- Ремонт инверторного сварочного аппарата своими руками
- Назначение оборудования и особенности его конструкции
- Особенности технического обслуживания и ремонта инверторных аппаратов
- Факторы, приводящие к выходу из строя сварочного инвертора
- Распространенные неисправности
- Как выполнить самостоятельный ремонт инверторного устройства
- Ремонт сварочных генераторов своими руками: основные неисправности
- Устройство сварочного агрегата
- Схема и принцип работы
- Основные неисправности
- Ремонт сварочных генераторов
- Полезные советы
Ремонт инверторного сварочного аппарата своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание.

Замена радиодеталей в процессе ремонта сварочного инвертора
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.

Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.

Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.

Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.

Выбор сечения сварочного кабеля
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.

Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.
Источник
Ремонт сварочных генераторов своими руками: основные неисправности

Сварочный генератор – это, прежде всего, источник постоянного тока, который требуется при проведении сварочных работ. Его главная функция состоит в преобразовании механической энергии в электроэнергию.
Устройство сварочного агрегата
Ключевые составные части сварочного электрогенератора – это статор с размещенными на нем магнитными полюсами, а также якорь. В этом якоре расположены витки обмотки трансформатора, содержащие электродвижущую силу переменного направления.
Любой электрогенератор включает в себя намагничивающую обмотку возбуждения. Ее питание ведется от двух источников:
В таком случае генератор называют агрегатом с независимым возбуждением. Последовательно подключается размагничивающаяся обмотка. Силу тока регулируется посредством реостата. При увеличении силы тока в сварочной сети, происходит увеличение магнитного потока, вырабатываемого обмоткой размагничивания. При этом магнитный поток, который вырабатывается обмоткой независимого возбуждения, сохраняется неизменным. В результате напряжение на генераторных зажимах снижается и появляется падающая внешняя характеристика.
Таким образом, мы получаем агрегат с самовозбуждением. Обмотка якоря электрогенератора передает постоянный ток на обмотку намагничивания.
Все генераторы могут функционировать в обоих режимах. Чтобы сменить режим работы электроагрегата достаточно плавно изменить ток намагничивания.
Сварочные генераторы различаются между собой и внешней характеристикой:
- Генераторы, имеющие падающую внешнюю характеристику.
- Генераторы, имеющие жесткую внешнюю характеристику, или же пологопадающую.
- Универсальные генераторы.
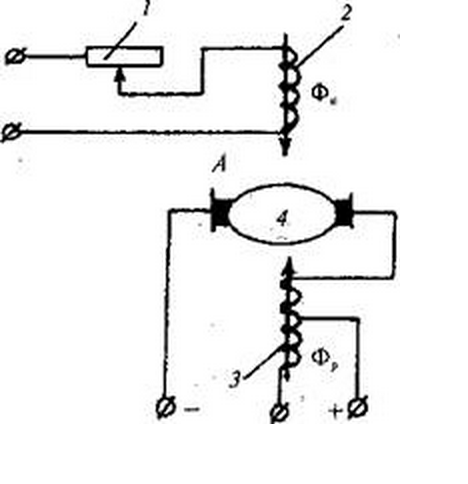
Схема и принцип работы

Схема сварочного генератора показывает принцип его функционирования и управления. Генераторы могут отличаться друг от друга в некоторых деталях. У каждого производителя есть свои наработки в оборудовании, благодаря чему у потребителя есть возможность выбрать необходимый товар в соответствии с финансовыми возможностями и требуемым функционалом. Однако, по основному принципу действия все однотипные системы являются идентичными.
Концы обмотки соединяются с пластинами коллектора, который расположен на одном валу с якорем. На коллекторе находятся угольно-графитовые щетки, предназначенные для токосъема. В данном случае коллектор работает в качестве выпрямителя сварочного тока.
Один конец витка обмотки подсоединяется к одной пластине. Второй ведет к другой пластине, полностью изолированной и противоположной по диаметру.
Пластины контактируют с токосъемными щетками коллектора.
На магнитных полюсах статора появляется магнитный поток, который направляется на якорь. Для обеспечения условий возникновения потока, на полюсы устанавливают обмотки возбуждения, возбуждающие магнитный поток. Такие обмотки можно подключать лишь к постоянному току, во избежание смены направления магнитным потоком после пересечения якоря. При неправильном подключении обмоток магнитный ток возвращается от якоря, в результате сварочный ток на щетках не появится.
Если необходимо изменить величину сварочного тока, в первую очередь меняется ток в обмотках полюсов. Величина магнитного потока изменяется, исходя из количества ампер, но не вольт. Для регулировки тока в обмотки включается реостат.
Основные неисправности
Любой электрический агрегат – это достаточно сложное устройство. Многие неисправности сварочного генератора возникают из-за неверного функционирования системы управления, а кроме этого в случае неверно настроенных сварочных режимов.
На неполадки в функционировании сварочных агрегатов оказывают влияние различные факторы, чаще всего совпадающие с неверными настройками, различными ошибками при работе и иными внешними причинами. Большинство неполадок можно устранить.
Обычно к каждому электрическому агрегату прилагается инструкция, в которой описаны наиболее известные неполадки сварочного генератора и некоторые пути решения проблемы.
- Данная неполадка происходит при неверно подобранном токе. При выборе нужно руководствоваться не только электродным диаметром и типом, но также скорости сварки. Если скорость сварки низкая, ток необходимо уменьшить.
- Здесь может быть ряд причин. Одна из них – уменьшение напряжения в основной электросети либо малое сечение электрического провода. Еще одна причина – недостаточный контакт, появившийся после прогорания или закисления элементов, либо при механическом ослаблении соединений.
- Чаще всего это происходит из-за недостаточности массы на различных деталях. В некоторых случаях причиной отсутствия сварки является повреждение в сварочном кабеле. Это может случиться, если работа происходит с очень тяжелыми деталями, которые могут перебить достаточно прочный и качественный провод.
- Здесь есть две причины, каждая из которых связана с питающей сетью. Одна причина – недостаточное напряжение в электросети. Вторая причина – в щитке установлен слабый автоматический предохранитель. В таком случае отключится полностью вся домашняя электросеть.
Ремонт сварочных генераторов
Для проведения ремонта сварочного генератора понадобятся знания в двух областях – механике и электрике. Если такие знания отсутствуют, стоит ограничиться самостоятельным проведением технического обслуживания аппарата, а сложный ремонт, разборку, замену деталей стоит оставить специалистам.
Текущий ремонт сварочных генераторов включает в себя:
В первую очередь это – периодическая смена поршневых колец. Техническая документация прибора должно включать период беспрерывного функционирования компрессионных и маслосъемных поршневых колец. Если разбор двигателя показал высокий износ кольцевых канавок, поршень необходимо менять. После разборки не допускается использование старой прокладки для цилиндра. Заменить свечи зажигания и смазать двигатель вполне можно и своими руками. По внешнему виду свечи определяется, пригодна ли она для дальнейшей эксплуатации, либо подлежит замене. Настройку либо перенастройку карбюратора для бензопривода сварочного электрогенератора стоит оставить специалистам.
Чаще всего он ограничивается перемоткой обмоток при межвитковых замыканиях. Также необходима периодическая замена токосъемных щеток. При износе хотя бы одной из них, производится замена обеих щеток сразу, цена позволяет. В стандартном ремонтном комплекте к сварочному генератору прилагается пара запасных щеток. Еще одна распространенная поломка связана с неисправностью подшипников вала агрегата, а также их проворачиванием внутри корпуса. Для такого дефекта характерны повышенный уровень шума и высокая температура.
Некоторые неполадки обнаруживаются лишь при проведении работ. Так, сварочный импеданс можно измерить только в милиоммах. Точность измерительных приборов в данном случае не позволяет провести достаточную диагностику. Если сварочный импеданс неисправен, можно заметить следы перегрева, неполадки в изоляции и последующий разрыв электроцепи.
Полезные советы
Сварочный генератор хонда имеет полный комплекс защит по ряду параметров. При длительной сварке возможно внештатное прекращение работы. Это происходит из-за срабатывания защитной системы по температурному режиму. Неисправностью данная проблема не является. Через небольшое время (порядка 20-30 минут) сварку можно возобновлять.
Если выполнение всех рекомендаций не привело к устранению неполадки, возможна поломка съемы инверторного модуля. Необходимо обратиться к специалистам.
Источник