Неисправное состояние роторной обмотки в процессе эксплуатации может проявляться в следующем: двигатель не развивает номинальную частоту вращения; «трогается с места», но при работе его наблюдаются колебания тока статорной обмотки и вращающего момента, сопровождающиеся вибрацией электродвигателя, повышенным шумом, изменяющимся в зависимости от нагрузки и частоты вращения; перегрев ротора; уменьшение перегрузочной способности, приводящее к снижению частоты вращения при увеличении нагрузки. Причиной вышеуказанных ненормальных проявлений может быть обрыв обмотки ротора или неисправность работы замыкающего механизма. Обрыв в фазе ротора иногда носит временный характер, проявляясь только во время работы под действием центробежных усилий и нагревания, а при неподвижном роторе дефект не обнаруживается. Для замены обмотки ротора демонтируют бандажи.
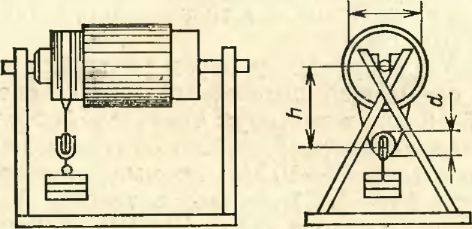
Рис. 1. Станок для наложения бандажей
Намотку новых бандажей выполняют аналогично демонтированным по данным, ранее занесенным в ведомость. При использовании проволоки другого диаметра изменяют количество витков так, чтобы получить прежнее общее сечение бандажа. При этом соблюдается условие: сечение бандажа пропорционально квадрату диаметра проволоки и числу витков проволоки. Бандажи лобовых частей устанавливают в тех местах, где обмотка опирается на обмоткодержатель или нажимную шайбу. У быстроходных машин, где бандажи могут иметь большое сечение, используется немагнитная стальная или бронзовая проволока. В зависимости от диаметра ротора укладку бандажей выполняют на специальных стойках (рис. 1), в собственных подшипниках с заменой вкладышей деревянными колодками, смазанными вазелином, и на станках, позволяющих осуществить плавный пуск и при необходимости — внезапный останов. Для роторов диаметром до 500 мм укладку бандажей выполняют, вращая ротор вручную или с помощью двух рычагов. Расчет усилия производят на основании рекомендуемого натяжения для стальной проволоки по данным табл. 1. Под бандаж укладывают прокладки из пропитанного прессшпана, миканита или асбестового полотна. Ширина прокладок должна быть на 10—12 мм больше бандажа. По мере намотки проволоки прокладки укладываются по окружности ротора встык одна к другой. Вновь намотанные витки с помощью фибровой подбойки или молотком плотно подбивают к ранее намотанным. Таблица 1. Натяжение стальной проволоки при бандажировке
Диаметр проволоки, мм
Рекомендуемое натяжение. Н
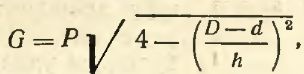
При намотке бандажа следят за натяжением проволоки, которое должно быть достаточным, чтобы не было сползания бандажа, но не чрезмерным, чтобы бандаж не врезался в обмотку. Натяжение регулируют грузом G, определяемым по формуле где Р — натяжение проволоки по табл. 12; размеры D, d и ft — по рис. 1. Крепление витков проволочного бандажа выполняют полосками из жести толщиной 0,2—0,5 мм и шириной 10—12 мм, укладываемыми под проволоку через каждые 70—90 мм по окружности ротора. Длину полосок берут с запасом на 20 мм больше ширины бандажа для обеспечения соединения и пропайки. Две замочные полоски укладывают так, как указано на рис. 2. Намотанные витки пропаивают оловом. Пайку скобок тонким ножом проверяют на отгиб. Окончательную пропайку всей поверхности бандажей выполняют тонким слоем олова, не допуская наплывов. Рис. 2. Наложение замков бандажей
Дефектоскопия и ремонт бандажных колец.
На короткозамыкающие кольца обмотки роторов целого ряда серий асинхронных электродвигателей установлены бандажные кольца из немагнитной стали.
При отсутствии дефектов короткозамыкающей обмотки ротора выполняют осмотр наружной и торцевой поверхностей без снятия бандажного кольца. Осмотр производится лупой до и после зачистки поверхностей мелкой шлифовальной шкуркой. При этом выявляют трещины и следы местных перегревов. При снятом бандаже осматривают и внутреннюю его поверхность для выявления следов контактной коррозии, свидетельствующих об ослаблении посадочных натягов на короткозамыкающее кольцо. При необходимости контроль состояния бандажа осуществляют методом цветной дефектоскопии или химического травления. Обнаруженные дефекты: трещины, подгары, сколы, забоины, следы контактной коррозии и места перегревов отмечают мелом, а затем устраняют механическим путем. Заварка трещин и других дефектов на бандажах недопустима. При наличии трещин и сколов, металла, заметно ослабляющих прочность бандажа, его заменяют. Единичные мелкие трещины удаляют местной выборкой металла шлифовальной машинкой, обеспечивая плавность перехода от углубления к наружной поверхности. Выборка металла ведется до полного удаления трещины. При ее значительной глубине бандаж должен быть заменен. Величина допустимой выборки проверяется расчетом прочности бандажа. Внутренний диаметр бандажа перед его установкой проверяют штихмасом, определяя посадочный натяг, и сравнивают его с допустимым. Если измеренный натяг окажется меньше допустимого, то на посадочную поверхность короткозамыкающего кольца наплавляют медь. Операцию наплавления производят ацетиленовыми горелками, угольными электродами от источника постоянного тока. Установку бандажного кольца выполняют так же, как и при демонтаже с предварительным прогревом до 220— 250 °С с помощью индуктора.
Источник
Ремонт обмоток фазных роторов
8. Ремонт обмоток фазных роторов
Двигатели с фазным ротором предназначены для привода механизмов, требующих плавного регулирования частоты вращения вниз от номинальной, а также механизмов с особо тяжелыми условиями пуска. В серии А2 двигатели с фазным ротором выпускались начиная с габарита 4 и выше, а в серии 4А выпускают, начиная с высоты оси вращения 160 мм и выше. В серии А2 обмотка роторов всыпная из круглого провода, многовитковая из прямоугольного провода и стержневая. В серии 4А обмотка выполняется всыпной или стержневой. Пазы под обмотку показаны на рис. 8-1.
Ремонт всыпных обмоток роторов в некоторых приемах работы подобен ремонту всыпных обмоток статоров. Перед началом укладки ротор осматривают и производят изолировку нажимных шайб, обмоткодержателей и пазов. На шайбы накладывают два слоя изоляции в виде полосок, а обмоткодержатели обертывают несколькими слоями ленты. В пазы укладывают пазовую изоляцию в виде простынок.
Намотку катушечных групп производят на шаблоны. Порядок укладки катушек и заведение проводов в пазы такой же, как и у статоров. После укладки забивают клинья. Лобовые части роторов бандажируют, и ротор отправляют на пропитку.
Ремонт стержневой обмотки отличается от ремонта всыпной обмотки. Если стержневая обмотка на торцах сварена, то разобрать ее так, чтобы сохранить стержни для ремонта, нельзя.
При сварке стержни на концах расплавляются и теряют свою форм>’. При ремонте таких роторов требуется новый комплект обмоток. Если стержневая обмотка на торцах пропаяна мягким припоем, то ее можно распаять, извлечь стержни и восстановить их.
Рис. 8-1. Пазы роторов электродвигателей серии 2А (а, б, в) и 4А (г, д): а, г — для всыпания обмотки из круглого провода; б — для многовитковой обмотки из прямоугольного провода; в, д — для стержневой обмотки
Ротор с запаянными стержнями разбирают в следующем порядке. Горячим паяльником нагревают хомутики 14 на концах стержней 17 (рис. 8-2) и снимают их. Таким образом распаивают ротор с двух сторон. Затем начинают выпрямлять стержни с одной стороны ротора, пользуясь двумя ключами. Ключ 15 надевают на прямую часть стержня и удерживают его, а ключ 16 надевают на лобовую часть и разгибают ее. Первые стержни нельзя разогнуть полностью, так как этому мешают лежащие рядом стержни; поэтому стержень разгибают только на расстояние, равное расстоянию между стержнями, второй — на двойное расстояние и т. п. Затем такими же приемами разгибают концы стержней, на которых были надеты соединительные хомутики. Стержни разгибают с одной стороны и извлекают из пазов с другой стороны. Извлечение стержней из пазов требует значительных усилий, поэтому его выполняют специальным приспособлением (рис. 8-3), которое закрепляется на валу 4 хомутом 5
Рис. 8-2. Ротор со стержневой обмоткой
Рис.8-3.Приспособление для извлечения стержней из пазов ротора и распоркой 2. Конец извлекаемого стержня 6 закрепляют в зажиме 1, установленном на винте. При вращении гайки 3 винт вытягивает стержень из паза сердечника. Таким образом разбирают верхний и нижний ряды.
Восстановление стержней состоит из операций снятия старой изоляции, зачистки концов от припоя, отжига, рихтовки, наложения новой изоляции. Отжиг необходим для снятия наклепа. Его проводят при температуре 350 °С и затем охлаждают стержни в воде.
На прямолинейную часть стержней наносят изоляцию в виде промазанной клеем простынки, которой туго обворачиваюг прямолинейную часть, а затем запекают. Лобовые части изолируют лентами. Необходимо ленты накладывать так, чтобы обеспечить хороший стык между простынкой и лентой.
Укладку стержней начинают с изоляции сердечника (см. рис. 8-2). На нажимные шайбы 3 и 4 накладывают в два слоя полоски изоляции, а обмоткодержатели 2 и 6 обертывают двумя слоями изоляции в виде полосок 13 и закрепляют лентой 12. В паз устанавливают стеклотекстолитовую прокладку 10 и электроизоляционный картон 8 толщиной 0,13 мм для предохранения стержней при
укладке. Стержни поступают на укладку с одной изогнутой лобовой частью. Перед заведением в пазы стержни натирают парафином для уменьшения усилия при заведении и сохранности изоля ции. Сначала с торца заводят нижний ряд, осаживают его и накладывают временный бандаж на изогнутые концы. Затем делают гибку вторых концов с помощью двух ключей, используя те же приемы работы, что и при разгибании.
После гибки временный бандаж снимают, устанавливают изоляцию между слоями лобовых частей 1 1 и бандажируют ее. В пазы между слоями помещают прокладку 9. Затем с другой стороны заводят стержни верхнего ряда. В каждый паз забивают пазовые клинья 7 и изгибают лобовые части такими же приемами, как и стержни нижнего ряда. Верхние и нижние стержни соединяют хомутиками 14. К трем стержням нижнего ряда, являющимся началом фаз, хомутиками присоединяют три кабеля, которые выводят через три наклонных отверстия и центральное отверстие вала для соединения с контактными кольцами. Три верхних стержня, являющихся концами фаз, соединяют в звезд>’ с нулевой шиной
Для того чтобы не создавать неуравновешенности ротора, три выводных конца и соединение нулевых стержней располагают под углом 120°. При укладке следует учитывать, что стержни верхнего ряда имеют более длинные лобовые части, так как их укладывают по большем>7 диаметру, чем нижние.
В собранном роторе выполняют пайку хомутиков (паяльником или в ванне), накладывают бандажи и отправляют на пропитку. При полной смене обмотки ротора ее испытывают напряжением промышленной частоты согласно данным, приведенным ниже.