- Ремонт автомобильных рам
- Похожие Книги
- Числа и фигуры
- The MagPi — Issue 41
- Морской флот №2 1978
- Knitting №150 January 2016
- Crochet World Vol.39 №1 2016
- Дачный спец №3 (декабрь 2015). Украшаем дачу
- Орнаменты, стили, мотивы
- Practical Photography — February 2016
- Gala. Биография №1 (январь 2016)
- Книга на все времена. Владимир Орлов (4 книги)
- Вы не зарегистрированы!
- Отзывы читателей
- Ремонт рамы грузовых автомобилей своими руками
- Типы рам автомобилей
- Диагностика рамы
- Как выпрямить раму?
- Как правильно резать раму?
- Треснула рама
- Сварка рамы автомобиля
- Сварка рамы из высокопрочной стали
- Усиление рамы
- Процесс ремонта рамы
- Нужна ли накладка на раму?
- Марки стали рам для автомобилей.
- Обработка рамы после ремонта
- Цена ремонта рамы автомобиля
- 3 комментария к “Ремонт рамы — как правильно?”
Ремонт автомобильных рам
Название: Ремонт автомобильных рам
Автор: Гурман В.С.
Издательство: Транспорт
Год: 1967
Страниц: 101
Формат: DJVU
Размер: 1,3 Мб
Язык: русский
В книге представлена технология ремонта рам автомобилей ЗИЛ-164, ЗИЛ-ММЗ-585.
Книга рассчитана на инженерно-технических работников авторемонтных заводов и автомобилистов.
Скачать с startfiles.org
Скачать с depositfiles.com
Скачать с borncash.org
| Рейтинг: | 4.8 баллов / 2537 оценок |
| Формат: | Книга |
| Уже скачали: | 12764 раз |
Похожие Книги
Нам показалось, что Книги ниже Вас заинтересуют не меньше. Эти издания Вы так же можете скачивать и читать совершенно бесплатно на сайте!

Числа и фигуры
Название: Числа и фигуры Автор: Радемахер Ганс, Теплиц Отто Серия или выпуск: Библиотека математического кружка. Выпуск 10 Издательство: М.: Наука ISBN: — Год издания: 1962 Страниц: 264 Язык: Русски . . .

The MagPi — Issue 41
Название: The MagPi — Issue 41Издательство: Liz UptonГод: 2016Месяц: JanuaryНомер: №41Страниц: 100Язык: АнглийскийФормат: PDFРазмер: 20 MбКачество: ОригиналThe MagPi — о различных поделках и экспериме . . .

Морской флот №2 1978
Название: Морской флотИздательство: «Транспорт»Год / месяц: 1978 / февральНомер: 2Страниц: 84Формат: djvu (rar)Язык: русскийРазмер: 4.2 Мб»Морской флот», ежемесячный журнал, орган министерства морског . . .

Knitting №150 January 2016
Название: Knitting №150 January 2016 Автор: коллектив Серия или выпуск: 150 Издательство: GMC Publications Ltd Год издания: 2016 Страниц: 100 Язык: Английский Формат: PDF Качество: отличное Размер: . . .

Crochet World Vol.39 №1 2016
Название: Crochet World Vol.39 №1 2016 Автор: коллектив Серия или выпуск: 1 Издательство: Annie’s Publishing Inc Год издания: 2016 Страниц: 68 Язык: Английский Формат: PDF Качество: отличное Размер: . . .

Дачный спец №3 (декабрь 2015). Украшаем дачу
Название: Дачный спец №3 (декабрь 2015). Украшаем дачу Автор: коллектив Год издания: 2015 Страниц: 68 Язык: Русский Формат: pdf Качество: отличное Размер: 33,62 МбОписание: Дачный спец — Нет сомнений . . .

Орнаменты, стили, мотивы
Название: Орнаменты, стили, мотивы Автор: Н.С. Ворончихин, Н.А. Емшанова Издательство: Издательство Удмуртского университета Год издания: 2004 Страниц: 90 Язык: Русский Формат: pdf Качество: отлично . . .

Practical Photography — February 2016
Название: Practical PhotographyГод / месяц: February 2016Страниц: 132Язык: EnglishФормат: PDFРазмер: 29 MBPractical Photography — английский журнал, рассказывающий о том, как получить качественные фот . . .

Gala. Биография №1 (январь 2016)
Название: Gala. Биография №1 (январь 2016) Автор: коллектив Год издания: 2016 Страниц: 124 Язык: Русский Формат: pdf Качество: отличное Размер: 40 МбОписание: Gala. Биография — Это увлекательные исто . . .

Книга на все времена. Владимир Орлов (4 книги)
Название: Книга на все времена. Владимир Орлов (4 книги) Автор: Владимир Орлов Издательство: АСТ Год издания: 2008-2010 Язык: Русский Формат: FB2 Качество: отличное Размер: 11,1 МбОписание: В собран . . .
Вы не зарегистрированы!
Если вы хотите скачивать книги, журналы и аудиокниги бесплатно, без рекламы и без смс, оставлять комментарии и отзывы, учавствовать в различных интересных мероприятиях, получать скидки в книжных магазинах и многое другое, то Вам необходимо зарегистрироваться в нашей Электронной Библиотеке.
Отзывы читателей
К сожалению, в нашей Бесплатной Библиотеке пока нет отзывов о Книге Ремонт автомобильных рам. Помогите нам и другим читателям окунуться в сюжет Книги и узнать Ваше мнение. Оставьте свой отзыв или обзор сейчас, это займет у Вас всего-лишь несколько минут.
Источник
Ремонт рамы грузовых автомобилей своими руками

В 2001 году по материалам книги «Ремонт автомобильных рам» (автор Гурман В.С.) сочинился документ. Возможности этот документ подшить к записи я не нашел, поэтому завожу его вручную.
По сути дела это просто конспект книги, поэтому высказываю здесь своё искреннее уважение автору и исследователям проблемы.
И, конечно, помним, что возраст книги уже превышает пол-века.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
РЕМОНТ РАМЫ АВТОМОБИЛЕЙ
При ремонте рам можно пользоваться только качественными электродами.
Перед сваркой электроды должны быть обязательно просушены в течение 1 ч
при температуре 140—160 ОС так как влажность обмазки приводит к пористости металла шва.
К сварке деталей рамы должны допускаться только дипломированные сварщики 5 – 6 разряда, прошедшие аттестацию.
Рабочее место сварщика должно быть оборудовано амперметром.
Необходимо производить упрочнение поверхностным наклёпом участков, опасных к возникновению трещин усталости.
При условии выполнения этих принципов можно восстановить выносливость
деталей рамы автомобиля до уровня выносливости новых деталей.
1
Подготовка рамы к ремонту.
Повреждённый участок рамы необходимо тщательно отмыть от загрязнений.
Места, имеющие трещины и места возможного зарождения трещин должны быть зачищены вращающейся стальной щёткой до металлического блеска для облегчения обнаружения трещин.
Зачищенные места осматривают при помощи 4-кратной лупы. Таким образом удаётся обнаружить трещины, незаметные без зачистки на 20% рам автомобилей. Без выполнения этой операции надёжность рамы после ремонта гарантировать нельзя.
Лонжероны рамы и поперечины необходимо править без нагрева. После правки форма и размеры деталей должны соответствовать чертежу завода-изготовителя.
Кривизна верхней полки лонжерона не должна превышать 2 мм на длине 1000 мм. а на всей длине—5 мм.
Кривизна вертикальной стенки допускается не более 2 мм на длине 1000 мм, а не всей длине — не более 10 мм.
Разность стрел прогиба лонжеронов одной рамы не должна превышать 6 мм.
Для правки совершенно не пригодны детали, деформированные с вытяжкой, сопровождающейся уменьшением толщины материала.
2
Определение способа ремонта деталей рамы.
Допускается ремонт деталей рамы заваркой трещин, отрезкой или вырезкой поврежденной части и приваркой дополнительной детали.
Все сварные соединения должны быть выполнены в стык.
Приварка вставок, а также приварка дополнительных деталей внахлестку не допускается.
На одной продольной балке не должно быть более трех сварных соединений, включая заваренные трещины.
При ремонте трещин, проходящих через отверстие, последнее должно быть обязательно заварено.
В тех случаях, когда в опасном месте имеется несколько одинаковых концентраторов напряжений, лучше вырезать его.
Рассмотрим конкретный пример.
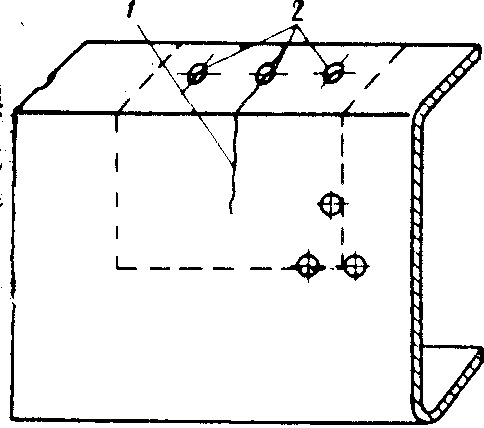
Так как напряжения у всех трех отверстий приблизительно одинаковы, то при возникновении трещины у одного из отверстий, у других двух запас выносливости материала, по-видимому, почти израсходован и упрочнение наклепом может оказаться неэффективным. Поэтому лучше заменить часть материала. В рассматриваемом случае вырезать следует до оси продольной балки . Если вырезать одну лишь полку, то на стенке может остаться невидимый конец трещины, который станет очагом нового разрушения, так как вблизи полки напряжения от изгиба достаточно велики.
При переменных нагрузках отверстие не является препятствием для развития трещин усталости. Многие трещины, зарождающиеся на кромках профиля, развиваются к отверстию и легко пересекают его.
Таким образом, сверление отверстия в конце трещины излишне.
Вместе с тем конец трещины бывает трудно выявить, поэтому, чтобы не заваренная часть трещины не могла стать причиной повторного разрушения детали, следует прорезать трещину по ее направлению дальше видимого конца. Если видимый конец расположен на полке или сгибе профиля, то прорезать следует по всей полке и по стенке не менее 50 мм от полки. Если трещина распространилась на стенку, то прорезать следует на 50 мм дальше видимого конца трещины.
Ширина реза 1…2 мм.
Если трещина доходит до отверстия или пересекает его, то последнее следует заварить на медной подкладке, а кромки вновь просверленного отверстия упрочнить наклепом. С этой целью целесообразно сверлить отверстие диаметром на 1 мм меньше, чем требуется по чертежу и раздать его до нужного диаметра.
Качество сварки оказывает решающее влияние на выносливость отремонтированных деталей и долговечность собранных из этих деталей рам.
Сварные швы, проходящие через места прилегания кронштейнов, должны быть зачищены заподлицо с поверхностью детали.
Перед осмотром со сварных швов должен быть удален шлак, а их поверхность должна быть тщательно зачищена.
Сварные швы не должны иметь подрезов, раковин и пор. Кратеры должны быть заплавлены. Усиление сварных швов не должно возвышаться над поверхностью детали более чем на 2 мм. Допускается опиливание усиления шва на сгибе профиля. В месте выхода на кромку профиля шов должен быть подварен вровень с кромкой.
При переходе от нижнего к вертикальному шву следует снизить силу тока, в противном случае металл будет стекать и образуется прожог. Так как длина вертикального шва очень мала, а качество сварки должно быть безукоризненным, сварщик не может каждый раз подбирать силу тока пробой. Поэтому рабочее место, где заваривают детали рамы должно быть оборудовано амперметром, по которому сварщик, не осуществляя проб, мог бы устанавливать должную силу тока.
Сваривать детали необходимо следующими электродами диаметром 4 мм:
Содержание:
Рама автомобиля является главной опорной структурой, к которой прикрепляются другие компоненты.
p, blockquote 2,0,0,0,0 –>
Рамная конструкция кузова применялась практически на всех автомобилях в мире до начала 1960‑х годов. Первые рамы изготавливались из дерева (чаще всего ясеня). В 1930‑х годах на смену деревянным пришли стальные рамы. С течением времени, практически все пассажирские автомобили изменили свою конструкцию на «несущий кузов» (см. статью “Конструкция несущего кузова автомобиля”). В наши дни рамный кузов применяется, в основном, для внедорожников, грузовиков и автобусов. Продольные балки рамы принимают на себя основные нагрузки. Поперечины обеспечивают сопротивление боковым нагрузкам и увеличивают торсионную жёсткость.
p, blockquote 3,0,0,0,0 –>
Рама с одним слоем металла используется на большинстве небольших и средних транспортных средствах. Некоторые рамы состоят из двух слоёв металла, имеют дополнительную балку внутри главной балки. Такой дизайн даёт повышенную прочность без потери гибкости. Такая конструкция может быть на больших грузовиках. Часто двойной металл используется только на отдельных секциях рамы. Различные производители имеют свои собственные концепции дизайна и разработки, благодаря которым достигают необходимых характеристик рамы.
p, blockquote 4,0,0,0,0 –>
Главные функции рамы на транспортном средстве:
p, blockquote 5,0,0,0,0 –>
- Удерживать механические компоненты и кузов.
- Принимать на себя статические и динамические нагрузки.
- Рама должна не только давать хорошую поддержку для кузова и его компонентов, но, в тоже время, обеспечивать гибкость. Такая гибкость необходима, так как жёсткая рама, наиболее вероятно, треснет, чем гибкая, которая сможет согнуться и возвратиться обратно после прекращения нагрузки. Рама с торсионной гибкостью также уменьшает нагрузку на подвеску при езде по неровностям дорог.
Типы рам автомобилей

p, blockquote 6,0,0,0,0 –>
Типы рам в зависимости от конструкции:
p, blockquote 7,0,0,0,0 –>
- Рама лестничного типа (имеет такое название из-за сходства с лестницей)
- Рама, совпадающая с периметром кузова автомобиля (классическая, подобна раме лестничного типа)
- Х‑образная (применялась в американских автомобилях 1950–1960 годах)
- Пространственная рама (space frame), трёхмерная конструкция из труб.
Типичный материал, используемый для создания рамы автомобиля – углеродистая сталь или сплавы алюминия (чтобы достичь конструкции более лёгкого веса).
p, blockquote 8,0,0,0,0 –>
В случае с отдельной рамой, она сделана из структурных элементов, называемых балками. Это простые конструкции из стальных профилей разного сечения.
p, blockquote 9,0,0,0,0 –>
- Секции рамы могут быть изготовлены из С‑образного профиля (наиболее распространённый тип балок).
- Коробчатого профиля (квадратной трубы)
- трубчатых секций (труба круглого сечения).
Рамы могут иметь закруглённые арки. Таким образом, вместо того, чтобы возвышаться над полуосями, рама с арками располагается ниже, примерно вровень с полуосями и огибает их.
p, blockquote 10,0,1,0,0 –>
Диагностика рамы
Как выпрямить раму?
Большая часть энергии во время аварии поглощается рамой.
p, blockquote 11,0,0,0,0 –>
В зависимости от природы аварий, могут возникнуть дефекты следующих видов:
p, blockquote 12,0,0,0,0 –>
- Смещение в горизонтальной и/или вертикальной плоскости
- Скручивание рамы
- Искривление рамы
- Искривление поперечин
Часто, при аварии, возникают несколько видов повреждений одновременно. Часть рамы может сдвинуться как в бок, так и одновременно вниз.
p, blockquote 13,0,0,0,0 –>
При незначительном повреждении раму можно выправить. Если повреждение слишком серьёзное, чтобы его можно было устранить, то вырезается повреждённый металл и приваривается новый, с учётом размеров расстояний между контрольными точками. Сварочные соединения усиливаются специальными накладками. Как правильно резать сваривать и усиливать раму мы рассмотрим в этой статье ниже.
p, blockquote 14,0,0,0,0 –>
p, blockquote 15,0,0,0,0 –>
Повреждённая рама может быть причиной наклона кузова на одну сторону, повышенного износа элементов подвески и покрышек. Два наиболее частых повреждения рамы – скручивание и сгибание вниз (иногда одновременно в бок). Отличие этих двух повреждений едва различимое, но важное с точки зрения ремонта. К сожалению, ремонт изгиба как скручивания или наоборот может вызвать дополнительные повреждения, которые будет сложно или невозможно устранить.
p, blockquote 16,0,0,0,0 –>
Скручивание рамы может произойти, если автомобиль с разгона попал в траншею. Один из главных симптомов скрученной рамы – автомобиль наклоняется вниз с одной из сторон. На фото ниже можно увидеть сильное скручивание рамы, глядя с задней части автомобиля. Одна сторона рамы смещается вниз, а другая вверх. При таком повреждении автомобиль может вести себя нестабильно, особенно на поворотах и на высокой скорости. Скручивание рамы обычно бывает только в её центральной секции. При этом повреждение может проявляться по всему кузову. После ремонта края рамы встанут на место, так как скрученная центральная секция их держала в неправильном расположении. Если не правильно диагностировать скручивание рамы и править её неправильно расположенные отдельные части, то можно только усугубить повреждение.
p, blockquote 17,0,0,0,0 –> 
Другой вид деформации, когда одна из продольных балок смещена, то это влияет и на центральную секцию. Рама принимает форму параллелограмма. Такое повреждение может влиять на подвеску и, при движении, машина будет ехать под углом (передняя ось может не на одной линии с задней).
p, blockquote 18,0,0,0,0 –>  Перекос рамы может изменить положение подвески
Перекос рамы может изменить положение подвески
Измерение «геометрии» рамы должны выявить степень её повреждения. После понимания направления и степени смещения элементов рамы, рама закрепляется и применяется специальное вытягивающее оборудование для возвращения первоначальной формы. Используются гидравлика и цепи. Нужно избегать концентрированного воздействия в одно точку, подкладывая деревянные блоки, чтобы распределить усилие на большую площадь.
p, blockquote 19,0,0,0,0 –>
Рама имеет так называемую память. Металл стремиться возвратиться в первоначальное положение. Важно правильно «помочь» ему принять оригинальную форму и положение при помощи вытягивающих устройств. Неправильные действия при ремонте становятся причиной дополнительной деформации рамы и усложнения ремонта.
p, blockquote 20,1,0,0,0 –>
Главное правило при вытягивании в кузовном ремонте, которое относится и к раме – вытягивать в противоположном удару направлению и последовательности. Вытягивать деформацию нужно постепенно, с промежуточными измерениями расстояний между контрольными точками. Последовательность такая: вытягивать, удерживать в натянутом состоянии и продолжать вытягивание снова. Делайте перетяжку немного дальше оригинальных параметров, так как металл немного возвращается обратно после ослабления вытягивающего усилия.
p, blockquote 21,0,0,0,0 –>
Если рама не подвергалась термической обработки на заводе, то возможно нагреть поврежденный элемент для облегчения процесса выправления. При использовании нагрева металл должен остывать естественным путём.
p, blockquote 22,0,0,0,0 –>
Как правильно резать раму?
Треснула рама
Всегда старайтесь понять и определить причину возникшей трещины.
p, blockquote 23,0,0,0,0 –> 
Частая причина трещин в раме, особенно грузовиков – усталость металла. Так происходит из-за циклических погрузок и разгрузок. Часто трещины возникают в нижней части балок, так как она часто находится под наибольшим напряжением.
p, blockquote 24,0,0,0,0 –>
Усталость является поведением материала, когда подвергаемый циклическим нагрузкам материал может дать трещину. Усталость – это когда Вы что-то сгибаете несколько раз, до момента, когда материал сломается. Каждый материал имеет предел эластичности.
p, blockquote 25,0,0,0,0 –>
Трещины могут быть отремонтированы сваркой, зачисткой до плоского состояния и последующей приваркой усиливающей пластины (см. ниже).
p, blockquote 26,0,0,0,0 –>
Не приваривайте заплату прямо на трещину, не заварив её по правилам.
p, blockquote 27,0,0,0,0 –>
Сварка рамы автомобиля
p, blockquote 28,0,0,0,0 –>
- После завершения сваривания, весь излишний металл шва должен быть отшлифован до плоского состояния.
- Если приваривается новая секция к раме, нужно проверить расстояние между контрольными точками.
- При сварке двухслойной рамы, во время соединения рамных балок, оба слоя (внутренний и внешний) должны быть сварены в разных местах, с минимальным расстоянием швов в 30 cм.
- Усиливающая накладка приваривается при ремонте трещины или при соединении двух частей рамы, дополнительно к основному сварочному шву (см. «усиление рамы» ниже).
Сварка рамы из высокопрочной стали
Усиление рамы
После сварки шов на раме необходимо усилить.
p, blockquote 29,0,0,0,0 –>
Есть два типа усилений – вставка профильного усилителя внутрь (или снаружи) или укрепляющая накладка. Каждый тип усилителя предлагает разную степень прочности. Выбор метода усиления должен осуществляться из того, что лучше подходит для конкретной рамы и расположения места ремонта.
p, blockquote 30,0,0,1,0 –>
Все усилители должны быть сделаны из одного и того же металла, той же толщины, что и рама. Если рама из высокопрочной стали, то и усилитель должен быть из высокопрочной стали.
p, blockquote 31,0,0,0,0 –>  Заводская усиливающая накладка
Заводская усиливающая накладка
Усиливающие накладки используются на рамах чаще всего. Они распределяют напряжение (от нагрузки) на большую площадь. Нет смысла использовать накладку из более толстого металла, так как она не будет гнуться так же, как остальная часть рамы, из-за чего может появиться трещина.
p, blockquote 32,0,0,0,0 –>
На усиливающих накладках и профильных усилителях не должно быть сторон, проходящих поперёк балок рамы. При приваривании усилителя швы должны проходить наискосок и вдоль балок рамы.
p, blockquote 33,0,0,0,0 –>
При изготовлении усиливающих накладок, лучше сделать их форму ближе к овальной или со скошенными закруглёнными углами. Такая форма позволит минимизировать появление зон концентрации напряжения в швах, из-за которых возникают трещины. Если усиливающая накладка будет иметь скошенные углы, то не нужно приваривать её боковые концы полностью, так как эти места наиболее подвержены к концентрации напряжения. Лучше продолжить шов в продольном направлении в сторону от конца присоединения примерно на 5 см до того, как остановить шов (см. фото). Это предотвратит появление трещин в этих местах. Чтобы под накладку в этот зазор не попадала вода, нужно его замазать шовным герметиком.
p, blockquote 34,0,0,0,0 –> 
Просверливание отверстий в накладках позволяет получить дополнительную поверхность для сваривания. Можно просверлить одно большое отверстие посередине.
p, blockquote 35,0,0,0,0 –>
Хорошее правило для размера усиливающей накладки – длина = 2 высоты рамы.
p, blockquote 36,0,0,0,0 –>  Профильные усилители рамы. Разрез по середине на рисунке сделан для визуализации структуры конструкции.
Профильные усилители рамы. Разрез по середине на рисунке сделан для визуализации структуры конструкции.
Базовые типы профильных усилителей:
p, blockquote 37,0,0,0,0 –>
- Усилитель в виде «L» должен быть использован в местах с максимальной нагрузкой, в нижней части балки рамы, где изгиб верхней части рамы не проблема. Они могут быть помещены внутрь или снаружи продольной балки рамы. Это достаточно универсальный усилитель. Однако, установка такого усилителя может быть ограничена конфигурацией рамы.
- Усилитель в виде перевёрнутой «L» также может быть использован внутри или снаружи балки рамы. Его установка рекомендуется там, где максимальная нагрузка передаётся на верхнюю часть балки рамы (к примеру, у самосвала в поднятом состоянии). Этот тип усиления можно устанавливать в местах, где запрещено использовать предыдущий усилитель в виде «L», где верхний фланец подвергается прогибу.
Каждый край профильного усилителя должен быть скошен на угол 45 градусов, чтобы распределить концентрированное напряжение.
p, blockquote 38,0,0,0,0 –>
Профильные усилители могут использоваться в полную длину или локально и могут устанавливаться внутри или снаружи балок рамы. Два главных недостатка таких усилителей – добавочный вес и дополнительное время для установки. Также может быть сложным поместить такие усилители внутри или поверх существующей балки ввиду производственных допусков, из-за поперечин или кронштейнов на раме.
p, blockquote 39,0,0,0,0 –> p, blockquote 40,0,0,0,1 –>

Ремонт рамы это довольно распространенная задача. Повреждения бывают разные, в зависимости от характера, это и трещины (довольно частое явление), и складки и деформация.
Часто при серьезных ДТП, поведенную раму очень сложно восстанавливать и нецелесообразно. Но в большинстве случаев повреждения выражаются в трещинах или рама лопается. Такие повреждения можно благополучно отремонтировать. Но важно соблюсти технологию ремонта, так как конструкция рамы работает в тяжелых условиях, очень сильные нагрузки на скручивание.
Процесс ремонта рамы
Важно:
- варить нужно полуавтоматом,
- избегать перегрева,
- обязательно разделывать швы,
- проваривать корень шва.
Прежде чем начать ремонт, нужно тщательно произвести осмотр рамы на наличие трещин. Для внутреннего осмотра подходит видео-эндоскоп. Если нет специализированного, можно приобрести USB-эндоскоп, который работает с ноутбуком или смартфоном.

Для ремонта нужно обеспечить доступ к месту повреждения, при необходимость демонтировать части мешающие в процессе работы. Лучшем методом будет освобождение рамы от всего навесного оборудования и элементов, чтобы уменьшить нагрузку. Если трещины разошлись, их нужно предварительно свести с помощью домкратов и обязательно промерять диагональные контрольные точки автомобиля. Разница расстояний не должна превышать 5 мм. Если будут отклонения, тогда на стапеле нужно тянуть раму.
Правка рамы, в том числе и в местах трещин производится в холодном состоянии кувалдой и молотками, с помощью оправок и поддержек.
На грузовиках и полуприцепах раму правят с помощью пневмо или гидро оборудования.
Трещины устраняются заваркой и клепкой усиливающих накладок.
Главная особенность в подготовке к сварке:
- определение видимого конца трещины (с помощью лупы);
- засверливание конца трещины (перед сверлением накернить центр под отверстие на расстоянии 5 — 10 мм от видимой границы трещины по линии её направления; сверлить сверлом диаметром 5-6 мм);
- разделка кромок под улом 90 градусов на глубину 2/3 толщины металла детали, плазменным резаком, если нет, можно болгаркой, но это дольше.
- зачистка кромок трещины шириной 20 мм (стальная щетка или электрошлифовальная машинка).
Трещины на лонжеронах устраняются:
- заваркой и установкой наружной или внутренней усиливающей коробчатой накладки на заклепках;

- заваркой трещины и приваркой усиливающей треугольной накладки;
- заваркой трещины и приваркой усиливающей накладки из угловой стали;
- продольные трещины или пучок трещин на вертикальной стенке устраняется вырезкой поврежденного участка и приваркой вставки в виде ромба;




Перед установкой накладки, шов нужно зачищать заподлицо с основным металлом.
Подготовка к сварке
Если нет возможности проварить корень, то за сварку рам лучше не браться.

- Первый проход проварка корня: ток 100 А проволока Св08 1,2мм газ смесь Ар + СО2 20% короткими валиками с лева на права поперек трещины с прерыванием дуги и не перегревая металл, но с образованием обратного валика.
- Второй и третий проход ток 110 А точно так же, но валики должны быть тонкие и перекрывать друг друга.
- Четвёртый проход ток 120 А валик во всю ширину разделки с небольшим заходом на основной металл, валики плотные и в зависимости от теплопотерь можно сплошным швом, но не перегревая металл (3-5 валиков и прерывание дуги).
- Пятый валик перекрывает в каждую сторону минимум варится так же но без прерывания дуги. Шов получается широкий выпуклый довольно ровный.
Вертикал варится только с верху вниз. Если клиент просит скрыть следы сварки, то пятый валик не варится.
Каждый случай сварки рам очень индивидуальный.
Большие швы за раз варить не стоит, так как в зоне термического воздействия метал закалиться и станет хрупким при деформации.
На фото раму уже делали, шов отвратительный. Пришлось переделывать.


Были разделаны швы под 90 градусов, там где VIN, пришлось просверлить отверстия, это для того, что бы снять напряжение, так часть трещины нельзя заварить, а если не делать отверстия, то от напряжения метала, трещина пойдет снова по сварке.

Швы были заварены по технологии выше.

Нужна ли накладка на раму?
В ремонте, что предоставлен выше, накладка не потребовалась. Лишний сварной шов не на пользу конструкции. Накладки применяются в случае, если нужно усилить раму, где уставший металл, и много вертикальных трещин. Накладки виде ромба или эллипса лучше вваривать, а не приваривать внахлест.
Для накладок и заплаток нужно брать такую же сталь из чего сделана рама.
Марки стали рам для автомобилей.
| Детали | ЗИЛ-130 | ГАЗ-53А | МАЗ-5335 | УАЗ-469 |
|---|---|---|---|---|
| Лонжероны | 30Т или 14Г2АФ | 25 | 19ХГС | 25 |
| Поперечены | 20, 08 или 14Г2 | 25, 08кп или 12ГС | 19ХГС или14ХГС | 20кп или 08 |
| Буфер | 20 | 25 | 08 или 20кп | |
| Буксирный крюк | 35 | 40 | 45 | 35 |
Для ремонта рам иномарок лучше брать металл от «донора».
Обработка рамы после ремонта
После проварки всех повреждений, раму нужно обработать. Закрыть металл от агрессивной среды. Для этого раму моют, отчищают «пескоструйкой» или металлическими щетками. Обезжиривают, грунтуют и красят, лучше обработать антигравием «Раптор» или защитным покрытием Line-X.
Цена ремонта рамы автомобиля
Цена ремонта зависит от многих факторов. И все зависит от места повреждения, цена существенно уменьшается если удастся произвести ремонт без демонтажа кузова, но в большинстве случаев кузов необходимо демонтировать. На что тратится большое количество времени.
3 комментария к “Ремонт рамы — как правильно?”
Все так просто? В чем тогда сложности? А в том, что для диагностики и ремонта рамы необходимо специализированное и дорогостоящее оборудование, суммарная стоимость которого превышает 100 тыс. евро, а специалистов, обладающих навыками работы на таком оборудованием на всю Украину всего несколько десятков.
Бля, вот же вы уроды! Вы чужой опыт выкладываете и статьи с форумов срставляете. Гандоны.
Источник