Схема производственного процесса ремонта.
Производство это целенаправленная деятельность людей и механизмов по изготовлению или ремонту изделий. Любое производство является системой включающей затраты на процессы превращения исходных материалов, комплектующих изделий в готовую продукцию.
Производственный процесс включает получение и хранение ремфонда, снабжение запасными частями и материалами и их хранение, подготовку средств производства организацию и планирование, восстановление деталей, их комплектование, сборку и испытание агрегатов и машин, контроль и транспортировку и другие действия связанные с ремонтом.
Производственный процесс состоит из технологических, вспомогательных и обслуживающих процессов.
Каждый производственный процесс имеет свою присущую ему организационно-технологическую характеристику, определяющую тип производства (единичное, серийное и массовое.)
Тип производства определяется уровнем специализации рабочих мест и удельным весом операций, выполняемых на специализированных рабочих местах Схема производственного процесса представлена на рис. 1.
Основными количественными показателями функционирования производственного процесса являются: производственная программа, длительность технологического и производственного цикла, такт выпуска, ритм выпуска, фронт ремонта и пропускная способность предприятия.
Производственный цикл — интервал календарного времени от начала до окончания процесса ремонта изделия. Одна из основных задач организации производственного процесса — расчет длительности производственного цикла и оптимизация этого показателя.
Технологический цикл — сумма календарного времени на выполнение технологических операций при ремонте изделий.
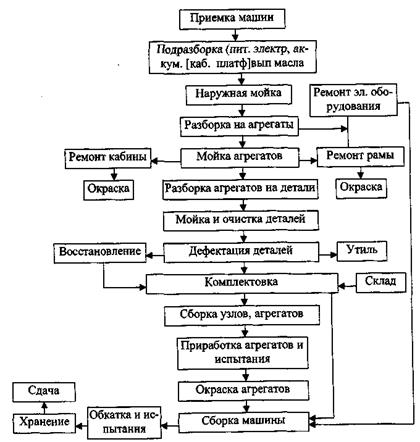
Рисунок 1 — Схема производственного процесса
1.3.1. Количественные показатели функционирования производственного процесса
Такт выпуска — интервал времени, через который периодически производится выпуск изделий определенного наименования.

где Ф — фонд времени, ч; N — величина выпуска изделий, шт.
Единицей измерения такта могут являться минуты, часы, дни. Единица измерения такта зависит от номенклатуры и объема производственной программы. Такты могут быть общие и частные.
Так, например, предприятия, ремонтирующие машины и агрегаты к ним (товарные), могут иметь общий такт для машин и частный для агрегатов.
Ритм выпуска показывает, какое количество изделий выпускается в единицу времени и определяется по формуле

где N — программа, шт., кг, м , и т. д.; Ф — фонд времени, дни, часы, мин.
Из формулы видно, что ритм — величина, обратная такту.
Фронт ремонта — количество машин, одновременно находящихся в ремонте:

где t — время нахождения машины в ремонте, дни, часы, мин.
Время нахождения машины в ремонте можно определить аналитически , что очень трудно, или графическим путем.
Пропускная способность. Под пропускной способностью предприятия понимается количество объектов, которое можно отремонтировать в нем за определенный период времени.
Пропускная способность зависит от режимов работы производственных площадей и продолжительности производственного цикла ремонта и может быть определена по формуле:

где М — количество мест разборочных и сборочных работ; n — сменность работы.
Число мест разборки (сборки)
При тупиковой форме постановки объектов на разборку (сборку) определяется по формуле.

где F — площадь разборочного (сборочного) участка, м ; Fоб — площадь, занимаемая объектом, м ; ηз — коэффициент, учитывающий рабочую зону, для машин он равен 3,5 ÷ 4,0, для агрегатов 2,5 ÷ 3,0.
 — удельная площадь для определенной марки машин, агрегатов.
— удельная площадь для определенной марки машин, агрегатов.
При поточной постановке объектов для разборки (сборки) число мест определяют по формуле:

где L — длина разборочной линии, м; l — длина ремонтируемого объекта, м; h — разрыв между объектами на линии (принимается в пределах 1,0 . 1,5 м).
Коэффициент загрузки определяютсравнивая пропускную способность предприятия за планируемый период с программой предприятия за этот же период (Ппр),:

Дата добавления: 2016-06-29 ; просмотров: 5079 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Расчёт такта ремонта и фронта ремонта машин.




![]()
![]()
Такт ремонта имеет несколько определений. Для данного случая лучше подходит такое: такт — это промежуток времени между заходами на ремонт или выходом из ремонта предыдущей и последующей машин. Такт ремонта определяет ритмичность производства и рассчитывается с точностью до минут:
 ,ч (19)
,ч (19)
где Ф — годовой фонд времени работы мастерской, ч;
 — годовое количество ремонтов или ТО конкретной машины, шт. Берётся с номенклатурного плана работ для мастерской.
— годовое количество ремонтов или ТО конкретной машины, шт. Берётся с номенклатурного плана работ для мастерской.
Для примера в курсовом проекте необходимо произвести расчёт для ряда марок тракторов и СХМ.
При одновременном ремонте (ТО) машин разных марок для дальнейших расчётов определяется такт ремонта по условной программе.
 , ч (20)
, ч (20)
где  — условная программа ремонта:
— условная программа ремонта:
 (21)
(21)
где  — годовая трудоёмкость работ, чел-ч;
— годовая трудоёмкость работ, чел-ч;
 — трудоёмкость ремонта (ТО) машины той марки, которую приняли за условный ремонт, чел-ч.
— трудоёмкость ремонта (ТО) машины той марки, которую приняли за условный ремонт, чел-ч.
За условный ремонт желательно принимать ремонт тракторов той марки, трудоёмкость ремонта которой больше или трактор, имеющий большее количество ремонтов.
Фронтом ремонта называется количество машин одновременно находящихся в мастерской на ремонте.
Фронт ремонта машин по маркам можно определить по формуле:
 (22)
(22)
где  — длительность пребывания в ремонте (ТО) одной машины,ч;
— длительность пребывания в ремонте (ТО) одной машины,ч;
τ — такт ремонта, ч.;
В курсовом проекте фронт ремонта необходимо подсчитать для тех машин, для которых ранее рассчитывался такт ремонта, а так же для трактора, ремонт которого взят за условную программу. Полученные значения фронта ремонта округляют до целого значения.
Длительность пребывания машин в ремонте или ТО выбирают из таблицы 11. В записке к проекту следует оставить справочные данные только тех марок тракторов и машин, которые имеются в задании.
Продолжительность пребывания машин в ремонте и ТО.
Источник
Дипломное проектирование по надежности и ремонту машин — часть 11
Если после проверки производственная площадь (рабочая) ЦРМ или автогаража оказывается достаточ-
ной (но полностью не используется) или недостаточной, требуется реконструировать помещение
производственных участков или пересмотреть расположение рабочих мест, или на неиспользован-
ных участках организовать участки по ремонту машин, узлов, агрегатов или восстановление дета-
лей необходимых хозяйству.
3.5.5 План мастерской с размещением рабочих мест
и технологического оборудования
Для хозяйств, не имеющих типовых мастерских, план ремонтной мастерской разрабатывается при-
менительно к существующим типовым проектам мастерских на 25, 50, 75, 100, 150, 200 тракторов.
Мастерские выбираются по трем параметрам:
по годовому выпуску продукции: условных ремонтов;
общей трудоемкости, чел.-ч;
числу производственных рабочих.
По результатам расчета площадей мастерской, расчета и подбора технологического и подъемно-
транспортного оборудования разрабатывается план мастерской [2]. На плане мастерской с учетом
строительных требований указываются основные габаритные размеры мастерской (длина, ширина),
ширина пролетов, шаг колонн и др. Ширина здания мастерской принимают стандартной – 12, 18, 24, 36,
48, 54, 72 м, и определяют из условия, что отношение длины здания к его ширине должно быть не более
трех. Если L / В
> 3, то необходимо увеличить ширину здания и снова определить его длину. Получен-
ная длина здания принимается кратной длине применяемых строительных плит, т.е. 6 м, и должна быть
увязана с длиной линии разборочно-сборочных работ. Если полученная длина здания больше рабочей
длины линии разборочно-сборочных работ, то можно рекомендовать прямой поток, если меньше, то Г-
или П-образный.
При разработке плана ремонтной мастерской для хозяйств, имеющих типовые мастерские, студен-
том на основе годовой программы ремонта и проведенных технологических расчетов устанавливается
соответствие существующей мастерской объему ремонтных работ. При необходимости вносятся обос-
нованные предложения по изменениям мастерской (реконструкции).
3.5.6 Организация технологического процесса ремонтной мастерской и основные параметры производ-
ственного процесса
В данном разделе студент должен принять и обосновать для проектируемой (реконструированной)
виды, методы и способы ремонта машин, а также форму организации труда на ремонте. Затем вычер-
тить схему производственного процесса ремонтной мастерской.
Для ремонтной мастерской необходимо определить такт ремонта, пропускную способность мастер-
ской и фронт ремонта машин.
Такт ремонта – периодичность выполнения операций, закрепленных за рабочим постом, например
периодичность поступления машин в ремонт или выхода ее из ремонта
– номинальный фонд времени за планируемый период, ч; Т – трудоемкость ремонта одной ма-
∑Т – суммарная трудоемкость всех машин за планируемый период.
Фронт ремонта машин – это количество машин, агрегатов, одновременно находящихся в ремонте
τ – такт ремонта, ч.
Под пропускной способностью мастерской понимается количество машин, которое можно отре-
монтировать в ней за планируемый период времени. Пропускная способность мастерской равна:
Источник
Основные параметры производственного процесса
Основными параметрами, определяющими организацию производственного процесса ремонтного предприятия, являются: такт ремонта, продолжительность пребывания автомобиля в ремонте и фронт ремонта.
Такт ремонта — периодичность выполнения операций, закрепленных за рабочим постом, например периодичность поступления автомобили в ремонт или выхода ее из ремонта.
В том случае, когда планируется проведение смешанного ремонта машин разного вида и поступление машин не упорядочено по моделям, необходимо все ремонтируемые модели автомобилей выразить в приведенных единицах через коэффициент приведения относительно одной какой-нибудь модели и рассматривать фонд времени мастерской для всего периода, в течение которого ремонтируют этот разномодельный парк автомобилей.
При смешанном ремонте автомобилей и возможности упорядочения поступления ремонтируемых автомобилей по моделям целесообразно предварительно сгруппировать их по моделям, намеченным к ремонту по годовому плану.
Рассчитанный такт ремонта позволяет определять необходимое количество рабочих на каждом рабочем посту; время, через которое должен быть завершен ремонт каждого агрегата; скорость передвижения конвейера; количество оборудования, как в основных, так и во вспомогательных цехах и др.
Чтобы осуществить ремонт автомобилей в соответствии с запроектированным технологическим процессом, необходимо провести комплектование рабочих постов, охватывающих все операции технологического процесса. При их комплектовании в соответствии с расчетным тактом необходимо руководствоваться следующими положениями:
1. Работы, выполняемые на рабочем посту, должны быть технологически однородны по приемам, инструменту и оборудованию, применяемым для их выполнения.
2. Работы на рабочем посту должны по возможности носить законченный характер, чтобы не обезличивать их, не снижать ответственности исполнителей и гарантировать высокое качество выполняемых работ.
3. Число исполнителей на тот или иной пост следует подбирать с учетом удобства проведения работ. Следует стремиться к минимальному числу исполнителей на посту.
4. В том случае, когда длительность технологической операции при подобранном числе исполнителей больше расчетного такта и не может быть поделена между большим числом исполнителей, необходимо вводить дублирующие посты.
Укомплектованные таким образом рабочие посты позволяют с большой точностью определить число производственных рабочих, а также подобрать технологическое оборудование, инструмент и необходимые приспособления для выполнения технологического процесса ремонта.
Продолжительность пребывания автомобилей (агрегатов) в ремонте определяется периодом времени от начала первой операции до конца последней операции ремонта данного объекта.
Операции при ремонте автомобилей можно разделить на три группы.
Первая группа — полностью зависимые операции: начало последующей операции может последовать только после окончания предыдущей (доставка автомобили на ремонт и наружная мойка; наружная мойка и разборка).
Вторая группа — частично зависимые операции: начало последующей операции может начаться через какой-то промежуток времени от начала предыдущей (разборка автомобили и мойка агрегатов, мойка деталей и дефектация).
Третья группа — полностью независимые операции, (ремонт топливной аппаратуры, ремонт шатунно-поршневой группы, ремонт клапанного механизма).
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
