- Ремонт резьбы
- Ремонт резьбового отверстия (восстановление повреждённой резьбы)
- Способ восстановления резьбы
- Повреждённую резьбу можно полностью восстановить по следующей технологии:
- Какие возможности есть у резьбовых вставок
- Какие инструменты применяются при восстановлении резьбы
- Описание технологии восстановления резьбы
- Восстановление сорванной резьбы установкой вставки
- Восстановление сорванной резьбы установкой футорки
- Технологический процесс восстановление резьбовой поверхности включает:
- Возможности резьбовых вставок.
- Особенности резьбовых вставок.
- Усиление резьбы с помощью пружинных резьбовых вставок.
- Применение резьбовых вставок.
- Дополнительное применение:
- Как выполняется установка:
- Некоторые особенности выполнения работ по восстановлению резьбы
- Таблица подбора диаметров свёрл для наиболее распространённых резьбовых отверстий
Ремонт резьбы
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы .
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
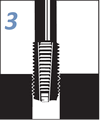
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
2. Нарезать в нём резьбу особого профиля специальным метчиком
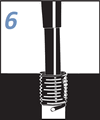
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.
 Резьбовая вставка
Резьбовая вставка
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена Резьбовая вставка вкручена
Если сорвана резьба под шпильку , иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки , остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора . Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты ). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25 , появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
Видео – как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3. Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.
Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
2. Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.
Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.
3. Промыть полученную резьбу керосином.
4. Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы.
Источник
Восстановление сорванной резьбы установкой вставки

Восстановление сорванной резьбы установкой футорки
Один из способов восстановления изношенной или поврежденной резьбы — это установка резьбовой спиральной вставки. Эти вставки увеличивают надежность резьбовых соединений деталей, особенно изготовленных из алюминия и чугуна. Спиральные вставки изготавливают из коррозионно-стойкой проволоки ромбического сечения в виде пружинящей спирали

Технологический процесс восстановление резьбовой поверхности включает:
- рассверливание отверстия с применением накладного кондуктора и снятие фаски (1×45°). Смещение осей отверстий не более 0,15 мм, перекос осей отверстий не более 0,15 мм на длине 100 мм;
- нарезание резьбы в рассверленном отверстии детали;
- установить резьбовую вставку в монтажный инструмент; ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в паз нижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с помощью инструмента в резьбовое отверстие детали; вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки;
- контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром (контрольным болтом). Проходной калибр, завернутый на всю длину вставки, не должен отклоняться более чем на 0,5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на 1/4 шага резьбы. Выступание ее не допускается.
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект «закусывания» отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Возможности резьбовых вставок.
Особенно актуален способ ремонта резьбы футорками из прочной нержавеющей стали для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Если сорвана резьба под шпильку, иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки, остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора. Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в Вашем городе практически невозможно (в нашем магазине есть такие болты). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25, появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа.
Особенности резьбовых вставок.
Изготовленные из высококачественной хром-никель нержавеющей стали, ремонтные футорки обеспечивают высокую прочность внутренней резьбе, что позволяет противостоять воздействию температуры и коррозии.
Их уникальная конструкция обеспечивает превосходные качества резьбовых соединений, надежность и технологичность которых не может быть воспроизведена любым другим способом крепления.
Пружинные резьбовые вставки гораздо легче и дешевле, чем любые другие эквивалентного типа резьбовые вставки и из-за своего небольшого размера они, как правило, могут быть включены в существующие проекты, где не были предусмотрены дополнительные затраты подобного рода.
Наиболее популярные резьбовые вставки производятся из прецизионно ромбически профилированной аустенитной нержавеющей стальной проволоки, намотанной в винтовые спирали и в свободном положении они выглядят как пружины. При установке, с помощью одного из разнообразных ручных или автоматических инструментов, такие футорки обеспечивают надежные постоянные внутренние резьбовые соединения, которые не подвержены коррозии и способны выдерживать высокие темперетуры.
Наружный диаметр каждой резьбовой вставки в свободном состоянии больше принимающей резьбы на точно рассчитанную величину. Эта разница обеспечивает необходимый натяг в месте посадки резьбовой вставки и не даёт ей самостоятельно выкручиваться. Резьбовые вставки устойчиво и практически без зазора располагаются в принимающей резьбе. При такой очень прочной посадке полностью отпадает необходимость использовать клей для фиксации, как в случае с классической втулкой. После установки резьбовых вставок, их положение поддерживается действием радиального давления между их витками и стенками резьбового отверстия.
Усиление резьбы с помощью пружинных резьбовых вставок.
Известно, что в жесткой резьбе «работают» только 2-3 первых витка. Упругие свойства резьбовых вставок позволяют равномерно распределить нагрузки и напряжения. Угловая и шаговая погрешность компенсируются по всей длине резьбовой вставки, в результате чего достигаются идеальные условия для передачи усилия между болтом и приёмной резьбой и, как следствие, – увеличение срока службы резьбового соединения при любых статических и динамических нагрузках.

Резьбовое соединение становится прочнее в 2-4 раза, что позволяют создать сверхпрочные резьбовые соединения, допускающее большую нагрузку в металлах низкой прочности (алюминий, сплавы на основе алюминия и магния), а также в пластике и дереве. Появляется возможность изготовления и восстановления резьбовых отверстий в тонкостенных деталях, значительно уменьшается износ резьбы при частых завинчиваниях и отвинчиваниях. Восстановленную резьбу почти невозможно смять криво завинтив, например, болт или свечу.
Резьбовые вставки имеют определенное количество витков. Стандартно выпускаются вставки 1D, 1,5D, 2D, 2,5D, 3D. Это означает, двум диаметрам и так далее.
Применение резьбовых вставок.
Резьбовые вставки применяются везде, где нужна качественная резьба для надежных резьбовых соединений. Возвращаясь к вопросу ремонта, нужно отметить, что резьбовые вставки хорошо зарекомендовали себя в самых разных отраслях, таких, как ремонт авто и мототехники при ремонтах узлов выполненных из сплавов алюминия — головки блока цилиндров, коробки передач и т.д. Резьбовые вставки очень надежно ведут себя при ремонтах резьбы свечей и форсунок. Для этих целей даже выпускаются специальные вставки и специальный инструмент.
Широкое применение резьбовые вставки получили при ремонтах турбин на атомных электростанциях.
Незаменимыми резьбовые вставки будут так же и в авиационных мастерских, в мастерских военной техники. Практически везде где требуется быстрое восстановление поврежденной резьбы без замены узлов и механизмов.
Дополнительное применение:
- Усиление прочности резьбы. Для материала с низкой прочностю на срыв, например: алюминиевые сплавы и магниевые сплавы, дерево. Используется в машиностроении, электротехнической, автомобильной медицинской и аэрокосмической промышленности.
- Ремонт резьбы поврежденных или изношенных резьб.
- Восстановление забракованных элементов.
Как выполняется установка:

СВЕРЛЕНИЕ Очистите поврежденную резьбу с помощью стандартного сверла. До размера резьбы М 12 (1/2 «) Наборы включают в себя необходимое сверло. Для восстановления резьбы свечей зажигания, при использовании специального метчика для свечной резьбы, предварительное рассверливание отверстия не требуется.

УСТАНОВКА ВСТАВКИ Поместите вставку на установочный инструмент и поверните его регулировочным кольцом так, что-бы хвостовик вставки попал в центральный разъем хвостовика установочного инструмента. Завинтите вставку легким давлением на полоборота ниже поверхности. Резьбовая вставка правильно посажена в резьбе, если она установлена в посадочную резьбу с полным профилем, по крайней мере, на 1/4 (0,25 P) витка ниже поверхности. Не работайте против направления резьбы, так как установочный поводок вставки может сломаться.

КАК ВЫПОЛНЯЕТСЯ УСТАНОВКА Можно устанавливать и завинчивать резьбовую вставку как обычный болт. Ввинчивание выполняется с помощью установочного шпинделя, который по своим размерам сравним с метчиком. Для закрепления и приведения в действие шпинделя, как и при использовании метчика, служит вороток или иные традиционные инструменты.

Если же необходим ремонт резьбы, которая расположена очень глубоко, шпиндели или метчики также могут быть удлиненными. Резьбовая вставка навинчивается на шпиндель до тех пор, пока поводковый выступ не захватит установочный поводок. Таким образом, вставка также вертикально и надёжно подводится к месту ремонта и ввинчивается. Установочная глубина всегда должна выбираться так, чтобы последний виток проволоки находился под первой боковой стороной профиля посадочной резьбы.
УДАЛЕНИЕ ХВОСТОВИКА После завершения завинчивания, вынимайте установочный инструмент и обламывайте установочный поводок по месту насечки. Для этого используйте подходящий по размеру бородок, стержень или специальный инструмент для извлечения и отламывания установочных поводков вставок.

Для больших размеров резьбы > M 14, используйте для извлечения хвостовика вставки обычные плоскогубцы посредством движений вверх — вниз. Из-за узких и точных допусков новая резьба, обычно гораздо мощнее, чем оригинал. Таким образом, новая технология позволяет выполнять ремонт резьбы, который раньше можно было реализовать только с помощью специальных инструментов.




Некоторые особенности выполнения работ по восстановлению резьбы
Диаметр сверла выбирается из таблицы.
Таблица подбора диаметров свёрл для наиболее распространённых резьбовых отверстий
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
При рассверливании отверстия, периодически вынимайте сверло из отверстия и окунайте его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
В процессе работы, при нарезке метчиком резьбы под вставку, необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.
Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол, Жировую смазку или даже вазелин. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.
Промойте полученную резьбу керосином.
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания. Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного. Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
Промойте полученную резьбу керосином.
Если резьба расположена не заподлицо с поверхностью разъёма, а как в некоторых блоках цилиндров довольно глубоко, не рекомендуется использовать ручной инструмент для завинчивания резьбовых вставок (см. п.4 последовательности установки). Им обычно комплектуются стандартные наборы для восстановления резьбы (такой как Yato YT-1763). Такой инструмент из-за фиксирующего кольца не позволяет вкрутить вставку глубже места фиксации. А без фиксации кольцом высока вероятность привести резьбовую вставку в негодность.
Приходится использовать специальный шпиндель (см. п.4 последовательности установки). Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце. Несложно сделать аналогичный инструмент самому из болта подходящего размера. Для этого в торце болта делается проточка под поводок как на рисунке.

Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии.
Таким образом, интернет-магазином «Металвис-юг» представленный способ однозначно рекомендуется взять на вооружение всем кому необходимо выполнять работы по восстановлению резьбы. Судите сами. Помимо указанных выше эксплуатационных преимуществ крепежного соединения на резьбовой пружинной вставки из высококачественной хром-никель нержавеющей стали, нельзя не отметить простоту и технологичность такого способа восстановления, а также экономическую целесообразность. Действительно, вытачивание ремонтного ввертыша токарем обойдется куда дороже стоимости одной спиральной вставки за 20 — 30 руб. И не стоит забывать о немаловажном преимуществе, которое дает экономия ремонтного размера при использовании таких футорок.
Источник