- Приспособления, используемые при ремонте кривошипно-шатунного механизма (КШМ) двигателя Audi 100 C4. Силовой агрегат. Ремонт двигателя
- Приспособление для заточки поршневых колец
- Приспособления для запрессовки поршневого пальца в поршень и шатун
- Приспособление для проверки прочности запрессовки поршневого пальца с помощью динамометрического ключа
- Прибор для проверки параллельности осей поршневого пальца и нижней головки шатуна
- Шлифовальный станок и приспособление для шлифования коренных и шатунных шеек коленчатого вала
- Призмы для проверки геометрических параметров коленчатого вала
- Фреза и оправка фрезы для обработки гнезд заглушек коленчатого вала
- Оправка для запрессовки новых заглушек
- Приспособление для замера осевого зазора коленчатого вала на двигателе, установленном на автомобиле
- Оправка для установки держателя заднего сальника (с сальником) на коленчатый вал
- Отремонтировать или купить
- Отремонтировать или купить коленчатый вал
- Для ремонта коленчатого вала следует выбирать специализированные станции технического обслуживания, где выполняют комплекс операций по ремонту и восстановлению деталей двигателя.
- Отремонтировать или купить коленчатый вал автомобиля?
Приспособления, используемые при ремонте кривошипно-шатунного механизма (КШМ) двигателя
Audi 100 C4. Силовой агрегат. Ремонт двигателя
Траверса — для снятия и установки двигателя. Для этого необходимо подвесить на таль траверсу или захват, захватив двигатель крючками с правой стороны за скобу, установленную на передней шпильке крепления выпускного коллектора, а с левой — за технологическое отверстие, выполненное в приливе блока двигателя, или за болт, ввернутый в резьбовое отверстие крепления кожуха сцепления.
Стенд — для разборки и сборки двигателя.
Кронштейн — для крепления двигателя на стенде.
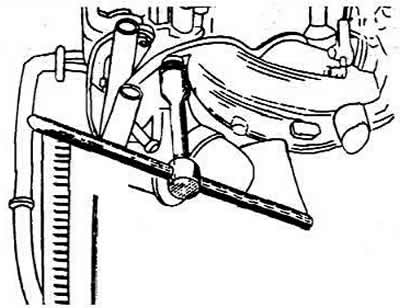
Ключ — для крепления гаек впускного и выпускного коллекторов. Момент затяжки гаек равен 25 Нм. Отворачивание гаек показано на рисунке.
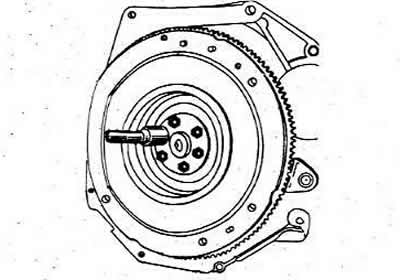
Фиксатор — для удержания маховика от проворачивания. При отворачивании или заворачивании храповика коленчатого вала, болтов крепления сцепления или маховика необходимо установить фиксатор в отверстие блока для закрепления маховика от проворачивания.
Ключ — для отворачивания и заворачивания центрального болта коленчатого вала и проворачивания коленчатого вала двигателя при регулировке клапанов.
Съемник — для снятия переднего подшипника первичного вала коробки передач.
Ключи — для отворачивания и заворачивания шпилек.
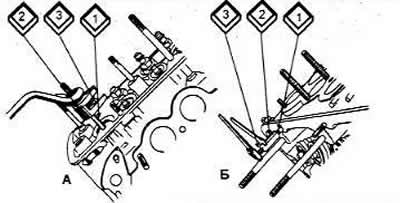
При помощи ключа (А) шпилька (1) зажимается в ступице (2) эксцентриком (3). В ключе (Б) шпилька (1) зажимается в гайке (2) болтом (3). Диаметр и шаг резьбы ключа должны соответствовать шпильке.
Комплект втулок — для установки поршней в сборе с поршневыми кольцами и шатунами в цилиндры блока двигателя. При установке поршней подбирается втулка, соответствующая размеру поршня. Поверхности цилиндров и поршней перед установкой нужно смазать моторным маслом.
Оправки — для запрессовки заглушек коленчатого вала и блока цилиндров. Демонтаж заглушек производят керном и выполняют при капитальном ремонте двигателя с целью качественной очистки рубашки охлаждения блока цилиндров от накипи и масляные каналы блока цилиндров, коленчатого и распределительного валов от смолистых отложений на их стенках. После запрессовки заглушек масляных каналов необходимо зачеканить их керном в нескольких точках.
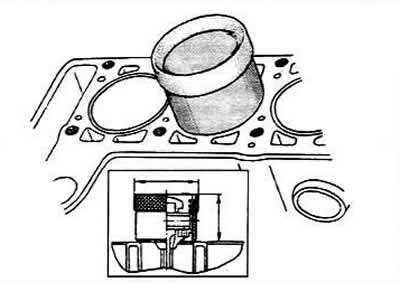
Кольцевые калибры — для установки нутрометра на нуль при измерении износа цилиндров двигателя.
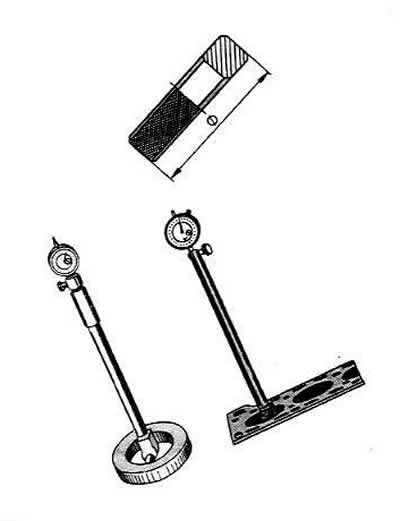
Нутрометр — для измерения износа цилиндров блока двигателя. Диаметр цилиндра измеряется в четырех поясах. В каждом поясе производятся два измерения — в продольном и поперечном направлениях двигателя. В зоне пояса (1) цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах можно судить о величине износа цилиндров.
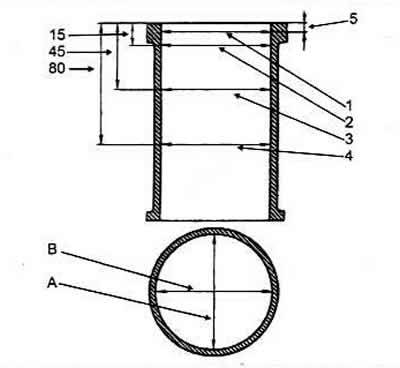
A, B. Направление измерений
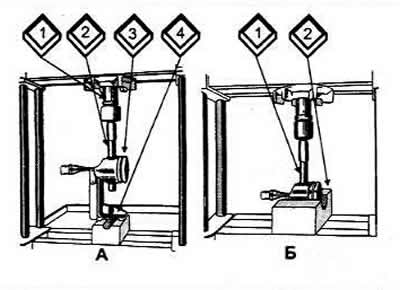
Расточный станок — для расточки цилиндров блока двигателя под ремонтный размер, хонинговальный станок — для окончательной обработки цилиндров. Хонингование выполняется сначала набором среднезернистых абразивных брусков, потом мелкозернистых. Для достижения наилучшей чистоты рабочей поверхности цилиндра ее доводят мелкозернистой шлифовальной шкуркой, намотанной на хонинговальную головку. Оправка и опора поршня — для выпрессовки поршневого пальца. Выпрессовку поршневого пальца производят на прессе с помощью оправки 2 (А) и опоры (4) с цилиндрической выемкой, в которую укладывают поршень, или при помощи опоры 2 (Б). Перед выпрессовкой пальца снимают поршневые кольца.
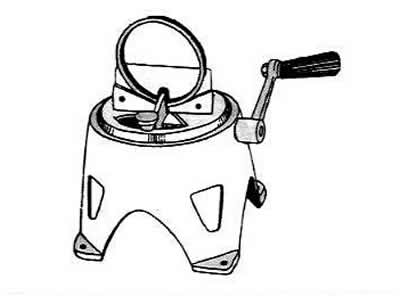
Приспособление для заточки поршневых колец
Его проверяют набором щупов при установке колец в калибр, имеющий диаметр отверстия, который равен номинальному диаметру кольца, с допуском ±0,003 мм.
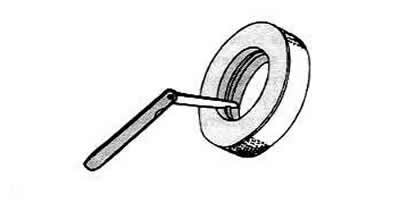
При недостаточном зазоре необходимо стыковые поверхности колец запилить на приспособлении, а при повышенном — заменить кольца.
Калиброванная пластмассовая проволока — для проверки зазора между вкладышами и шейками коленчатого вала двигателя. Зазор между вкладышами и шейкой коленчатого вала можно проверить расчетом (измерив детали). Однако для проверки зазора удобнее пользоваться калиброванной пластмассовой проволокой. В этом случае необходимо тщательно очистить рабочие поверхности вкладышей и соответствующую шейку коленчатого вала. Затем положить отрезок пластмассовой проволоки на ее поверхность. Установить на шейку коленчатого вала шатун с крышкой или крышку коренного подшипника (в зависимости от вида проверяемой шейки) и затянуть гайки или болты крепления. Снять крышку и по сплющиванию проволоки определить по шкале, нанесенной на упаковке, величину зазора.
Если зазор находится в пределах допуска или меньше предельного (0,1 мм для шатунных и 0,15 мм для коренных шеек), то эти вкладыши можно снова использовать.
При зазоре, больше предельного, необходимо заменить на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены, то необходимо их прошлифовать до ремонтного размера и соответственно заменить вкладыши ремонтными (увеличенной толщины).
Электропечь с термостатической регулировкой для нагрева верхних головок шатунов необходима для обеспечения натяга в соединении палец-шатун. Для лучшего прогрева укладывают шатуны верхними головками внутрь печи. Если шатун помещают в холодную печь, то температура печи регулируется на 240°С. Шатуны вынимают, когда температуры достигнет этой величины. Если шатуны помещают в печь, нагретую до 240°С, то их выдерживают при этой температуре в течение 15 минут.
Приспособления для запрессовки поршневого пальца в поршень и шатун
Палец необходимо заранее подготовить к сборке на приспособление. Для этого нужно надеть на валик (1) приспособления поршневой палец (2) и направляющую (3), закрепив ее винтом (4).
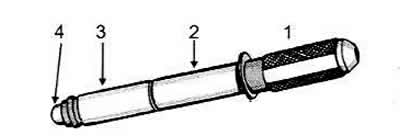
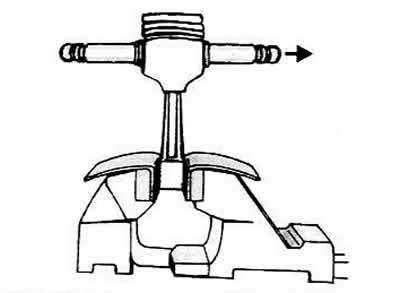
Винт затянуть неплотно, чтобы избежать его заклинивания при расширении поршневого пальца от контакта с нагретым шатуном. Извлечь нагретый шатун из печи и как можно быстрее зажать его в тисках. Надеть на него поршень и приспособлением протолкнуть поршневой палец в отверстие поршня и в верхнюю головку шатуна так. чтобы заплечик приспособления соприкасался с поршнем. При этом поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки, показанной стрелкой.
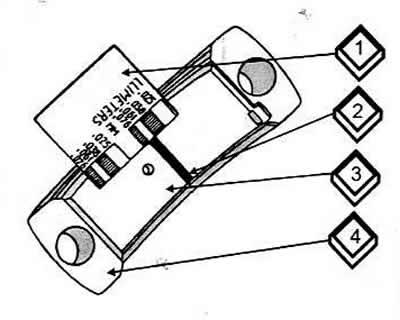
Приспособление для проверки прочности запрессовки поршневого пальца с помощью динамометрического ключа
Для этого необходимо зажать основание приспособления в тисках и опустить кронштейн (8) индикатора.
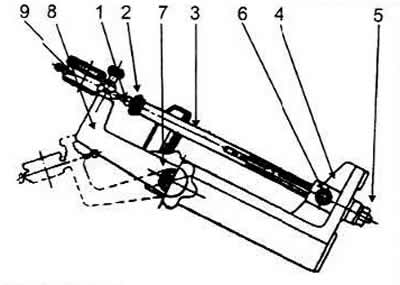
Установить на приспособление собранные поршень с шатуном и в отверстие пальца вставить резьбовой стержень (3) до упора его головки (2) в торец пальца. На противоположный конец стержня навернуть гайку (5) так, чтобы она соприкасалась с опорой, и были выбраны возможные зазоры. Установить упор (6) в паз стержня, исключающий его проворачивание. Приподнять кронштейн (8) до горизонтального положения, закрепить его рукояткой (7) и установить индикатор (9), штифт (1) которого упереть в головку (2) стержня. Установить индикатор на ноль.
С помощью динамометрического ключа (2) приложить к гайке (1) момент 13 Нм, что соответствует осевой нагрузке 2 кН. Опустить динамометр. При этом стрелка индикатора должна возвратиться на ноль. В том случае, если палец переместился в головке шатуна, необходимо заменить шатун.
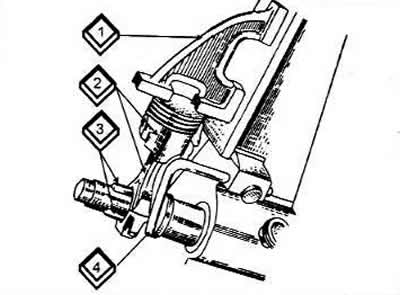
Прибор для проверки параллельности осей поршневого пальца и нижней головки шатуна
Нижнюю головку шатуна (без вкладышей) нужно установить на приспособление и отцентрировать его выдвижными ножами (2). На днище поршня установить калибр (4) и набором щупов определить на расстоянии 125 мм от угла или верхнего конца калибра зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра. Место замера зависит от того, чем касается калибр вертикальной плиты — углом или верхним концом. Допускается зазор не более 0,4 мм. При большем зазоре шатун подлежит замене.
Шлифовальный станок и приспособление для шлифования коренных и шатунных шеек коленчатого вала
С помощью фланца (1) и разрезной втулки (2) коленчатый вал устанавливают на шлифовальный станок. В зависимости от износа шеек коленчатого вала их шлифуют до необходимых размеров.
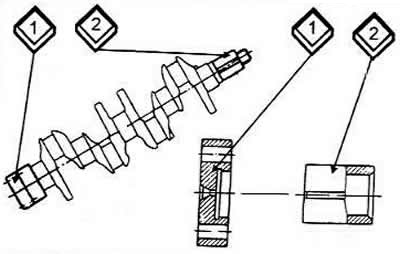
1 Фланец
2 Втулка разрезная.
Призмы для проверки геометрических параметров коленчатого вала
Для этого необходимо установить коленчатый вал на две призмы и при помощи индикатора проверить биение и несоосность его шеек.
Фреза и оправка фрезы для обработки гнезд заглушек коленчатого вала
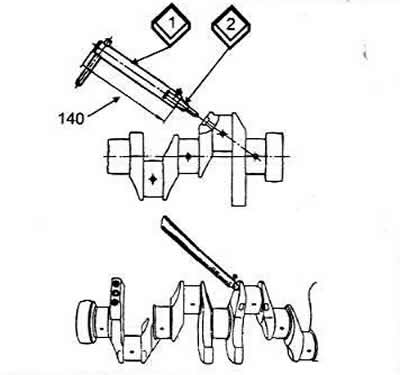
После шлифования и последующей доводки шеек коленчатого вала двигателя, необходимо удалить заглушки масляных каналов и обработать гнезда заглушек фрезой (2), надетой на оправку (1). Тщательно промыть коленчатый вал и его каналы бензином и продуть сжатым воздухом.
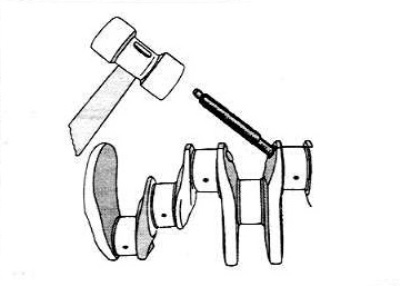
Оправка для запрессовки новых заглушек
После запрессовки заглушки следует зачеканить керном в нескольких точках.
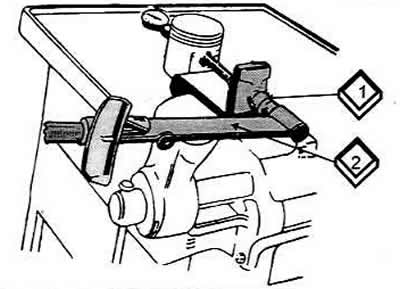
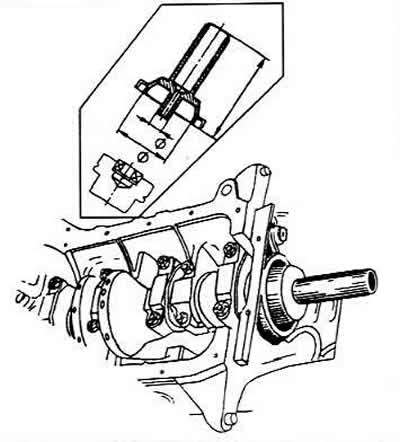
Приспособление для замера осевого зазора коленчатого вала на двигателе, установленном на автомобиле
Осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления. Величина осевого зазора определяется по перемещению переднего конца коленчатого вала. Максимально допустимый зазор не должен превышать 0,35 мм.
Оправка для установки держателя заднего сальника (с сальником) на коленчатый вал
Для этого нужно смазать сальник моторным маслом и, не допуская перекоса, запрессовать его в держатель.
Доска монтажная — для выполнения ремонтных работ головки блока цилиндров, снятой с двигателя.
Источник
Отремонтировать или купить
Отремонтировать или купить коленчатый вал
Ремонт коленчатого вала производится в специализированной мастерской или СТО, где имеется токарный участок для шлифования и расточки коленчатых валов. Квалифицированный механик-моторист-токарь должен оценить техническое состояние коленчатого вала, поступившего в ремонт, а также:
- Осуществить контроль технического состояния коленчатого вала в соответствии с техническими требованиями на капитальный ремонт.
- Определить износ и искажение геометрической формы основных элементов коленчатого вала двигателя с помощью микрометра и индикатора часового типа.
- Определить способ ремонта коленчатого вала в зависимости от характера износа и повреждения.
Для ремонта коленчатого вала следует выбирать специализированные станции технического обслуживания, где выполняют комплекс операций по ремонту и восстановлению деталей двигателя.
Почему следует выбирать специализированную станцию технического обслуживания?
На специализированной станции технического обслуживания ремонт коленчатого вала двигателя будет осуществляться специальным высокоточным оборудованием и согласно технологической карте ремонта.
Оборудование и инструменты для дефектации коленчатого вала
- Приспособление для контроля коленчатого вала в центрах.
- Индикатор часового типа на штативе.
- Микрометр с диапазоном измерений 50-75 мм.
- Лупа однолинзовая текстильная с оптикой из стекла 6 кратного увеличения.
Для дефектации коленчатого вала, его устанавливают в центры приспособления и проводят тщательный наружный осмотр с помощью лупы. При выявлении дефекта необходимо записать его в таблицу.
Дефекты коленчатого вала: риски, забоины, задиры, отколы, наклепы металла, изменение цвета поверхности шеек вала.
С помощью микрометра определяют износ наиболее ответственных элементов коленчатого вала – коренных и шатунных шеек.
Например, замер шатунных и коренных шеек коленчатого вала 8 цилиндрового V образного двигателя:
Измерение диаметра коренных шеек проводится в двух взаимно перпендикулярных направлениях, в двух плоскостях, а шатунных шеек в четырех плоскостях, так как на одной шатунной шейке находятся два шатуна, что приводит к различному характеру износа.
После замера полученные результаты сравнивают с требованиями технических условий на ремонт и контроль-сортировку и делают заключение о техническом состоянии шеек коленчатого вала.
Учитывая полученные результаты, выбирают и рекомендуют способ устранения дефектов коленчатого вала.
Шлифовать вал рекомендуется только в том случае, если биение средних шеек относительно крайних шеек вала не превышает 0,1 мм. Если шлифовать шейки коленчатого вала при биении свыше 0,1 мм, то неприменно возникнет дисбаланс, который обязательно надо будет устранить балансировкой вала.
Балансировка коленчатого вала обычно производится на 4 цилиндровых рядных и оппозитных двигателях и V-образных 12 цилиндровых. Остальные коленчатые валы других типов двигателей балансировать значительно сложнее.
Если наблюдается биение коренных шеек коленчатого вала свыше 0,1 мм, перед шлифовкой вал поддается правке.
Обратите внимание также на то, что перед шлифованием надо уточнить наличие вкладышей необходимого ремонтного размера, особенно если вы ремонтируете коленчатый вал двигателя иномарки.
Бывают случаи, когда ремонтировать коленчатый вал уже не возможно, вследствие чрезмерного износа шеек коленчатого вала. В этом случае коленчатый вал выбраковывают или восстанавливают другими способами: наваркой ли наплавкой шеек коленчатого вала двигателя. Такие случаи также очень распространены, так как коленчатый вал достаточно дорогостоящая деталь, особенно на двигатели иностранных автомобилей.
Восстановление коленчатого вала наплавкой или наваркой осуществляется на ремонтном заводе или специализированных СТО.
Наличие трещины на коленчатом вале говорит о необходимости его выбраковки.
Способы правки фасок коленчатого вала:
- Шабрение (снижается качество шлифовки);
- Притирка (хороший и точный способ, но большая трудоемкость);
- Протачивание (с помощью люнета на токарном станке – лучший из способов).
Удаление заглушек и промывка каналов коленчатого вала:
Во внутренних каналах коленчатого вала около заглушек скапливается значительное количество грязи, которую необходимо обязательно удалить. Если пренебречь промывкой заглушек вала вся шлифовка и ремонт коленчатого вала двигателя пройдет даром.
Станок для шлифования коленчатого вала
Для шлифования коленчатого вала применяются специализированные шлифовальные станки с приспособлениями, которые позволяют обеспечить смещение осей вращения вала в станке и оси коренных шеек, для шлифования шатунных шеек.
Для качественного ремонта коленчатого вала необходимо использовать современные, высокотехнологичные шлифовальные станки. Правильная и точная настройка шлифовального станка обеспечит качество проводимой операции. И какой бы ни был «крутой» станок, работы должен проводить опытный и квалифицированный мастер, который сможет справиться с ситуациями вроде: подгонки микро размеров, ловли биений и отклонений поверхности. Мастер должен чувствовать «металл», тогда работа удастся на отлично.
«Опытные мастера рекомендуют шлифовать сначала шатунные шейки, а затем коренные».
Это объясняется возникновением внутренних напряжений в поверхностном слое шатунных шеек, что может привести к деформации коленчатого вала.
Также необходимо уделять внимание радиусу галтелей шеек, так как это влияет на прочность коленчатого вала в целом. Особенно при ремонте современных двигателей иномарок форме галтелей коленчатого вала должно быть повышенное внимание токаря.
Шлифование шатунных шеек коленчатого вала
Установка коленчатого вала в патроны станка осуществляется таким образом, чтобы его ось вращения проходила через одну из шатунных шеек.
Для того, чтобы не возникал дисбаланс коленчатого вала необходимо установить специальные грузы на планшайбы напротив патронов станка. Балансировочные грузы подбираются в зависимости от массы коленчатого вала и радиуса кривошипа. Добейтесь такого положения вала, чтобы его ось вращения совпала с осью вращения обрабатываемой шатунной шейки.
При совпадении осей шеек вы не только добьетесь качественного ремонта, но и уловите одинаковый угол опережения зажигания и одинаковый ход поршня во всех цилиндрах двигателя.
Процесс шлифования шатунных и коренных шеек:
Шлифовка шатунной шейки
- Включаем вращение вала;
- Включаем подачу смазочно-охлаждающей жидкости;
- Подводим шлифовальный круг до касания шейки.
- Делаем подачу «на врезание», в пределах 0,05 мм, короткую остановку и снова подачу. И добиваемся расточки до заданного размера шейки, осуществляя промежуточный контроль получающегося размера.
Если вал «нежесткий» подача на врезание должна быть в пределах 0,03 мм, а перерыв между подачами должен быть больше.
Шлифовка коренной шейки
- Устанавливаем коленчатый вал в центрах и фиксируем задний центр стопором (усилие сжатия центрами должно быть минимальное и контролируйте биение поверхностей);
- Шлифовка коренных выполняется аналогично шлифовке шатунных шеек;
- Начинают с шейки с максимальным износом, чтобы определить в какой размер выйдут коренные шейки.
- После завершения работы провести контрольную выходную проверку.
Если после шлифовки коленчатого вала остались, какие либо микронеровности или острые края их доводят с помощью супер финишной обработки или полировки.
Обработка коленчатого вала после шлифовки
Суперфинишная обработка коленчатого вала – используется на массовом производстве и требует специального высокотехнологичного оборудования. Суперфинишная обработка позволяет добиваться более качественной обработки поверхности коленчатого вала.
Полировка коленчатого вала – производится с помощью мелкозернистой наждачной бумаги и абразивной пасты. Полировка позволяет убирать практически все неровности. Проверить качество полировки поверхности коленчатого вала можно с помощью медного предмета, способом проведения по поверхности.
Для качественного выполнения ремонта коленчатого вала, необходимо соблюдать технологию ремонта коленчатого вала двигателя. Для выполнения ремонта коленчатого вала используют высокотехнологичное и дорогостоящее оборудование (токарные и шлифовальные станки), за которыми должны работать высококвалифицированные специалисты. Если эти условия не соблюдаются, необходимо подумать о том, чтобы просто заменить коленчатый вал на новый. Для этого вам понадобиться купить коленчатый вал двигателя автомобиля, который обойдется вам дороже примерно от 50 до 70%. Зато вы будете уверенны в надежности и качестве установленного коленчатого вала.
Отремонтировать или купить коленчатый вал автомобиля?
Отремонтировать коленчатый вал будет дешевле, чем купить его.
Купить коленчатый вал будет дороже, но лучше, так как вы будете уверены в его качестве.
Стоимость ремонта коленчатого вала колеблется от 200 гривен (800 рублей) до 1500 гривен (6000 рублей).
Стоимость нового коленчатого вала автомобиля по маркам: от 1100 гривен и выше.
Источник