Сварочный инвертор «MMA 200», устройство, ремонт.
 Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
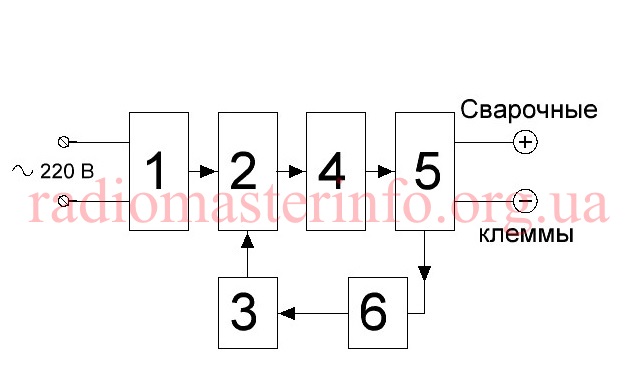
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.

Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»

Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
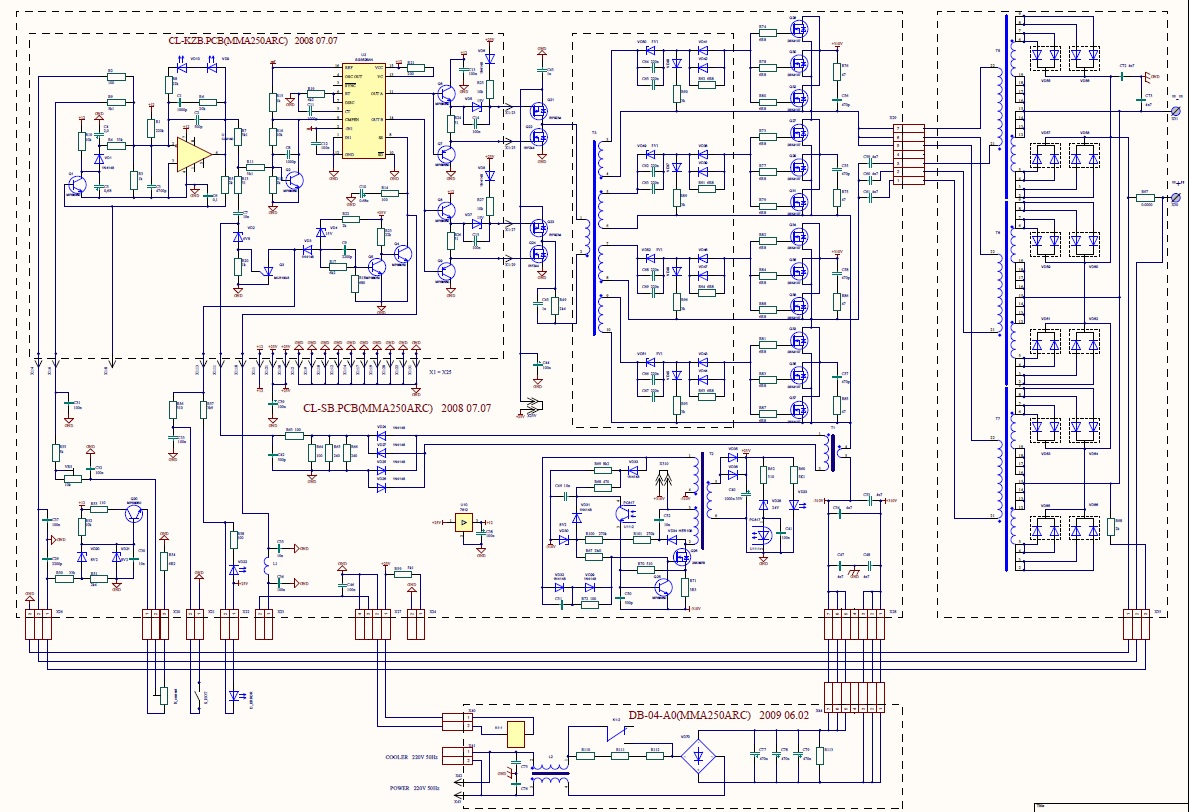
Коротко о самой схеме.
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
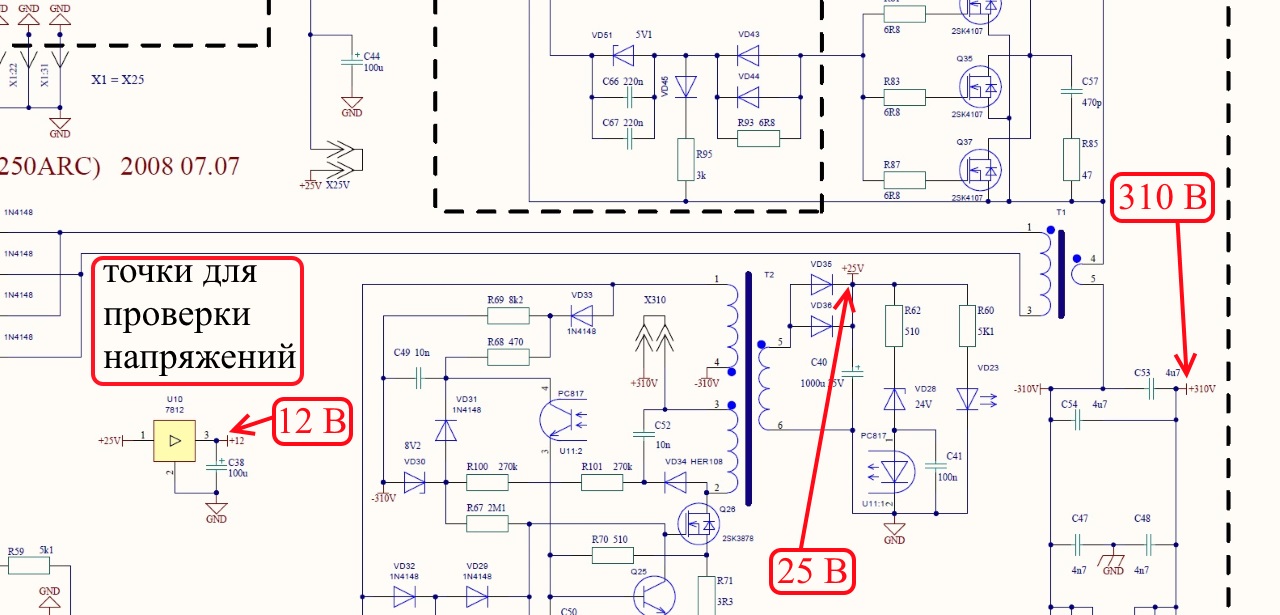
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
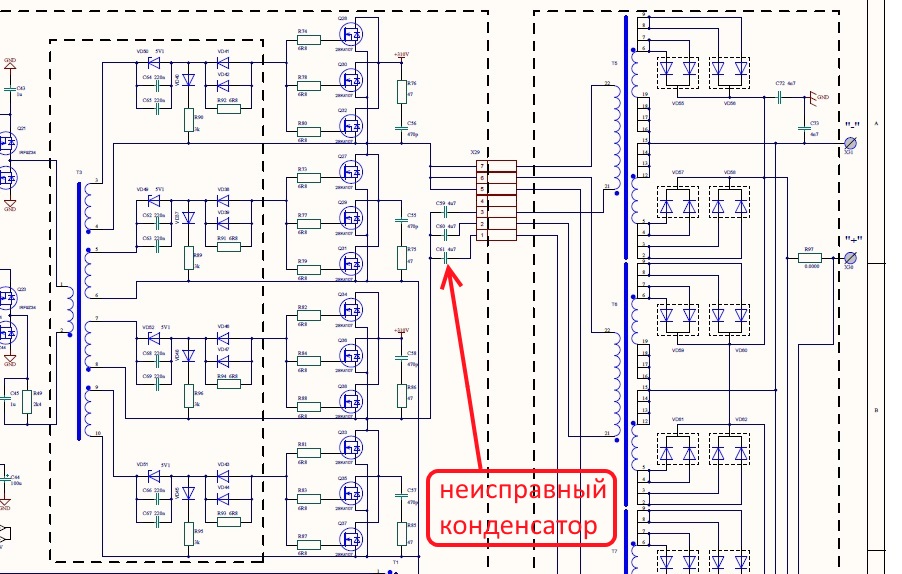
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.

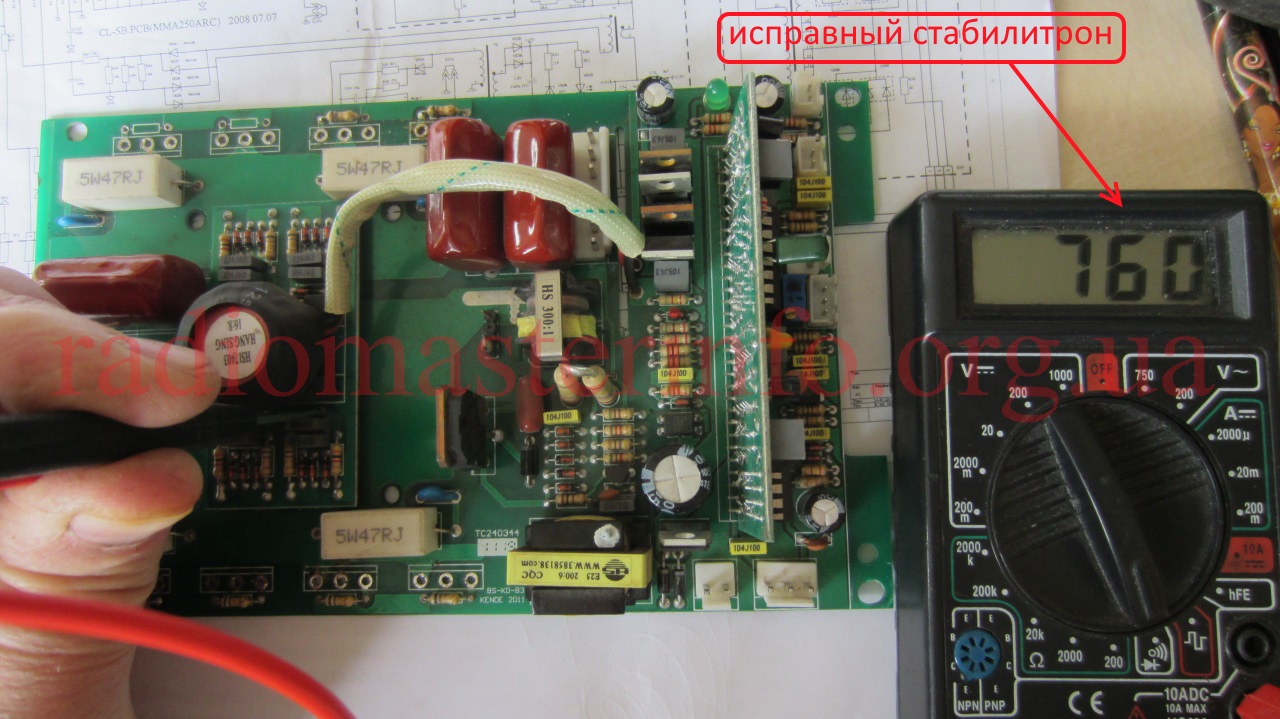
Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.

Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.
Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
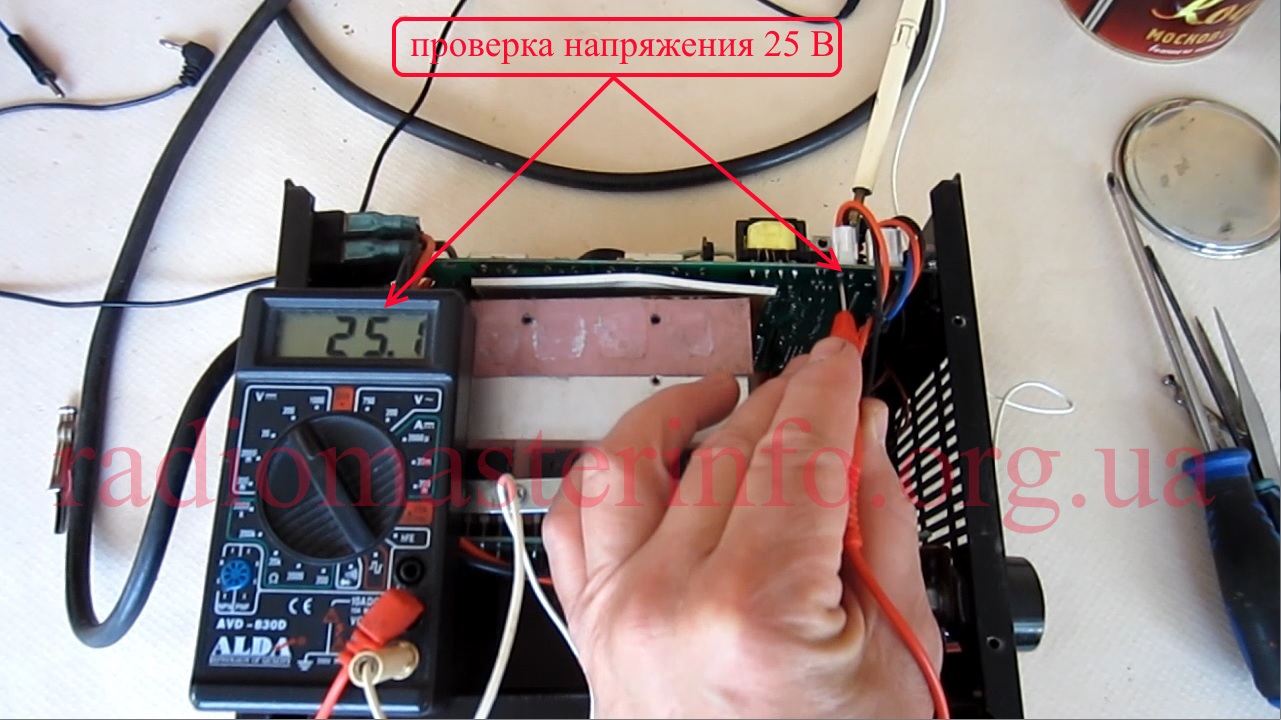
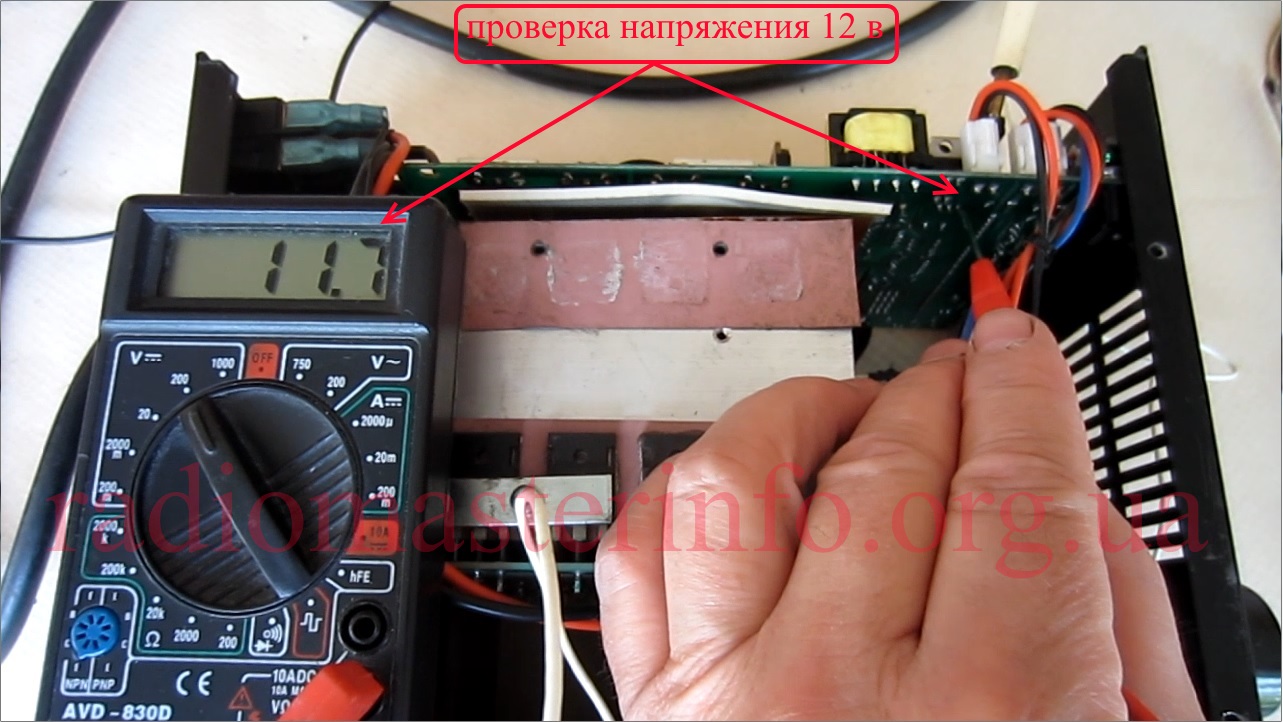
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:
Проверка напряжения 25 В на плате:
Проверка напряжения 12 В на плате:
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.

Импульсы на выходе формирователей, перед мощными полевыми транзисторами:

Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.
![]()
Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.

Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:

Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.
 А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:
А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:

Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео:
Источник