- Ремонт ротора
- Техническое обслуживание ротора
- Техническое обслуживание и ремонт ротора
- Онлайн помощник домашнего мастера
- Ротор электродвигателя – особенности конструкции и принцип работы устройства. Инструкция по ремонту и восстановлению
- Узлы электродвигателя
- Полноценное проведение диагностического осмотра мотора
- Ремонт
Ремонт ротора




![]()
При осмотре вынутого ротора проверяется, не ослабли ли клинья в пазах, нет ли на носиках и остальной поверхности роторных бандажей, на крайних клиньях в пазах и поверхности зубцов подгара или цветов побежалости, указывающих на местные перегревы, нет ли налета ржавчины у посадочных мест бандажных и центрирующих колец, указывающих на ослабление посадки и наличие контактной коррозии, не сместились ли роторные бандажи или пазовые клинья.
Поверхность бандажных и центрирующих колец и места изменения сечения вала ротора зачищаются до блеска, осматриваются с помощью лупы и проверяются цветной дефектоскопией с целью обнаружения трещин. Проверяется крепление вентиляторов. Трещины на вентиляционных лопатках обнаруживаются легкими ударами молотка. Лопатки, имеющие трещины, издают дребезжащий звук.
Измеряются глубина выработки и «бой» контактных колец. Проверяется надежность крепления выступающих краев изоляции под кольцами и изоляции токоподводов. Изоляция очищается от пыли и покрывается лаком.
Проверяется состояние шеек и дисков уплотнения на валу. При наличии на зубцах, бандажных и центрирующих кольцах ротора трещин, подгаров, цветов побежалости, следов контактной коррозии бандажи подлежат снятию для более тщательного обследования и ремонта.
Если перед ремонтом из-за наличия выработки на кольцах наблюдались вибрация и искрение щеток, а также если замером, который следует произвести при вращении ротора валоповоротным устройством непосредственно перед выводом генератора в ремонт, будет обнаружен «бой» колец, равный 0,1 , мм, то кольца должны быть проточены и отшлифованы.
 |
 |
|
Проточка колец и дисков уплотнений на валу, производимая при вращении ротора валоповоротным устройством турбины, увеличивает время простоя турбоагрегата в ремонте. Для сокращения продолжительности ремонта проточку колеи и дисков на валу производят на отсоединенном от турбины генераторе при вращении ротора в собственных подшипниках при помощи передвижного
Для проточки колец или дисков устанавливается суппорт от токарного станка с поперечным и продольным перемещением. Обработка колец может производиться как резцом, так и закрепленным на суппорте вращающимся абразивным кругом.
Шлифовка колец производится при вращении ротора от турбины с частотой вращения 500—700 об/мин.
Уменьшение диаметра контактных колец по мере их срабатывания и проточки ввиду снижения при этом их механической прочности допускается до значения, указанного заводом-изготовителем.
Проточка дисков уплотнений на валу производится при наличии на их поверхности глубокой выработки и неровностей. Чаще всего такая необходи-
мость возникает после подплавления вкладышей. Проточка необходима также при конусности рабочей поверхности дисков, превышающей 0,05—0,07 мм.
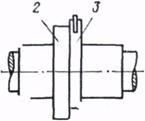
Обработку рабочих поверхностей дисков, имеющих сравнительно неглубокие выработку и неровности или небольшую конусность, целесообразно производить при помощи чугунной скобы-притира (рис. 6) с применением смеси карбида бора с керосином или наждачного порошка, а на заключительной стадии — пасты ГОИ. Ротор во время обработки вращается вало-поворотным устройством.
Роторы генераторов с водородным охлаждением проверяются на газоплотность. Для этого в центральное отверстие ротора со стороны колец вместо постоянной ставится временная заглушка с патрубком и газоплотным вентилем, через который в ротор подается сжатый воздух в смеси с фреоном, давление которого на 0,05—0,1 МПа больше рабочего давления в генераторе. Затем при помощи течеискателя ГТИ-3 убеждаются в отсутствии утечек через заглушку в торце вала со стороны турбины, через отверстия для токоведущих болтов и т. д. Газоплотность ротора считается удовлетворительной, если в течение 6 ч снижение давления не превысит 10 % начального.

В роторах с непосредственным водородным охлаждением обмотки с
самовентиляцией после очистки от пыли проверяют продуваемость их
вентиляционных каналов. Важность этой проверки определяется тем, что
ни электрическими испытаниями, ни по показаниям щитовых приборов ге-
нератора нарушение продуваемости каналов обнаружить практически не
возможно. Между тем нарушение продуваемости каналов может привести
к местному перегреву и повреждению меди обмотки.
Источник
Техническое обслуживание ротора
Первые 2-3 дня эксплуатации нового ротора необходимо особенно тщательно следить за температурой и уровнем смазки. Качество смазки надо проверять в течение всего времени эксплуатации ротора. Повышение температуры корпуса ротора выше 80° С недопустимо.
Менять масло и промывать ротор следует с заводской инструкцией. Если в маслянной ванне будет обнаружен раствор или грязь, то корпус ротора должен быть опорожнен и промыт0 после чего может быть восстановлена работа.
Если в процессе работы ротора наблюдаются рывки, чрезмерный нагрев, стуки или другие неполадки, то работа ротора должна быть прекращена. Ротор надо заменить другим или его следует отремонтировать, устранить дефекты, после чего повторить его опробование.
Уход за ротором в процессе эксплуатации заключается в следующем:
— Систематическая обмывка ротора снаружи и удаление раствора и грязи;
— проверка состояния стопорного механизма;
— осмотр вкладышей и зажимов ведущей трубы (защелки должны свободно перемещаться от усилия руки);
— проверка легкости вращения стола;
— крепление болтов и подтяжка гаек;
— смазка цепи трансмиссии и проверка состояния ограждения;
— проверка уровня и качества масла в картере.
Зубчатая передача и опоры ротора смазываются из общей ванны или маслянным насосом под давлением. Масло в картер заливают через отверстие, закрываемое пробкой. В пробку вставляют щуп с помощью которого определяют уровень масла в ванне. Менять масло и пополнять ванну необходимо в соответствии с заводской инструкцией. Карта смазки ротора приведена в таблице .
Таблица — Карта смазки ротора Р-560
| Место смазки | Период смазки | Указания по смазке | |
| лето | зима | ||
| Зубчатая коническая передача, главная опора | Масло индустриальное 50, И-50А ГОСТ 20799-75 | Масло индустриальное 12, И-12А ГОСТ 20799-75 | 22 л Пополнение ванны по мере надобности. Контроль уровня щупом ежедневно. Смена масла не реже одного раза в 2 месяца. |
| Быстроходный вал | ЦИАТИМ-203 | ЦИАТИМ-203 | 1 л Пополнение по 0,5л 1 раз в неделю. |
| Вспомогательная опора | Смазка универсальная среднеплавкая УС-3 ГОСТ 1033-79 | 3,5 л Пополнение по 0,5 л 1 раз в неделю. |
Таблица — Возможные неисправности ротора и способы их устранения.
Источник
Техническое обслуживание и ремонт ротора
![]()
![]()
Правильный и своевременный уход за ротором (рис. 19) обеспечивает длительную и безотказную его работу.

1 — кожух; 2 — стол; 3, 9 — радиально-упорный шариковый подшипник; 4 — конический косозубый венец; 5 — ведущий вал; 6 — конический роликовый подшипник; 7 в цилиндрический роликовый подшипник; 8 — станина; 10 — уплотнение; 11 — нижняя крышка; 12 — стопорное устройство; 13 — вкладыши
В процессе эксплуатации ротора перед началом и во время работы каждой вахты выполняют следующие работы. Проверяют надежность крепления всех узлов, при этом особое внимание обращают на крепление клиньев к направляющим и плашек к клиньям (выпадение последних может привести к аварии); промывают поверхность стола ротора во избежание попадания грязи в масляные ванны; следят за уровнем и качеством смазки в роторе; регулярно смазывают трущиеся поверхности и заменяют смазку согласно инструкции по эксплуатации; следят, чтобы через уплотнение ведущего вала не протекало масло; следят за состоянием подшипников и в случае повышения температуры подшипников свыше 70 °С прекращают работу и устраняют причины перегрева подшипников; следят за исправностью стопорного устройства и защелок.
При текущем ремонте ротор частично разбирают; ремонтируют или заменяют неосновные детали (зажимы, цепное колесо, и др.), заменяют поврежденные крепежные детали, ремонтируют защелки и другие мелкие детали, заменяют смазку.
При капитальном ремонте производят полную разборку ротора. Перед разборкой из картера сливают масло, ротор очищают от грязи и промывают.
При капитальном ремонте особое внимание уделяют подшипникам. В процессе работы из-за износа опор стола увеличивается осевой люфт. Стол при работе начинает вибрировать. Демонтированные детали опор осматривают и измеряют. При наличии задиров на поверхности беговых дорожек кольца протачивают и шлифуют. Кольца с трещинами заменяют новыми. Каждый шар опоры осматривают и измеряют. Изношенные шары заменяют новыми, диаметры шаров в комплекте не должны отличаться по диаметру более чем на 0,02 мм. При сборке ротора необходимо получить осевой люфт равный 0,3 мм. При малом осевом люфте ротор будет нагреваться, а при большом люфте стол будет вибрировать относительно станины, что вызывет динамические нагрузки в опорах и их разрушение. При износе подшипников быстроходного вала возникает большой радиальный люфт, что сказывается на работе зубчатого зацепления и цепной передачи. Изношенные подшипники подлежат замене.
Перед установкой новых подшипников вал проверяют в центрах на биение посадочных поверхностей относительно оси вала. Измеряя фактические размеры посадочных поверхностей, подбирают новые подшипники качения так, чтобы гарантировать напряженную посадку. Верхние обоймы подшипников должны сопрягаться со стаканом по посадке с зазором. Новый подшипник нагревают в масле до температуры 80-90 °С и быстро надевают на вал, Необходимо следить за тем, чтобы внутренняя обойма плотно прилегала к торцу уступа на валу, К дефектам вала относится износ шпоночного паза. Возникновение углового люфта цепного колеса привода ротора из-за смятия шпонки или кромок шпоночных пазов вала и ступицы колеса вызывает удары приводной цепи и даже разрыв ее.
Передача больших крутящих моментов ротором приводит к износу конической передачи. Резкий стук и толчки во время работы являются следствием повышенного износа или поломки зубьев.
После внешнего осмотра, контрольных измерений и опробования вручную ротор заправляют смазкой и подвергают обкатке на стенде сначала без нагрузки при максимальной частоте вращения стола, а затем под нагрузкой. Продолжительность обкатки на каждом режиме должна быть не менее 1 ч. В процессе обкатки контролируют температуру масляных ванн, которая не должна превышать 70 °С, и проверяют их герметичность. В процессе испытания ротор должен работать плавно, без стуков и заеданий.
После стендовых испытаний масло из ванн удаляют, а ротор промывают.
Источник
Онлайн помощник домашнего мастера

Ротор электродвигателя – особенности конструкции и принцип работы устройства. Инструкция по ремонту и восстановлению
Устройство всех моделей электродвигателя одинаково. Основу конструкции составляют статор (неподвижная часть) и ротор (вращающаяся). Статор всегда имеет обмотку, у ротора же она иногда отсутствует. На языке специалистов устройства без обмотки носят название короткозамкнутых, с ней называются фазными. Разберем более подробно узловые элементы электродвигателя.

Краткое содержимое статьи:
Узлы электродвигателя
Вал ротора имеет цилиндрическую форму и производится из стали. Металлические стержни, замыкающиеся с двух сторон, дают ему название – короткозамкнутый ротор. Указанная конструкция обеспечивает высокую степень защиты, поскольку не возникает необходимость частого технического обслуживания устройства, нет нужды в замене подающих ток щеток и т.д.

Если присмотреться к фото ротора электродвигателя, то он напоминает клетку для белки, откуда и название «беличья клетка». Конструкция представляет собой собранные стальные листы небольшой толщины. В специальные пазы помещается обмотка, которая может быть нескольких типов.
Определяющее значение имеет ответ на вопрос о том, каков двигатель – фазного или короткозамкнутого типа. Большее распространение имеют последние конструкционные новинки. Стержни из меди, имеющие большую толщину, помещаются в пазы без дополнительной изоляции. Медные кольца позволяют соединить концы обмотки.

Бывают ситуации, когда «беличья клетка» получает альтернативу в виде литья. Таково в целом устройство ротора электродвигателя короткозамкнутого типа.

Однако существуют модели моторов переменного тока с роторами фазного типа. Их используют крайне редко, в основном, из-за предназначения для более мощных двигателей. Еще одна причина, по которой используют фазные модели – необходимость создания значительного усилия во время пуска.

К основным причинам поломки двигателя асинхронного типа относят износ подшипников, в которых осуществляется вращение вала. Центровка или балансировка ротора электродвигателя осуществляется за счет установленных в статоре крышек. Двигатели также имеют подшипники для облегчения вращательных движений.

Кроме того устройство подразумевает установку крыльчатки, обеспечивающей должное охлаждение двигателя. Статор имеет специальные ребра, улучшающие отдачу тепла от нагреваемого устройства. Именно так обеспечивается работа моторов переменного тока в нормальных тепловых условиях.

Полноценное проведение диагностического осмотра мотора
Для того, чтобы осмотреть статор и другие центральные элементы электродвигателя, используют специальные козлы, оснащенные двумя катками в верхней своей части. Последние упрощают вращение деталей.
Самостоятельный ремонт мотора следует начинать с тщательного изучения всей технической документации. Далее определяется степень износа подшипников, обнаруживаются и устраняются иные дефекты.

Проверить ротор двигателя необходимо на предмет состояния всех металлических элементов, крепления пластин к валу, качества замкнутой проводки и, наконец, должного функционирования вентиляторов.

Технические работы ведутся с использованием набора специальных ключей, обыкновенного тестера и механизмов для подъема. Главное не забыть отключить мотор от сети. Все узлы очищаются от слоя пыли при помощи щеточек и обдуваются сжатым воздухом. В дальнейшем мелкие детали и все их крепления желательно складывать в отдельный ящик, чтобы избежать пропажи.

Ротор электродвигателя разбирается с учетом следующих рекомендаций. Как только щит будет отделен от корпуса двигателя, его сдвигают вдоль вала, стараясь не повредить изоляцию обмоток. Для этих целей используют картон высокой плотности, размещая его между статором и ротором, а впоследствии укладывая на него детали.

С вала также снимаются пружины и подшипники. Демонтируется обмотка короткозамкнутого типа и сердечник. Главным требованием при выемке ротора является аккуратное движение вдоль оси.

При проверке вентиляторов обращают внимание на целостность лопастей и надежность их крепления. Делается процедура при помощи молотка. Дефектные детали заменяются. Нельзя нарушать балансировку, поэтому перед осмотром необходимо сделать заметку на роторе, чтобы при сборе каждый элемент встал на свое место.
Ремонт
Ремонтные работы всего устройства выполняются с целью восстановления его функциональности и работоспособности. Иногда требуется замена некоторых деталей. Например, при нагреве статора по разным причинам, может образоваться нагар на конструкции якоря электродвигателя.

Последовательность шагов тогда следующая:



- демонтаж двигателя;
- очистные работы;
- разборка всех узлов;
- восстановление поврежденных частей;
- покраска;
- сборка двигателя и проверка его в нагрузочном режиме.

Если оборудование представлено фазным типом, то требуются ремонтные работы отдельным его узлам, в том числе и щеточно-коллекторному.

Если стержень имеет трещины, то он подлежит восстановлению или замене. Делается это так: на месте трещины проводится надрез и высверливание отверстий от точки этого надреза до торца замыкающего кольца. Та часть, которая оказалась высверленной, заполняется медным сплавом.

Не стоит забывать и о проверке двигателя на обрыв и короткое замыкание. Сопротивление ротора и статора проверяются при помощи омметра, сверяясь при этом с техническими характеристиками в инструкции по эксплуатации. Однако прибор должен быть крайне чувствителен ввиду стремления сопротивления к нулю в обмотках мощных моделей моторов.
Источник
