Ремонт деталей газовой сваркой и наплавкой
Газы, применяемые для сварки (наплавки). В качестве горючего газа в основном используют ацетилен, что объясняется простотой его получения, высокой теплотой сгорания и температурой пламени.
Ацетилен (соединение углерода и водорода, химическая формула С2Н2) — бесцветный газ с резким сладковатым запахом. Его получают из карбида кальция, поставляемого потребителям в запаянных барабанах массой от 50 до 150 кг.
В качестве заменителя ацетилена используют смесь пропана и бутана в сжиженном виде. Для газовой сварки применяют переносные и стационарные ацетиленовые генераторы.
Производительность переносных генераторов, как правило, не более 3 м 3 /ч, стационарных — 5 м 3 /ч и более. Для нормальной работы газовой горелки необходимо, чтобы горючие газы и кислород поступали в нее под определенным давлением.
При использовании для сварочных работ баллонного ацетилена применяют ацетиленовый редуктор РД-2АМ, снижающий давление с 2,5 до 0,01—0,15 МПа. Кислородные редукторы снижают давление газов с 15 до 0,1—2,5 МПа.
Технология выполнения сварочных (наплавочных) работ. Газовую сварку швов можно начинать как слева, так и справа.
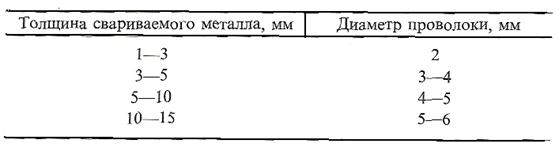
Сварку слева применяют для деталей толщиной до 5 мм. При этом горелку перемещают за присадочной проволокой (прутком), диаметр которой зависит от толщины свариваемого металла (табл.16). В это время факелом пламени предварительно нагpeвают кромки шва.
Табл.16. Зависимость диаметра присадочной проволоки от толщины свариваемого металла
Сварку справа целесообразно применять для крупногабаритных деталей. В этом случае проволоку перемещают за горелкой. Факел пламени, направленный на заваренный шов, защищает его от резкого охлаждения. Скорость сварки при этом способе несколько выше.
Для регулировки скорости и равномерности прогрева кромок и образования сварного шва требуемой формы в процессе сварки присадочному прутку и проволоке сообщают колебательные движения.
При сварке деталей из стали в качестве присадочного материала применяют проволоку марок Св-08, Св-08А, Св-12ГС, Св-08Г2С в виде прямых прутков диаметром 0,8—1,0 мм.
Присадочную проволоку перед сваркой во избежание образования неметаллических включений, пор, газовых пузырей и других дефектов необходимо тщательно зачистить до металлического блеска.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
6.2.1. Газовая сварка
Многие повреждения кузовов устраняют, используя газовую, ручную электродуговую, полуавтоматическую электродуговую в среде защитного углекислого газа, контактную, аргонодуговую и лазерную сварку.
Газовая сварка — это сварка плавлением, при которой для нагрева используется тепло пламени смеси горючего газа и технического кислорода, сжигаемой с помощью горелки. Этим способом можно сваривать почти все металлы, применяемые в технике. Такие металлы, как чугун, медь, свинец, латунь, легче поддаются газовой сварке, чем дуговой. К преимуществам газовой сварки можно отнести то, что она не требует сложного дорого оборудования и источника электроэнергии. Недостатки газовой сварки — значительное снижение производительности с увеличением толщины свариваемого металла и большая зона нагрева.
В процессе газовой сварки в качестве основных материалов используются газы, присадочные материалы и флюсы.
Газы. Газообразный кислород (О 2 ) обеспечивает при сгорании горючего газа температуру, необходимую для расплавления металла. Выпускается кислород трех сортов: первый сорт содержит не менее 99,7 % чистого кислорода, второй — не менее 99,5, третий — не менее 99,2 %. Газообразный кислород хранится и транспортируется в окрашенных в синий цвет стальных баллонах под давлением до 15 МПа (150 атм).
Для газовой сварки могут быть использованы разнообразные горючие газы (табл. 6.1), однако наиболее предпочтительным является ацетилен, пламя которого имеет самую высокую температуру.
Таблица 6.1
Основные свойства горючих газов для сварки и резки металлов

Для организации сварочного поста (рабочее место сварщика) необходимы:
- кислородный баллон с редуктором;
- ацетиленовый генератор для получения ацетилена из карбида кальция или ацетиленовый баллон с редуктором;
- резиновые рукава для подачи кислорода и горючего газа (ацетилена) в горелку;
- сварочные горелки с набором наконечников;
- принадлежности для сварки (очки с темными стеклами, инструмент и т.д.).
Практически все газы, в том числе и ацетилен, поступают сварщикам из специализированных организаций, производящих эти газы. Наиболее высокое качество ацетилена достигается именно при его производстве на специализированных предприятиях и хранении в баллонах (рис. 6.1). Однако зачастую ацетилен производят в непосредственной близости от места выполнения сварочных работ в ацетиленовых генераторах низкого и среднего давления с использованием карбида кальция.

Рис. 6.1. Баллоны для хранения газов:
а — кислорода (1 — предохранительный колпак; 2 — корпус; 3 — башмак); б — ацетилена (4 — вентиль; 5 — пористая масса с ацетоном); в — пропана
При газовой сварке металлов рабочее давление газов должно быть меньше, чем давление в баллонах или газопроводе. Для понижения давления газа применяют редукторы.
Редуктор (рис. 6.2) — это прибор, служащий для понижения давления газа, отбираемого из баллона, до рабочего и автоматического поддержания этого давления постоянным независимо от изменения давления газа в баллоне или газопроводе.

Рис. 6.2. Общий вид редуктора:
а — кислородного; б — ацетиленового; в — пропанового
Как и баллоны, редукторы различаются цветом окраски корпуса (каждому газу соответствует своя окраска) и присоединительными устройствами для крепления их к баллону. Редукторы, за исключением ацетиленовых, присоединяются накидными гайками, резьба которых соответствует резьбе штуцера вентиля. Ацетиленовые редукторы крепятся к баллонам хомутом с упорным винтом.
Для подвода газа к горелке служат рукава. Они должны обладать достаточной прочностью, выдерживать определенное давление, быть гибкими и не стеснять движений сварщика. Изготавливают рукава из вулканизированной резины с тканевыми прокладками.
Основной рабочий инструмент для газовой сварки, пайки, наплавки и нагрева — сварочная горелка. Это устройство, служащее для смешивания горючего газа или паров горючей жидкости с кислородом и получения сварочного пламени.
Сварочные горелки подразделяются следующим образом:
- по способу подачи горючего газа и кислорода в смесительную камеру — инжекторные и безынжекторные;
- роду применяемого горючего — газоацетиленовые, для газов-заменителей, для жидких горючих, водородные;
- мощности пламени — малой мощности (расход ацетилена 25. 400 дм 3 /ч), средней мощности (400. 2800 дм 3 /ч), большой мощности (2800. 7000 дм 3 /ч);
- способу применения — ручные и машинные.
В инжекторных горелках подача горючего газа низкого давления (от 0,001 МПа) в смесительную камеру происходит за счет подсоса его струей кислорода, вытекающего из инжектора. В безынжекторных горелках горючий газ и кислород подаются примерно под одинаковым давлением (0,05. 0,1 МПа).
Преимущественно применяются ручные инжекторные горелки универсального и специализированного назначения.
Универсальные горелки служат для сварки, пайки, наплавки и нагрева стали, чугуна и цветных металлов с использованием в качестве горючего газа ацетилена или газов-заменителей (пропан-бутан, природный газ и др.). Наиболее широкое применение получили горелки инжекторного типа, работающие на ацетилене.
При сгорании горючего газа или паров горючей жидкости в кислороде образуется сварочное пламя. Оно нагревает и расплавляет основной и присадочный металлы в месте сварки.
От состава горючей смеси, т.е. от соотношения кислорода и горючего газа, зависит внешний вид, температура сварочного пламени и его влияние на расплавленный металл. Изменяя состав горючей смеси, сварщик изменяет основные параметры сварочного пламени.
Сварочное пламя (кроме водорода) имеет три ярко различимые зоны: ядро, восстановительную зону и факел (рис. 6.3).

Рис. 6.3. Зоны сварочного пламени при газовой сварке:
1 — ядро; 2 — восстановительная зона; 3 — факел
Ядро имеет резко очерченную зону, по форме близкую к форме цилиндра, с ярко светящейся оболочкой. Оболочка состоит из раскаленных частиц углерода, которые сгорают в ее наружном слое.
Восстановительная зона сварочного пламени состоит из продуктов неполного сгорания ацетилена — оксида углерода и водорода. Контакт расплавленного металла в месте сварки с этой зоной приводит к восстановлению оксидов металлов. Если в процессе сварки расплавленный металл сварочной ванны находится в средней зоне, то сварочный шов получается без пор, газовых и шлаковых включений. Эта зона имеет наиболее высокую температуру.
Зона полного сгорания (факел) располагается за восстановительной зоной и состоит из продуктов сгорания оксида углерода, водорода и кислорода воздуха.
Для получения нормального пламени отношение расхода кислорода к горючему газу должно быть: для ацетилена — 1,1. 1,2; для природного газа — 1,5. 1,6; для пропана — 3,5.
Присадочные материалы для газовой сварки применяются в виде проволоки или литых прутков и должны отвечать следующим требованиям:
- температура их плавления должна быть ниже температуры плавления свариваемого металла;
- содержать минимальное количество вредных примесей;
- плавиться без разбрызгивания;
- проволока и прутки должны иметь чистую поверхность, не допускается наличие окалины, ржавчины, масла, краски и других загрязнений.
Применяется стальная сварочная проволока диаметром 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0 мм (она изготавливается из низкоуглеродистой, легированной и высоколегированной сталей); сварочная проволока из алюминия и алюминиевых сплавов — диаметром от 0,8 до 5,0 мм; сварочная проволока и прутки из меди и сплавов на медной основе — диаметром от 0,8 до 3,0 мм.
Флюсы — вещества, которые вводятся в сварочную ванну для раскисления расплавленного металла и удаления из него образовавшихся оксидов и неметаллических включений. Возможно введение флюсов и в виде легкоиспаряющейся жидкости. К сварочным флюсам предъявляются следующие требования:
- флюс должен быть более легкоплавким, чем основной и присадочный металлы;
- расплавленный флюс должен обладать достаточной жид-котекучестью;
- расплавленный флюс не должен выделять ядовитых газов и вызывать коррозию сварного соединения;
- шлаки должны хорошо отделяться от шва после сварки.
В качестве флюсов используются бура, борная кислота, оксиды и соли бария, калия, лития, натрия, фтора и т.д.
Наиболее распространенным типом сварочных соединений является стыковое. Нахлесточное и тавровое соединения нежелательны из-за возможности возникновения значительных напряжений, которые при сварке заготовок относительно большой толщины недопустимы.
Заготовки малой толщины (до 2 мм) соединяют встык без разделки кромок и без применения присадочного материала. Газовой сваркой выполняют швы в любом пространственном положении: нижний шов, вертикальный шов, потолочный шов. Наиболее трудным для выполнения является потолочный шов, так как горелка находится под швом, а капли металла сварочной ванны стекают вниз.
Направление движения горелки и наклон ее мундштука к сварному шву — основные факторы, определяющие эффективность газовой сварки.
Параметры режима газовой сварки — мощность сварочного пламени, скорость сварки, диаметр присадочного материала, угол наклона мундштука горелки.
Угол наклона мундштука к поверхности металла определяется толщиной свариваемых заготовок и подбирается в соответствии со схемой, приведенной на рис. 6.4.

Рис. 6.4. Величина угла наклона мундштука горелки а при сварке листовой стали различной толщины
Технологические параметры сварки сталей различных марок приведены в табл. 6.2.
Таблица 6.2
Технологические параметры газовой сварки сталей

Газовая сварка применяется при ремонте кузовов автомобилей для выполнения прихваток, нанесения латунных припоев в местах концентрации напряжений и в ряде других операций. Недостатки газовой сварки — значительные коробления свариваемых деталей, их перегрев и трудоемкость доводки поверхности.
Источник
Газовая сварка деталей
Процесс газовой сварки заключается в расплавлении свариваемого и присадочного металла пламенем, образующимся при сгорании горючего газа в смеси с кислородом.
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1 . 3 мм, при сварке соединений из тонкостенных труб, изделий из алюминия и его сплавов, а также меди, латуни и свинца, при сварке и наплавке деталей из чугуна.
Необходимо стремиться к тому, чтобы химический состав присадочного металла был близок к составу свариваемого металла.
При восстановлении стальных деталей для заварки трещин, разрывов, приварки накладок и сварки металлоконструкций применяют проволоки Св-08 и Св-08А.
Для получения швов с высокими механическими свойствами используют сварочные проволоки с повышенным содержанием марганца и кремния марок Св-08ГС, Св-08Г2С, а также высоколегированные проволоки Св-06Х19Н9Т, Св-13X25H18 и др.
При наплавке изношенных деталей применяют наплавочные проволоки НП-40, НП-50, НП-ЗОХГСА, НП-50Г, НП-651, НП-10ГЗ и другие, позволяющие получить износостойкие поверхности.
Диаметр присадочной проволоки или прутка выбирают из соотношения d = b/2 + 1 мм — при левом способе сварки; d == b/2 + 2 мм — при правом способе сварки, где b — толщина свариваемого металла, мм.
Мощность пламени горелки определяется количеством ацетилена, проходящего за час через горелку, и регулируется наконечниками горелки. При сварке низкоуглеродистых сталей на 1 мм толщины свариваемого металла требуется 100 . 130 дмэцетилена в час.
Скорость нагрева свариваемых изделий регулируют углом наклона мундштука к поверхности свариваемого металла. Чем толще металл, тем больше угол наклона мундштука горелки. Горелку передвигают по направлению сварки, прямолинейно или с поперечными и круговыми движениями. При сварке необходимо следить за тем, чтобы расплавленный основной металл и конец присадочного прутка находились все время в восстановительной зоне пламени.
Особенности сварки и наплавки деталей из чугуна. При востановлении деталей из чугуна сварку чаще всего применяют для устранения трещин, пробоин и изломов.
Чугун относится к группе плохо свариваемых металлов. Объясняется это высоким содержанием в нем углерода, а также серы и фосфора.
В основном сварку затрудняют образующиеся трещины в околоченных в зонах в процессе сварки и при охлаждении после сварки. Причины образования трещин: возникновение в процессе сварки больших внутренних напряжений; появление отбеленных зон в металле шва и в основном металле, прилегающем к шву. Высокая твердость этих зон затрудняет последующую механическую обработку и, кроме того, как уже отмечалось, приводит к образованию трещин. Интенсивное выгорание углерода и кремния, а также быстрый переход чугуна из жидкого состояния в твердое, при котором газы не успевают выйти из сварочной ванны, делает сварной шов пористым.
Чугунные детали, работавшие длительное время при высоких температурах, плохо поддаются сварке, так как углерод и кремний окисляются и чугун становится хрупким. Большие трудности возникают также при сварке чугунных деталей, работавших длительное время в контакте с маслом и керосином. В этих случаях в сварочном шве появляются сплошные поры.
Способы сварки чугуна. Сварку чугунных деталей можно выполнять металлическими или угольными электродами, газовой сваркой, термитной сваркой и заливкой жидким металлом.
По состоянию свариваемой детали различают три способа сварки чугуна: холодный, полугорячий — при полном или местном подогреве до температуры 300 . 400 ‘С, горячий — при полном нагреве до температуры 600 .. 800 ‘С.
Источник