Индивидуальным методом
Индивидуальный метод ремонта применяется в тех случаях, когда на ремонтное предприятие поступает мало однотипного оборудования. При индивидуальном методе ремонта машину или механизм ремонтирует одна комплексная бригада, состоящая из рабочих высокой квалификации.
Индивидуальный метод ремонта имеет следующие недостатки:
1) отсутствует специализация ремонтных работ и ограничена возможность внедрения механизации, что значительно снижает производительность труда;
2) оборудование длительно находится в ремонте, так как готовые детали простаивают, пока все детали не будут отремонтированы;
3) требуется высокая квалификация рабочих.
Особенность индивидуального метода ремонта заключается в том, что сборочные единицы и детали машины в процессе ремонта не обезличиваются и заказчик получает ту же машину, которую сдал в ремонт.
На рис. 8.2 представлена схема технологического процесса ремонта оборудования агрегатным методом. При агрегатном ремонте все детали, сборочные единицы и агрегаты машины обезличиваются, за исключением базовой детали. Наличие склада оборотных агрегатов, постоянно пополняемого отремонтированными обезличенными агрегатами поступающего в ремонт оборудования, позволяет начинать сборку машин немедленно после ремонта базовой детали.
При агрегатном методе ремонта должно соблюдаться следующее неравенство:

Следовательно, tп = 0. Естественно, что длительность ремонта в этом случае значительно сокращается.
Агрегатный метод ремонта обычно применяют в ЦБ ПО и на специализированных ремонтных заводах, т.е. когда на ремонт поступает значительное количество однотипного оборудования.
Организация ремонта оборудования для бурения скважин и нефтегазодобычи агрегатным методом должна быть такой, чтобы заказчик получал отремонтированную машину в кратчайший срок.
 Основными преимуществами агрегатного метода ремонта являются:
Основными преимуществами агрегатного метода ремонта являются:
1)специализация рабочих по отдельным видам работ, что повышает производительность труда;
2)более совершенная технология ремонта с использованием специального технологического оборудования и оснастки;
3)широкое внедрение механизации работ;
4)улучшение качества и снижение стоимости ремонтных работ;
5)сокращение продолжительности ремонта.
Недостаток агрегатного метода ремонта — необходимость в оборотном фонде агрегатов.
Разновидностью агрегатного метода ремонта является так называемый узловой метод, который часто применяется при ремонте оборудования непосредственно на месте эксплуатации. В этом случае изношенная сборочная единица заменяется отремонтированной на базе производственного обслуживания. По такому методу обычно ремонтируют тяжелое оборудование, транспортировка которого затруднена.
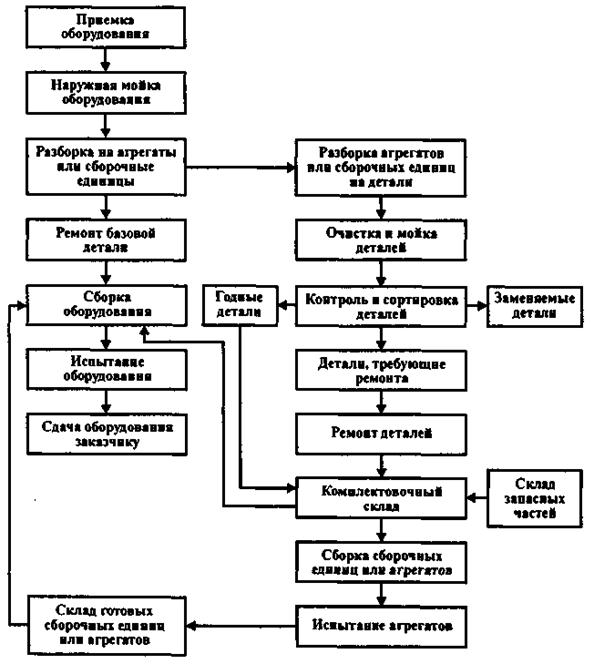
Рис. 8.2. Схема технологического процесса ремонта оборудования агрегатным методом
Непременным условием осуществления агрегатного метода ремонта является снабжение ремонтного предприятия оборотным фондом агрегатов, что обеспечивает возможность немедленной сборки ремонтируемых машин после ремонта базовой детали.
Потребность ремонтного предприятия в оборотном фонде агрегатов определяется из следующей зависимости:
где Апотр — необходимое количество оборотных агрегатов, шт; tа -продолжительность ремонта агрегата (от разработки до сдачи заказчику), сут; t6 — продолжительность ремонта базовой детали, сут; kо — число одноименных агрегатов в одной машине, шт.; пд — суточная программа выпуска машин ремонтным предприятием, шт.
Подсчитывать потребность в оборотном фонде необходимо для каждого вида агрегатов.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Индивидуальный метод ремонта
Лекция № 3 Сдача погрузочно-разгрузочных машин в ремонт
Цель лекции: Изучение операций связанных со сдачей погрузочно-разгрузочных машин, агрегатов и узлов в ремонт, комплектностью сдаваемой в ремонт машины и ознакомление с оформлением составления приемо-сдаточного акта.
Погрузочно-разгрузочные машины, агрегаты и узлы поступающие в ремонт должны соответствовать условиям на сдачу в капитальный ремонт, а также иметь установленную комплектность и необходимую документацию (технический паспорт, сопроводительный лист, наряд на ремонт и др.)
Перед отправкой в ремонт порт (организация) проверяют техническое состояние погрузочно-разгрузочных машин и тщательно очищают ПРМ и оборудование от грязи. Самоходные погрузочно-разгрузочные машины сдают в ремонт как правило на ходу. Двигатели и другие агрегаты и оборудование сдают в ремонт без жидкой смазки. На ремонтное предприятие ПРМ доставляет предприятие собственник машины, агрегата или оборудования.
Погрузочно-разгрузочные машины, агрегаты и узлы сдает в ремонт ответственный представитель порта (организации), а принимает приемщик ремонтного предприятия, которому предоставляется право вскрывать для проверки любой агрегат ПРМ в присутствии представителя сдающего машину в ремонт. На принятые в ремонт погрузочно-разгрузочные машины, агрегаты и узлы составляют приемо-сдаточный акт, один экземпляр которого выдают порту (организации) сдающей в ремонт. В тексте приемо-сдаточного акта на приемку погрузочно-разгрузочных машин, агрегатов и узлов перечисляют все отсутствующие детали, а также детали отремонтированные способами исключающими возможность их ремонта и восстановления, стоимость новых деталей устанавливаемых взамен этих порт (организация) оплачивает сверх преискурантной стоимости ремонта ПРМ
Принятые машины, оборудование, агрегаты и узлы направляют на склад ремонтного фонда или непосредственно в цехи для ремонта.
Подготовка погрузочно-разгрузочных машин к сдаче в ремонт заключается прежде всего в составлении описи технического состояния машины. Эта опись должна содержать указание, какой ремонт (средний, капитальный) должна пройти машина и какой ещё дополнительный ремонт должен быть произведён ремонтным предприятием.
При сдаче в капитальный ремонт машина должна быть укомплектована всеми деталями, узлами, канатами, металлоконструкциями, имеющими неисправности в результате естественного износа при нормальной эксплуатации. Одновременно с поступлением машины на ремонтное предприятие должны быть представлены следующие документы: наряд-заказ; технический паспорт машины; шнуровая книга (на машины, состоя-щие на учете в дорожной инспекции котлонадзора); инструкции и чертежи, находящиеся при машине.
Организацию ремонта погрузочно-разгрузочных машин можно в значительной мере улучшить за счет широкого использования методов сетевого планирования и управления (СПУ). На железнодорожном транспорте методы СПУ эффективно применяются при ремонте подвижного состава. В результате этого сокращается время нахождения машин в ремонтах и достигается строгое соблюдение технологической дисциплины как при выполнении отдельных операций, так и всего технологического процесса.
Агрегатный метод ремонта
Наибольший эффект в проведении капитального ремонта агрегатным методом обеспечивается при восстановлении погрузочно-разгрузочных машин, состоящих из отдельных, конструктивно законченных блоков, детали которых имеют сравнительно одинаковые сроки службы. Изношенные агрегаты таких машин заменяются при незначительных затратах ручного труда. Длительность простоя машин в ремонте сокращается настолько, что на этот период ремонта не требуется вводить в эксплуатацию дополнительные машины. Ремонт погрузочно-разгрузочных машин в условиях механизированных дистанций или дорожных мастерских проводится двумя методами: индивидуальным и обезличенным.
Индивидуальный метод ремонта
При индивидуальном методе ремонта детали, узлы, агрегаты после демонтажа машины восстанавливаются и затем вновь монтируются на ту же машину. В наибольшей степени этот метод характерен для текущего ремонта, так как ограниченный объем ремонтных работ не всегда целесообразно осуществлять с заменой целых узлов или агрегатов. Обычно время простоя машины в ремонте при этом методе определяется сроком восстановления всех ее деталей.
Для приемки машин, поступающих с завода-изготовителя или завода по капитальному ремонту, в эксплуатирующих организациях создается постоянно действующая комиссия. Состав комиссии утверждает руководитель организации.
По прибытии новой машины комиссия производит наружный осмотр машины и отгруженных с ней мест, проверяет наличие пломб. При обнаружении повреждений или отсутствии пломбы составляется акт с предъявлением претензий транспортирующей организации. После наружного осмотра проверяется комплектность поставки с учетом наличия эксплуатационной и ремонтной документации, а также техническое состояние машины. При некомплектности машины или наличии неисправностей составляется акт-рекламация и предъявляется заводу-изготовителю (ремонтному заводу) для устранения обнаруженных отклонений от технических условий за счет поставщика. В конце приемки машины составляется приемосдаточный акт по соответствующей форме
1. Основные требования по сдаче ПРМ в ремонт
2. Обязанности ответственного представителя порта
3. Подготовка погрузочно-разгрузочных машин к сдаче в ремонт
Источник
Индивидуальный метод ТР
Сущность метода –агрегаты, снятые с автомобиля, не обезличиваются, их ремонтируют, а затем устанавливают на тот же автомобиль, т.е. автомобиль ожидает окончания ремонта снятого с него агрегата
Условие –высокая специализация исполнителей и механизация ремонтных работ, а так же четкая организация снабжения запасными частями
Периодичность –проводится по потребности
Перспективность –может применяться на производственных участках или в случае, когда несложный ремонт будет быстрее выполнен, без демонтажа, непосредственно на самом автомобиле
Преимущества:
а) сохраняется взаимная проработанность деталей и их первоначальная взаимосвязь;
б) сохранять принадлежность восстанавливаемых агрегатов, узлов и механизмов;
в) более высокое качество ремонта
Недостатки:
а) значительно усложняется организация ремонтных работ;
б) продолжительный простой автомобилей в ремонте.
Распределение рабочих по постам, специальностям, классификации и рабочим местам
Так как трудоемкость выполняемой работы очень мала, то на всех трех рабочих местах работает всего один человек
| Лист |
2.7 Выбор технологического, диагностического оборудования и оснастки
| Оборудование | Количество | Габаритные размеры | Занимаемая площадь |
| Воздушно тепловые завесы | — | — | |
| Механизм открывания подъемный ворот | — | — | |
| Слесарный верстак | 800Х1500 | 4,8м 2 | |
| Канавный подъемник | 600Х1000 | 0,6м 2 | |
| Тележка для снятия установки колес автомобиля | 500Х1500 | 1,5м 2 | |
| Гайковерт | 700х1200 | 1,68м 2 | |
| Стеллаж для деталей | 800х2500 | 4м 2 | |
| Переходный съемный мостик | — | — | |
| Колонка для подкачки шин | 700х1200 | 1,68м 2 | |
| Конторский стол | 700х1200 | 1,2м 2 | |
| Маслораздаточная колонка | 800х1500 | 1,2 м 2 | |
| Механизм открывания распашных ворот | — | — | |
| Воронка для слива масла | — | — | |
| Бак для сбора масла | 600х800 | 1,2м 2 | |
| Барабаны с самонаматываюмищимися шлангами для раздачи масел | 400х800 | 0,32м 2 |
| Лист |
2.8 Расчет производственной площади
Где, Fa — площадь, занимаемая одним автомобилем, м 2 ;
Кпл — Коэффициент занимаемой площади.
Разработка технологической (постовой или операционной) карты
Технологическая карта
Разборка генератора Г250-1Г
Содержание работ: разборка генератора
Трудоемкость работ: 0,01 чел-ч.
Специальность и разряд каждого: слесарь 2-разряда_______________
| Наименование операций, переходов и приемов (для операционных карт) | Место выполнения операции | Число мест или точек обслуживания | Специальность и разряд | Оборудование и инструмент | Трудоемкость, чел-ч. | Технические условия и указания |
| Отсоединение провода | — | 0,01 | — | |||
| Отворачивание шпилек, болтов крепления и гаек | Гаечный ключ | 0,01 | — | |||
| Снятие перемычки | Гаечный ключ | 0,01 | — | |||
| Отворачивание винтов крепления | Гаечный ключ | 0,01 | — | |||
| Снятие тягового реле | — | 0,01 | — | |||
| Изъятие деталей | Гаечный ключ | 0,01 | — |
Разработка приспособления на объект проектирования
Съемник универсальный для снятия подшипников генератора.При ремонте и обслуживании автомобиля для демонтажа таких деталей как подшипники используют съемник подшипников. Этот инструмент позволяет аккуратно изымать подшипники с генераторов.
| Лист |
Выполнено это устройство в виде стержня с резьбой и двумя-тремя крюкообразными захватами (некоторые могут загибаться в разные стороны).
Такая конструкция позволяет ему жестко зацеплять детали автомобильных механизмов с целью выпрессовки (снятия) или запрессовки (посадки) подшипников, проведения демонтажа шкивов и втулок, фланцев и шестеренок, зубчатых передач или коленчатых валов, и даже железнодорожных колес и гребных винтов.
Этот агрегат считаю полезным для электротехнического участка. Был выполнен его чертеж
Охрана труда.
Техника безопасности (ТБ), производственная санитария и противопожарные мероприятия на объекте проектирования.
Операции по техническому обслуживанию (ТО) и ремонту автомобилей можно выполнять только в специально оборудованных или обозначенных постах.
Оборудование постов должно быть в исправном состоянии и отвечать требованиям ТБ. Рабочие места и посты в зонах для ТО должны обеспечивать безопасные условия труда для работающих.
Требования, предъявляемые к оборудованию и приспособлениям.
Прежде всего оборудование и приспособления должны быть чистыми и исправными. Управление оборудованием должно быть удобным и легким. Поворотные стенды должны иметь фиксирующие приспособления для установки стендов в удобное для работы положение. Передвижные стенды должны иметь надежные и исправные тормозные устройства колес.
| Лист |
Домкраты должны иметь устройства исключающие самопроизвольное опускание груза при снятии усилия с рычага и быть снабжены стопорами.
Для удобства работы, снижения утомляемости и повышенной производительности труда следует пользоваться различными пневматическими, гидравлическими и другими приспособлениями.
Источник