- Как заварить глушитель холодной сваркой: можно ли заделать дырку?
- Ищем причину
- Применение
- Выбор
- Тонкости ремонта глушака автомобиля: можно ли замазать или заделать дырку?
- Восстановление масштабных повреждений
- Другие способы
- Лужа под выхлопной трубой
- Сварка выпускного коллектора
- Выпускной коллектор: причины выхода из строя и обслуживание
- Сварка чугунного выпускного коллектора
- Сварка коллектора из нержавейки
- Холодная сварка при ремонте выпускного коллектора
- Заключение
Как заварить глушитель холодной сваркой: можно ли заделать дырку?
Глушитель относится к уязвимым частям автомобиля. О появлении трещины, прогара, иной неплотности хозяина авто известит характерный резкий звук. Восстановление целостности газоотвода не терпит отлагательства: процесс разрушения имеет тенденцию ускоряться. Выход под рукой – холодная сварка для глушителя.
Ищем причину

Что влияет на преждевременный выход из строя труб глушителя:
- Температурный режим выхлопных газов на входе в принимающие патрубки коллектора, именуемые автовладельцами штанами, близок к 1000 0 С;
- Некачественное топливо и последствия: продукты неполного сгорания;
- Конденсация влаги;
- Внешние механические повреждения.
Осмотр при заглушённом двигателе на эстакаде обычно сразу даёт результат. Отклонения в цвете, следы потёков – сигнал к скрупулёзному поиску отверстия. Демонтаж и основательная ревизия поверхности глушителя, патрубков дадут возможность предупредить катастрофические разрушения целостности металла и гофр.
Если площадь дырки не превышает размера булавочной головки, смело берёмся за ремонт собственными силами. Дыра размером более монеты, продольная трещина потребуют большего внимания.
Но для умельца нет преград. И с этой бедой справимся, усилив холодную сварку подложкой. Прореха на приёмной трубе коллектора требует немедленных мер, пока она мала. Прозевали – всё равно обойдёмся без автосервиса.
Применение
Клеящие герметики или холодная сварка на основе эпоксидных смол годятся для устранения течи бензобака, восстановления радиатора. Найдётся и для горячего глушителя средство, не боящееся температурной агрессии.
- однокомпонентные составы, готовые к применению после разминания;
- двухкомпонентные жидкие составы;
- двухкомпонентные пластилинообразные;
- высокотемпературные составы.
[stextbox термостойкие клеи способны выдержать тепловые нагрузки 200–1400 0 С, повышение температуры в период полимеризации упрочняет смесь.[/stextbox]
Клеящие составы, рекомендованные для восстановления выхлопной системы, переносят без последствий вибрацию, ударные нагрузки и напряжения. Обладают диффузионной адгезией к стали и чугуну.
Меры предосторожности обусловлены токсичностью составов:
- Естественная вентиляция помещения;
- Работы производить в резиновых перчатках;
- Смешивание компонентов проводить в неметаллической ёмкости непищевого назначения;
- При попадании на кожу, смыть с мылом.
Выбор
Рекомендуем марку холодной сварки для глушителя автомобиля DONE DEAL термосталь 1400 С. Цифровое обозначение указывает на допустимую температуру. Компоненты: натрия силикат, синтетические волокна. Прочность соединению придаёт металлонаполнитель.
Титан выдержит без ущерба нагрев до 300 0 С. Поставляется в 2 видах: стержнем для разминания и раздельно – отвердитель и клей в разных баночках. По отзывам, достоинства превалируют. Стоит держать в запасе.
Abro Steel по температурным показателям уступает. Термоудар коллектора не выдержит. На глушителе послужит. Динамические нагрузки переносит, но с трудом. Не боится воды и агрессивных жидкостей. До полной полимеризации не нагревать.
Первичное схватывание холодной сварки занимает 5–20 минут. Точные цифры в инструкции. Исправления формы и заполнения допускаются до истечения срока высыхания поверхностного слоя. Через сутки герметик можно подвергать мехобработке.
Удаление излишков, испорченного герметика растворителями не всегда эффективно. Альтернатива – механическое срезание стамеской, спиливание напильником, электроинструментом.
Прочность – несомненное преимущество: холодная сварка для глушителя автомобиля без ущерба переносит механическую обработку, сверление, сохранит резьбовые канавки после метчика.
Тонкости ремонта глушака автомобиля: можно ли замазать или заделать дырку?
Если нет возможности заказать пескоструйную обработку глушителя и патрубков, места выхода газов зачищаются грубой наждачной бумагой, металлической щёткой с запасом по площади.
[stextbox проверить проблемные участки с активным ржавлением.[/stextbox]
Растворителем обезжиривается место ремонта.
Устранение малоразмерных трещин и отверстий:
- Продольные трещины засверливаются по краям сверлом Ø 3 для снятия внутреннего напряжения металла.
- Смешивание состава производится непосредственно перед герметизацией.
- Повреждения до Ø10 надлежит укрыть слоем 5–7 мм с опорой на целый металл 8 мм по периметру.
- Выдержать 4 часа, постепенно прогреть узел до рабочей температуры.
- Пузырение клеящего слоя сигнализирует о нарушении технологии подготовки поверхности. Требуется повторная очистка, обезжиривание, просушка и клейка.
- В малые отверстия выходного коллектора рекомендуется ввернуть саморез сквозь слой холодной сварки.
- Заплаты узлов, испытывающих давление, фиксируются хомутами для обеспечения механической прочности.
Восстановление масштабных повреждений
Прогоревшие участки глушителя восстанавливаются наложением заплат из нержавеющей стали с нахлёстом 30 мм на неповреждённый металл. Накладки засверливаются под Ø тела самореза. Последовательность операций:
- Удалить заусенцы, придать форму глушителя, зачистить накладку с внутренней стороны, обработать растворителем, просушить.
- Промазать герметиком края отверстия и заплаты с запасом.
- Наживить саморезы, внести под шляпки каплю холодной сварки, затянуть винты.
Устранение прогара трубы:
- Погоревший участок вырезается и удаляется, замена – труба большего диаметра.
- Подготовить поверхности, накладную трубу засверлить под саморезы с обеих сторон.
- Нанести холодную сварку на смежные участки, соединить.
- Зафиксировать равномерно саморезами с герметизацией шляпок и стыков труб.
Особенности ремонта теплообменников и жаростойких труб, испытывающих давление:
- Подготовка ремонтного участка.
- Обрезать и выгнуть по диаметру трубы накладку из нержавейки с нахлёстом 20 мм.
- Состав наносится на обе части.
- Закрепить накладку хомутами с натяжением.
- Мелкие трещины рекомендуется усилить плотным бандажом из стальной проволоки поверх клея.
Другие способы
Как одну из мер восстановления целостности кожуха глушителя без применения холодной сварки используют стеклоткань. Бандаж из слоёного материала защитит обширные участки ветхого глушителя. Скрепит слои ткани между собой и удержит на кожухе эпоксидный клей на основе силикатов.
Термолента несёт на одной стороне клеевой состав. Первичная прочность достаточна. Многослойная обмотка после смачивания приобретает свойство небьющейся керамики.
Лужа под выхлопной трубой
Глушитель не виноват. Причин капели несколько:
- Низкосортное топливо – почувствуете падение тяги;
- Конденсат, выпадающий при остывании системы выхлопа, зимой процесс протекает активнее. Горячие газы плавят и выносят застывший конденсат.
Явление неприятное, чревато ржавчиной внутри глушителя, но с законами природы не поспоришь.
[stextbox вы хотите узнать больше об использовании холодной сварки, то на нашем сайте есть статьи по темам:
Источник
Сварка выпускного коллектора
Одной из составных частей ДВС является выпускной коллектор. В процессе эксплуатации он изнашивается. Такое характерно для автомобиля с любым пробегом. Причин для образования трещин немало: от заводского брака, некорректной сборки до динамического разрушения. При выходе детали из строя не спешите запчасть менять. Многие автосервисы специализируются на сварке выпускных коллекторов. Имея сварочный аппарат в гараже, можно реставрировать деталь своими руками. Сделать это можно несколькими методами. Коллектор производится из нержавеющих труб или чугуна. Сварке поддаются оба сплава, но любая технология со своими нюансами. Специалисты готовы поделиться опытом.

Выпускной коллектор: причины выхода из строя и обслуживание
В зависимости от марки машины и типа двигателя, на двигатель устанавливаются модели различных модификаций. Их можно разделить на две группы:
- цельнометаллические, они обычно делаются методом литья из чугуна;
- трубчатые, для их производства используются нержавеющие трубы различного диаметра.
К блоку ДВС коллекторы крепятся на фланцы. При каждом такте в камеру поступают под давлением отработанные газы. Их температура достигает 900 градусов. Понятно, что деталь, работая в таком режиме, способна сломаться.
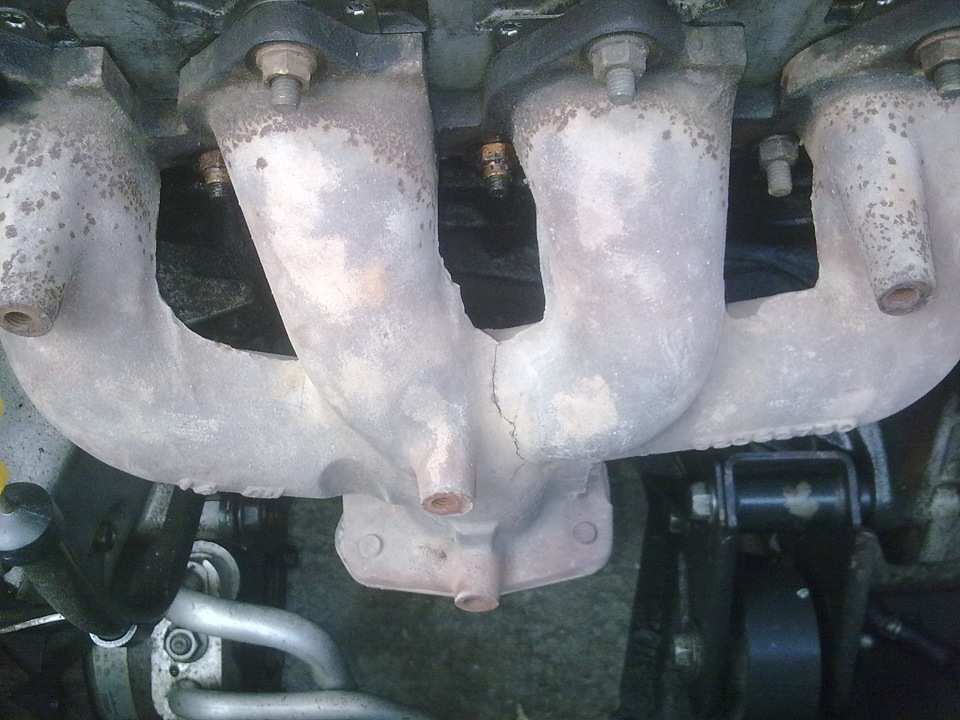
Нарушение герметичности выпускного коллектора – самый сложный дефект. Возможные ситуации:
- прогорает одна из труб;
- от динамической нагрузки появляются трещины на коллекторе;
- полностью отламывается патрубок.
Все эти повреждения – проблема. Для многих автомобилей процедура замены детали затягивается на месяцы – «родные» запчасти иногда приходится заказывать.
На многих СТО их восстанавливают. Сварка коллекторов в зависимости от их модификации производится методами горячей, холодной или аргоновой сварки. Работы производят разным типом оборудования, с использованием электродов или присадочной проволоки. Реставрацией можно заняться во дворе дома или гараже. Как заварить выпускной коллектор самостоятельно? Рассмотрим подробно каждый из методов.
Сварка чугунного выпускного коллектора
Температурная обработка высокоуглеродистого сплава связана с определенными трудностями:
- углерод при термическом воздействии выгорает, металл становится рыхлым;
- у чугуна высокий коэффициент текучести;
- при быстром охлаждении, из-за внутреннего напряжения, литье начинает трескаться, становится белесым, это говорит об изменении структуры сплава.
Сварка выпускного коллектора из чугуна под силу стажистам. Новичкам лучше не браться за реставрацию детали автомобильного двигателя, или сначала нужно потренироваться на бросовых изделиях из чугуна. До недавнего времени за ремонт чугуна сварщики не брались. Шов получался с большим содержанием окалины, в зоне разогрева металл трещал. После появления специальных медесодержащих электродов, позволяющих снижать температуру в ванне расплава до +120°С, появилась возможность создавать прочные соединения.
Горячий и полугорячий способы принципиально не различаются. Трещина наплавляется медесодержащими присадками при предварительном прогреве детали. При горячем, деталь разогревают в печи до температуры +600°С, появляется малиновый отлив. Он заметен при затенении. После этого приступают к сварке. Чтобы деталь быстро не остывала, ее периодически прогревают паяльной лампой. При полугорячем способе деталь разогревают в пределах +300°С. Получается ровный шов. Очень важно поддерживать температуру во время охлаждения. Если глубина трещины большая, ее:
- предварительно разделают на всю глубину;
- края рассверливают с обеих сторон;
- кромки сглаживают под углом 30°.
Делают многослойное соединение. Каждый шов обязательно проковывается, длина проходки не более 3 см. Швы для надежности соединения делают перпендикулярно. При электродуговой сварке используют электроды марки ЦЧ-4.
Холодный способ не предусматривает предварительной подготовки. Трещина наплавляется в температурном режиме до 200°С. Для работы используют специальные электроды ОЗЧ-6, ОЗЧ-2.
Прочность на излом у холодного соединения ниже. Для ответственных соединений (когда патрубок выходного коллектора отломлен полностью) лучше брать электроды МНЧ-2. При газовой сварке полуавтоматом применяют медную присадочную проволоку.
Сварка коллектора из нержавейки
Трубчатые комплектующие обычно прогорают в местах изгибов. Сложности работы с нержавейкой:
- легированные сплавы в области рабочей зоны подвержены температурной деформации;
- никель, хром, другие компоненты при нагреве активно окисляются, это пагубно сказывается на качестве шва.
Для устранения дефектов применяется метод аргоновой сварки. Защитная атмосфера оберегает металл от окисления, из-за обдува меньше прогревается область, граничащая с рабочей зоной. Необходимо учитывать, что теплопроводность нержавейки ниже, чем у черных низкоуглеродистых сплавов. Нужна небольшая сила рабочего тока, она подбирается экспериментально. Важно соблюдать скорость образования шва. Металл варится большими проходами, чтобы не возникало межкристаллической коррозии в области соединения. Режим работы зависит от используемого оборудования.
- используя универсальный инвертор, для аргоновой сварки в режиме CD/АС TIG применяют тугоплавкие вольфрамовые электроды;
- для ручной электродуговой сварки нужны жаростойкие присадки марки ММА с рутиловым покрытием;
- для полуавтоматов выбирают проволоку по нержавейке, шов получается плотным, не требующим дополнительной обработки.
Холодная сварка при ремонте выпускного коллектора
Небольшие дефекты заделывают с использованием специальных клеевых составов, называемых «холодной сваркой». До нанесения смеси ремонтируемую зону необходимо обезжирить. Пользоваться клеями следует строго по инструкции. Тогда получается заплата, по физическим свойствам схожа с металлом. Такой метод удобен для устранения трещин и прогаров в труднодоступных местах. Клей – лишь временная мера устранения поломки. Под большой нагрузкой горячих отходящих из цилиндров газов латанная комплектующая долго не простоит. Клеевой состав не рассчитан на динамические нагрузки, зато отлично выносит статические. Перед приобретением клея важно изучить его характеристики.
Заключение
При сбоях в работе двигателя обязательно проверяют целостность выходного коллектора. Это – наиболее уязвимая деталь, эксплуатируемая в агрессивной среде под большим давлением. При обнаружении дефекта оцените, сможете ли произвести ремонт детали самостоятельно. Не имея опыта, за такую ответственную работу лучше не браться, доверить реставрацию специалисту.
Источник