробоин или усиления корпуса лодки.
Для латания пробоин или обновления корпуса надо будет взять стекломаты. Простая стеклоткань используется для более мелкого ремонта и для усиления.
Обязательное условие – чистота ткани, если попадает влага, пыль или грязь, то на лодке будут пузыри.
Для того чтобы стеклоткань не разлезлась раньше времени, она обработана парафином, от которого необходимо избавиться. Есть ткани и без парафина, лучше использовать их.
Чтобы убрать парафин стеклоткань нагревают феном.
Если надо очистить от парафина большое количество ткани, например, для укрепления всего корпуса, то её лучше вываривать. Выварить можно так: налить в ведро воды, добавить кальцинированной соды, положить стеклоткань и опустить кипятильник. Это можно сделать и на кухне. Прокипятить ткань 20-25 минут, дать остыть. Парафин всплывет наверх и затвердеет. Ткань вытащить и просушить.
Смола
Для стеклопластика используют как полиэфирную, так и эпоксидную смолу.
Для ремонта пластиковой лодки, берут эпоксидную, так как она лучше «прилипает» к старому корпусу, адгезия у нее выше. Время на застывание у нее 2-3 часа, что позволяет произвести все ремонтные работы. 
При изготовлении пластиковых лодок используют полиэфирную смолу, она очень быстро застывает практически за 15 минут становится похожей на стекло.
Для того чтобы смола была достаточно вязкой с ней надо работать при температуре не ниже 20 градусов.
Если смола густая, её можно немного подогреть.
Разводят эпоксидную смолу в соотношении 10:1, где 1 часть отвердителя.
Ремонт
При получении более серьезных повреждений: глубоких царапин, рваных трещин, пробоин пластиковые лодки ремонтируются с использованием стеклоткани, смолы, отвердителя и пластификатора (дибутилфталата). 
Лохматые края трещины не надо обрезать, выступающие волокна будут способствовать лучшему сцеплению смолы и корпуса.
Перед ремонтом корпус лодки надо просушить. Хотя и говорят, что пластик не впитывает воду, но это не так.
Так как основным условием для качественного ремонта при работе со смолой является полное отсутствие пыли и мусора, то ремонтные работы лучше проводить в помещении.
Для хорошего затвердения смолы важен температурный режим, оптимальная температура для такой работы 18-20 градусов. Если нет ветра и дождя, то можно ремонтировать на открытом воздухе. Все работы проводить в перчатках.
Чтобы не было подтеков, поверхность, на которую будете клеить стеклоткань, должна быть расположена горизонтально.
Процесс наклеивания стеклоткани будет следующий:
- Очистить корпус шкуркой до неповрежденного слоя стеклопластика, расчищенные края не надо ровнять, лохматые куски обеспечат более тщательное сцепление.
- Добавить в эпоксидную смолу отвердитель.
- Намазать полученной смесью поверхность, которую необходимо обклеить, мазать кистью, смолы не жалеть.
- Приложить сухую стеклоткань и разгладить её, чтобы не было пузырей и заломов.
- Убрать шпателем сверху ткани излишки смолы, очень важно не допускать подтеков.
- Через 3 часа намазать еще один слой, чтобы поверхность была идеально гладкой.
- После полного высыхания зашкурить.
Сверху замазать шпаклевкой для пластика с обязательным обезжириванием всех поверхностей для лучшего сцепления.
Если всё-таки в процессе работы со стеклотканью образовались пузыри воздуха, то их надо разрезать и вновь приклеивать.
Большие пробоины
Если трещина в корпусе глубокая, то пропитанную смолой стеклоткань необходимо заправить в неё как можно плотнее.
Если это пробоина, то клеить стеклоткань надо с внутренней стороны корпуса лодки, а с внешней установить матрицу.
Под матрицей подразумевается деталь, сделанная из пенопласта, которая будет повторять корпус лодки с внешней стороны. Так как понадобится сделать стеклопластиковый слой соизмеримый с корпусом лодки, надо брать толстую стеклоткань.
Процесс заделывания пробоины такой же, как и нанесение слоев ткани на мелкие трещины, только слоёв будет больше и каждый слой требует зашкуривания.
Последовательность ремонта можно посмотреть на видео:
Раньше необходимые компоненты не всегда были в магазине, в настоящее время можно купить весь набор для ремонта. Стоит такой набор около 4000 рублей, включает в себя эпоксидную смолу, отвердитель, стеклоткань, пластификатор.
Народная примета: Нельзя спускать отремонтированную лодку на следующий день,обязательно снова получите царапину или трещину, надо подождать 2 дня, тогда весь сезон пройдет без поломок.
Источник
Как использовать клей «ЭДП» при ремонте металлической лодки
В мелком судостроении стало обычным для любителей склеивание древесины и древесно-слоистых пластиков, поскольку прочность этих материалов сравнительно невелика. А между тем в промышленности уже давно ведутся работы по применению клеевых соединений при изготовлении корпусов лодок из алюминиевых сплавов или стали. Но этот опыт малоизвестен среди любителей. В ряде конструкций клей используется вместе с контактной шовной или точечной сваркой. Например, клей вводится между поверхностями обшивки и полками угольников набора на алюминиевом корпусе. Клей заполняет зазоры между этими поверхностями и, благодаря высокой адгезии к металлу, сохраняется там в течение всего срока службы судна. Он повышает статическую и вибрационную прочность шва, защищает шов от щелевой коррозии, обеспечивает герметичность.
Отечественный и зарубежный опыт судостроения показывает, что применение склеивания в конструкциях металлических лодок обеспечивает существенные преимущества по сравнению с другими видами соединений — клепкой или сваркой: снижает вес, повышает предел усталости; упрощает изготовление конструкций и уход за ними во время эксплуатации (особенно по сравнению с клепаными), уменьшает трудоемкость изготовления; исключает возможность возникновения местных гальванических пар. Применение клея позволяет также использовать новые, более рациональные типы конструкций, например многослойные (с заполнителями); улучшает внешний вид изделия.
Наряду с этим процессу склеивания металлов свойственны определенные недостатки: выполнение склеивания сложно при окончательной сборке конструкции; контроль качества клееных конструкций еще недостаточно освоен; в некоторых случаях ремонт клееных конструкций труднее ремонта сварных и клепаных.
Клеи, используемые в промышленности для соединения деталей металлических конструкций, весьма разнообразны. В зависимости от температуры, при которой происходит отверждение, их разделяют на клеи холодного и горячего отверждения.
В любительском судостроении возможно применение клеев только холодного отверждения, хотя прочность клеевого шва с клеем горячего отверждения и несколько выше. Применение клеев горячего отверждения требует длительной (иногда многочасовой) выдержки всей склеенной конструкции при высокой температуре (100-150°), что практически в любительских условиях невыполнимо.
Хорошо себя зарекомендовали для склеивания корпусных конструкций клеи на основе эпоксидных смол с отвердителями холодного отверждения. Они обеспечивают высокую прочность соединения, влаго- и водостойкость, стойкость к бензину, маслу, разбавленным кислотам и щелочам. Всеми этими качествами обладает и продающийся сейчас в хозяйственных магазинах «Универсальный эпоксидный клей ЭДП». В набор фирменной упаковки этого клея входит эпоксидный компаунд ЭДП (эпоксидная смола ЭД-6 с пластификатором) и отвердитель — полиэтиленполиамин. Готовить клей необходимо по инструкции, имеющейся в коробке, и количество компонентов отмерять по делениям, нанесенным на этикетках флаконов. Если инструкция утеряна, напоминаем, что при составлении клея необходимо на 10 частей компаунда отмерить 1 часть отвердителя.
Технология выполнения клеевых соединений металлических деталей аналогична технологии склейки деревянных конструкций. Однако металлические детали нуждаются в более тщательной подгонке и подготовке склеиваемых поверхностей. Склеиваемые поверхности зачищаются наждачной бумагой, наждачным полотном, карщеткой или напильником. Затем опилки и пыль сметаются и зачищенные поверхности обезжириваются — протираются тампоном, смоченным ацетоном, бензином или спиртом, и высушиваются.
Клей наносится тонким слоем кистями, шпателями или валиками (из пенопласта). После небольшой — 5-10 мин — («открытой») выдержки детали складываются и плотно сжимаются струбцинами, цвинками или придавливаются грузами. Клей, выдавленный при запрессовке, удаляют. Для лучшего прилегания деталей и получения клеевого шва толщиной 0,3-0,4 мм надо обеспечить давление запрессовки величиной 0,5-1,0 кг/см², достаточно равномерно распределенное по всей склеиваемой поверхности. Под давлением детали выдерживаются до полного затвердения клея, которое при комнатной температуре (18-25°) наступает через 24 часа; при более высокой температуре время отверждения несколько сокращается. Нужно помнить, что «живучесть» эпоксидного клея, т. е. время сохранения наилучших клеющих качеств, недолгая — от 30 мин до 2 часов. Приготовляя порцию клея, нужно учитывать это, и количество его определять исходя из ориентировочной нормы расхода — 0,04 г/см² при одностороннем и 0,06 г/см² при двустороннем нанесении.
В тех случаях, когда необходимо заполнить зазоры между деталями, в клей вводят наполнитель — алюминиевую пудру, металлические опилки, асбест, тальк, зубной порошок, охру или сурик (в сухом виде). При добавлении наполнителя нужно следить за тем, чтобы клей сохранял текучесть и легко наносился на поверхности склеиваемых деталей.
При работе с клеем необходимо строго соблюдать меры предосторожности: избегать попадания компонентов или самого клея на руки; перемешивать клей только деревянной, стеклянной или металлической палочкой. Если все же клей попал на руки, его следует удалить тампоном из ваты, смоченным ацетоном или бензином, а затем вымыть руки теплой водой с мылом.
В металлических судовых конструкциях могут использоваться соединения внакрой (рис. 1, а), на односторонней (рис. 1, б) или двусторонней накладке (рис. 1, в). Для уменьшения местных напряжений желательно на соединяемых листах или накладках делать скосы кромок (рис. 1, г, д).
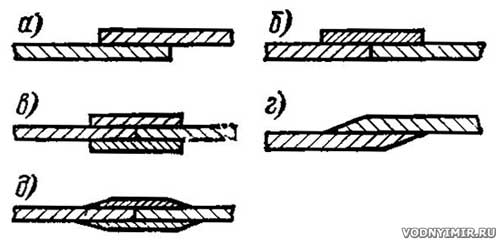 Рис. 1. Виды соединений металлической обшивки. |
Присоединение стенки связи набора к обшивке или одного листа к другому (под углом) требует использования отогнутых фланцев (рис. 2, а и б), наличия симметричного пояска (рис. 2, в) или равнобоких угольников (рис. 2, г). Все соединения нужно располагать так, чтобы воспринимаемые усилия действовали или в плоскости клеевой пленки — на сдвиг — или перпендикулярно ей — на отрыв. Наиболее просто и удобно, особенно в походе, применение клеев при ремонте металлических лодок — заделке пробоин и течей, устранении коррозионных повреждений и т. п.
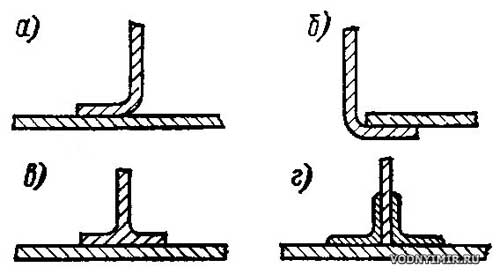 Рис. 2. Виды соединений набора с обшивкой. |
При небольших механических или коррозионных повреждениях обшивки, настила палубы — вмятинах и незначительных трещинах, раковинах поврежденное место выправляется, зачищается и обезжиривается. На трещины и вмятины наносится слой клея с наполнителем. После отверждения поверхность выравнивается и окрашивается. Для большей герметичности, особенно при сквозных трещинах, полезно отремонтированное место дополнительно заклеить заплаткой из тонкой прочной ткани.
В случае пробоины или большой трещины лист выправляется, и на всем участке распространения трещины делается вырез; его форма произвольна, но все углы должны быть тупыми или скругленными, чтобы в обшивке не возникали новые трещины. Из листа, по толщине равного обшивке, делается заплатка-вставка. Для этого кусок листа накладывают на обшивку и точно очерчивают контур выреза, затем вставка выпиливается и подгоняется по вырезу с зазором не более 0,5 мм. Потом из того же листа вырезается внутренняя накладка. Она должна перекрывать вырез в обшивке со всех сторон не менее чем на 15-кратную толщину обшивки. Для стягивания вставки и накладки с обшивкой после нанесения клея в них сверлятся отверстия для винтов и заклепок. Если заделывается пробоина в днище, желательно применять винты или заклепки с потайными головками.
При повреждении продольного или поперечного набора (большая деформация, разрыв по заклепочным отверстиям) поврежденный участок вырезается и из подходящего профиля отрезается вставка и накладка (с перекрытием поврежденного участка). В них сверлятся отверстия и выполняется контрольная сборка. Затем соединение разбирается, детали очищаются от заусенцев и обезжириваются; после этого склеиваются с запрессовкой винтами или заклепками.
Поделитесь этой страницей в соц. сетях или добавьте в закладки:
Источник