Пример составления ремонтного цикла
Составить график ремонтного цикла и подсчитать по годам простой в ремонте, годовой фонд рабочего времени, трудозатраты, если:
а) Периодичность ремонтов:
б) Продолжительность простоя:
1. Составление ремонтного цикла.
1.1. Определение цикла ремонтов и технических обслуживаний
1.1.1. Определение цикла капитальных ремонтов

где 17280 ч – периодичность капитального ремонта (см. условие)
8640 ч – время работы оборудования в год (по системе ТО и Р)
1.1.2. Определение цикла текущих ремонтов
где 2160 ч – периодичность текущего ремонта (см. условие)
720 ч – время работы оборудования в месяц (по системе ТО и Р)
1.1.3. Определение цикла технических обслуживаний
где 720 ч – периодичность технического обслуживания (см. условие)
720 ч – время работы оборудования в месяц (по системе ТО и Р)
1.2. Определение числа ремонтов и технических обслуживаний
1.2.1. Определение числа капитальных ремонтов
1.2.2. Определение числа текущих ремонтов

1.1.3. Определение числа технических обслуживаний

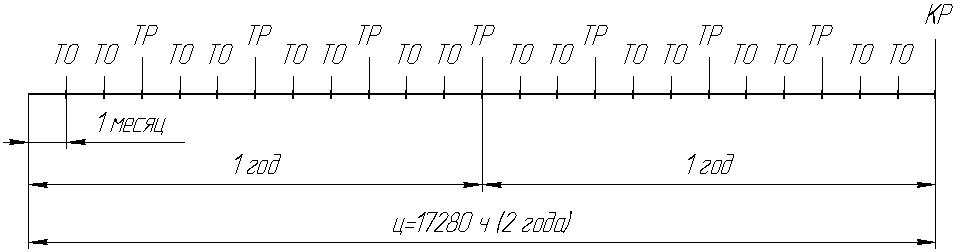
Рисунок – Ремонтный цикл
2. Подсчет по годам
2.1. Простой в ремонте
Из рисунка видно, что в первый год оборудование проходит 8 технических обслуживаний и 4 текущих ремонта, следовательно

где Прто = 8 ч – продолжительность простоя при техническом обслуживании (см. условие)
Пртр = 44 ч – продолжительность простоя при текущем ремонте (см. условие)
Из рисунка видно, что во второй год оборудование проходит 8 технических обслуживаний, 3 текущих ремонта и 1 капитальный ремонт, следовательно

где Пркр = 126 ч – продолжительность простоя при капитальном ремонте (см. условие)
2.2. Годовой фонд рабочего времени


Из рисунка видно, что в первый год оборудование проходит 8 технических обслуживаний и 4 текущих ремонта, следовательно, необходимо

Из рисунка 1 видно, что во второй год оборудование проходит 8 технических обслуживаний, 3 текущих ремонта и 1 капитальный ремонт, следовательно
Источник
Расчёт графика ТОиР и структура ремонтного цикла
Ремонт – это комплекс мероприятий по восстановлению работоспособности и надежности оборудования.
Устанавливаются следующие виды планового ремонта: текущий, средний и капитальный.
Неплановый ремонт проводят для устранения отказов или неисправностей, возникающих при эксплуатации машины в промежутках между плановыми работами по ТО и ремонту.
Капитальный ремонт проводится с целью восстановления исправного состояния.
Текущий ремонт проводится с целью восстановления работоспособного состояния.
Ориентировочный объем работ при периодическом осмотре, текущем, среднем и капитальном ремонтах:
1) При периодическом осмотре должны быть выполнены следующие работы:
— проверка засоренности фильтров и, при необходимости, промывка или замена фильтроэлементов;
— подтяжка стыков и соединений в местах утечки рабочей жидкости и, при необходимости, замена уплотнений;
— проверка правильности работы гидропривода по заданному циклу и осуществление органами гидрофицированной машины рабочих перемещений установленных значений;
— проверка настройки гидроаппаратуры (при обнаружении отклонений в работе);
— проверка вспенивания и загрязненности рабочей жидкости;
— устранение неисправностей, вызывающих попадание воздуха и воды в рабочую жидкость;
— устранение неисправностей, выявленных при эксплуатации гидропривода
2) При текущем ремонте выполняют работы: по п. 1, а также следующие работы:
— проверку показателей рабочей жидкости и, при необходимости, ее замену;
— замена деталей, узлов или аппаратов вышедших из строя;
— очистку радиаторов теплообменников от пыли, грязи, осмоления и накипи.
3) При среднем ремонте должны быть выполнены работы по п. 2, а также следующие работы:
— ревизия и ремонт маслобака.
4) При капитальном ремонте выполняют работы по п. 2, 3, а также:
— специальные узлы проверяют на стендах
— ревизия и ремонт гидромашин и гидроаппаратов.
Перед проведением ремонтных работ необходимо ознакомится с объемом работ и технологическим процессом их выполнения, распределить между персоналом ремонтные работы, провести инструктаж по технике безопасности, подготовить место проведения ремонта и необходимые инструменты.
Перед демонтажом необходимо отключить энергоисточники, взять ключ-бирку, разгрузить гидросистему от давления, слить рабочую жидкость из гидросистемы в маслобак и снять нагрузку, очистить ремонтируемый участок.
Ремонтный цикл, его структура. Ремонтный цикл — период работы оборудования между двумя капитальными ремонтами или между началом эксплуатации оборудования и первым капитальным ремонтом.
Структура ремонтного цикла является постоянной для однотипного оборудования и определяет количество, периодичность и последовательность профилактических осмотров и плановых ремонтов в ремонтном цикле. Структуру ремонтного цикла изображают графически или в виде последовательности букв, обозначающих виды ремонтных и профилактических работ.
При изображении структуры цикла в виде последовательности букв дополнительно указывают величины межосмотрового и межремонтного периодов.
Межосмотровой период — это период работы оборудования между двумя последовательными профилактическими осмотрами или между осмотром и плановым ремонтом.
Межремонтный период — период работы оборудования между двумя последовательными ремонтами или от начала эксплуатации до первого ремонта.
Для компрессоров, насосов и вентиляторов величины межосмотрового и межремонтного периодов измеряют в часах наработки, для теплообменной, емкостной, мелкой аппаратуры и приборов — в календарных годах или месяцах.
При расчете структуры ремонтного цикла оборудование подразделяют на группы деталей и узлов, имеющих приблизительно одинаковую долговечность (ресурсы). Количество видов ремонтов принимают равным количеству этих групп (обычно 3—4).
Величину межремонтного периода определяют по группе деталей с наименьшим ресурсом так, чтобы обеспечить требуемый уровень безотказности оборудования в межремонтный период по постепенным отказам.
Источник
Графики ремонтов оборудования ремонтные циклы
Практическая работа
ОРГАНИЗАЦИЯ И ПЛАНИРОВАНИЕ РЕМОНТОВ ОБОРУДОВАНИЯ.
РАСЧЁТ И СТРУКТУРА РЕМОНТНОГО ЦИКЛА
При определении длительности ремонтного цикла Тр.ц , межремонтного Тм.р и межосмотрового Тм.о периодов следует основываться на структуре ремонтного цикла для каждого вида технологического оборудования (таблица 1 ):
Число ремонтных операций в цикле
Оборудование
Число ремонтов
Зависимости для
определения
межремонтного
цикла Тр.ц , час.
малых,
Станочное оборудование
Лёгкие и средние металлорежущие станки весом до 10 т :
выпущенные до 1997 г.
βп βм βу βт A,
где А = 24 000 для станков с возрастом до 10 лет;
А = 23 000 для станков с возрастом 10-20 лет;
А = 24 000 для станков с возрастом свыше 20 лет
βп ×15000
выпускаемые с 1997 г.
Крупные и тяжёлые металлорежущие станки весом 10-100 т
Особо тяжёлые металлорежущие станки весом свыше 100 т и уникальные
Деревообрабатывающие фуговальные станки с автоподачей
Кузнечно-прессовое оборудование
Ковочные паровоздушные молоты
для молотов возрас-том до 20 лет;
для молотов возрас-том свыше 20 лет
Ковочные гидравлические прессы
для прессов возрастом до 20 лет;
для прессов возрастом свыше 20 лет
Литейное оборудование
Формовочные машины грузоподъёмностью 300-5000 кг
для машин грузоподъёмностью 300-900 кг
для машин грузоподъёмностью 900-5000 кг
Подвесные и напольные конвейеры
Подъёмно-транспортное оборудование
βу ×14000
βп ×20400
βп – характер производства: для массового и крупносерийного типа βп = 1,0 ; для серийного βп = 1,3 ; для мелкосерийного и единичного βп = 1,5 ;
βм – род обрабатываемого материала для металлорежущих станков нормальной точности: при обработке стали βм = 1,0 ; алюминиевых сплавов βм = 0,75; чугуна и бронзы βм = 0,8 ;
βу – условия эксплуатации оборудования: для металлорежущих станков в нормальных условиях механического цеха при работе металлическим инструментом βу = 1,1 ; для станков, работающих абразивным инструментом без охлаждения, βу = 0,7 ; βу для кранов зависит от режима работы и может колебаться в пределах от 1,0 до 2 ;
βт – особенности весовой характеристики станков: для лёгких и средних металлорежущих станков βт = 1,0 ; для крупных и тяжёлых βт = 1,35 ; для особо тяжёлых и уникальных βт = 1,7 ;
βр – величина основного параметра машины; для молотов при весе падающих частей до 2000 кг – βр = 0,9; св. 2000 кг – βр= 0,7 .
Длительность межремонтного периода Тм.р определяется по формуле :

где nc и nм – число средних и малых ремонтов, соответственно.
Длительность межосмотрового периода Тм.о определяется по формуле:

Для расчёта длительности ремонтного цикла в календарном времени необходимо учитывать годовой фонд времени работы оборудования (таблица 2 ):
Годовой фонд времени работы оборудования
Оборудование
Одна смена, час.
Две смены, час.
Три смены, час.
Металлорежущее
Кузнечно-прессовое:
массовое и крупносерийное производство
серийное, мелкосерийное единичное производство
Литейное:
массовое и крупносерийное производство
серийное, мелкосерийное, единичное производство
Подъёмно-транспортное оборудование
При построении графиков ремонтов и осмотров оборудования, кроме значений Тр.ц , Тм.р и Тм.о необходимо знать структуру ремонтного цикла (таблица 3 ):
Структура ремонтного цикла
Оборудование
Чередование работ
Лёгкие и средние металлорежущие станки весом до 10 т:
выпущенные до 1997 г.
выпускаемые с 1997 г.
Крупные и тяжёлые металлорежущие станки весом 10-100 т, литейные конвейеры
Пневматические ковочные молоты
Примечание : К – капитальный ремонт; С – средний ремонт; М – малый ремонт; О – осмотр.
Если, например, выяснено что для лёгкого металлорежущего станка Тр.ц = 9 лет; Тм.р = 1 год и Тм.о = 0,5 года, что станок выпущен в 1996 г. и установлен в феврале 1997 г., то график вывода его в ремонт будет следующий:
График вывода станка в ремонт
Источник
Графики ремонтов оборудования ремонтные циклы
Структура и периодичность работ по плановому техническому обслуживанию и ремонту оборудования
Все виды работ но плановому техническому обслуживанию и ремонту выполняются в определенной последовательности, образуя повторяющиеся циклы.
Ремонтный цикл — это повторяющаяся совокупность различных видов планового ремонта, выполняемых в предусмотренной последовательности через установленные, равные между собой количества часов работы оборудования, называемые межремонтными периодами (между двумя последовательно выполняемыми видами планового ремонта). Ремонтный цикл завершается капитальным ремонтом и определяется структурой и продолжительностью.
Структура ремонтного цикла — это перечень видов ремонта, расположенных в последовательности их выполнения. Например, структуру ремонтного цикла, состоящего из четырех текущих и одного капитального ремонта, изображают так:
Продолжительность ремонтного цикла — эточисло часов работы оборудования, на протяжении которого выполняются все виды ремонта, входящие в состав цикла. (Простои оборудования, связанные с выполнением планового и непланового ремонтов и технического обслуживания, в продолжительность ремонтного цикла не входят.) Графически продолжительность ремонтного цикла изображают размерной линией под обозначениями капитальных ремонтов, которыми начинается и завершается цикл; под размерной линией указывают продолжительность цикла (в часах):
(КР — ТР — ТР — ТР — ТР — КР) / 20000
Цикл технического обслуживания — это повторяющаяся совокупность операций различных видов планового технического обслуживания, выполняемых через установленные для каждого из видов количества часов работы оборудования, называемые межоперацион-пыми периодами. Цикл технического обслуживания определяется структурой и продолжительностью.
Структура цикла технического обслуживания — это перечень видов планового технического обслуживания с соответствующими коэффициентами, показывающими количество операций каждого вида в цикле. Она обозначается суммой входящих в него видов. Например, структуру цикла технического обслуживания, включающего ежесменный осмотр (Ое), четырехразовое пополнение смазки (4Си), одну замену смазки (Сз), один частичный осмотр (Оч), две профилактические регулировки (2Рм) и ежесменную смазку, изображают так:
ЕОе + 4Сп + Сз + Оч + 2Рм,
где Е — число операций тех видов технического обслуживания, которые выполняются ежесменно (ежесменную смазку, выполняемую станочником, в структуру не включают).
Рекомендуемые структуры ремонтных циклов для металлорежущего и некоторых видов кузнечно-прессового оборудования приведены в табл. 1.
Продолжительность цикла технического обслуживания парка оборудования предприятия — для расчета необходимой численности ремонтников, составления заявок на материалы и определения суммы затрат на поддержание и восстановление работоспособности оборудования — планируют по данным о фактически отработанном времени. Вывод же отдельных станков в капитальный ремонт, независимо от запланированной (средней для данной группы оборудования) продолжительности ремонтного цикла, следует производить только по их действительному техническому состоянию.
Для сравнения объемов ремонтных работ, выполняемых при ремонте станков и машин, проведенных отдельными цехами или предприятиями, а также объемов ремонтных работ цеха или предприятия в течение ряда лет необходима физическая единица, с помощью которой можно было бы измерить физический объем работ, выполняемых при ремонте. Она должна быть стабильной, не меняющейся при изменении организационно-технических условий выполнения ремонта. Именно таким качеством обладает единица ремонтосложности.
Единица ремонтосложности механической части оборудования R4 — это физический объем работ, необходимый для капитального ремонта механической части некоторой условной машины, качество которого отвечает требованиям технических
условий на ремонт, а трудоемкость эквивалентна 50 ч работы в организационно-технических условиях среднего ремонтно-механического цеха машиностроительного предприятия. В годовой план-график вносят не достигнутые трудоемкости ремонта, а достигнутые ремонтосложности соответствующих моделей оборудования, что значительно упрощает все плановые расчеты.
Структуры ремонтных циклов


Единица ремонтосложности электрической части оборудования R3 — это физический объем работ, необходимый для капитального ремонта электрической части некоторой условной машины, качество которого отвечает требованиям технических условий на ремонт, а трудоемкость эквивалентна 12,5 ч работы при тех же условиях, при которых определяется RM.
Трудоемкости ремонта и полного планового осмотра приведены в табл. 2. Эти нормы предусматривают:
изготовление всех заменяемых деталей заводом, эксплуатирующим оборудование (при получении части деталей со специализированных заводов нормы станочных и слесарных работ на изготовление деталей должны быть уменьшены пропорционально проценту по массе запасных частей, поступающих со стороны);
упрочнение направляющих поверхностей базовых деталей га-зопламенной закалкой или наклеиванием стальных закаченных накладок (при невыполнении упрочнения норма слесарных работ должна быть уменьшена на 2 ч);
восстановление рабочих поверхностей базовых деталей шлифованием (при вынужденной замене шлифования шабрением норма станочных работ должна быть уменьшена на 1 ч, а слесарных — увеличена на 4 ч).
Трудоемкости ремонта и полного планового осмотра
Источник