Ремонт масляного насоса смазочной системы
Масляный насос подлежит ремонту при давлении масла в смазочной системе двигателя ниже значений, указанных в руководстве по эксплуатации.
Вначале нужно проверить состояние редукционного клапана насоса. Для этого необходимо вынуть редукционный клапан в сборе и проверить состояние его деталей.
Детали клапана, очищенные от масляных осадков и промытые в керосине, должны свободно перемещаться в корпусе редукционного клапана. Длина пружин клапана должна соответствовать значениям, заданным заводом-изготовителем при определенной нагрузке. Если при проверке наблюдается отклонение от указанных контрольных значений, то необходимо разобрать насос.
Разбирать масляный насос рекомендуется в следующем порядке:
- промыть насос в обезжиривающем растворе, закрепить его в тисках и выпрессовать штифты;
- отвернуть три болта крепления корпуса нижней секции (для двухсекционного насоса), вынуть болты, снять корпус нижней секции с прокладкой, снять ведомую шестерню нижней секции и вынуть ось из корпуса масляного насоса с помощью съемника, слегка постукивая деревянным молотком;
- вывернуть пробку и вынуть редукционный клапан (пружину и плунжер);
- спрессовать центрирующую муфту и вал в сборе с двумя ведущими шестернями и промежуточной крышкой на верстачном прессе;
- снять прокладку верхнего корпуса насоса, ведомую шестерню верхней секции и выпрессовать ось;
- закрепить вал насоса в тисках с мягкими подкладками и снять с вала ведущую шестерню нижней секции, затем вынуть первую шпонку из паза вала насоса, снять стопорное кольцо с помощью отвертки и промежуточную крышку;
- спрессовать ведущую шестерню на верстачном прессе и вынуть вторую шпонку из паза вала масляного насоса.
Детали разобранного масляного насоса нужно промыть и проверить их геометрические размеры.
Диаметры отверстий в корпусе масляного насоса под ведущий вал насоса должны соответствовать допустимым значениям. При увеличении диаметра отверстия более допустимых значений нужно заменить корпус или отремонтировать отверстия. Глубина полостей под шестерни верхней секции должна соответствовать допустимым значениям. При увеличении глубины более допустимого значения корпус необходимо заменить или отремонтировать. Диаметры полостей под шестерни в корпусе и крышке также нужно проверить на соответствие допустимым значениям. При увеличении диаметра более допустимого корпус или нижнюю крышку нужно заменить или отремонтировать.
Также требуют проверки следующие размеры:
- диаметры отверстий под оси ведомых шестерен в корпусе и в нижней крышке насоса;
- диаметры осей ведомых шестерен;
- глубина полостей под шестерни в нижней крышке насоса;
- диаметр ведущего вала масляного насоса и ширина шпоночной канавки вала.
Односторонний износ осей недопустим. Изношенные оси следует выпрессовать и заменить новыми.
Разъемные поверхности промежуточной крышки насоса, соприкасающиеся с торцами шестерен, должны быть плоскими и параллельными. Допуск параллельности не должен превышать 0,03 мм на дайне 50 мм. Допуск плоскостности поверхностей крышки или выработка не должен превышать 0,04 мм. Допускается шлифование крышки на величину не более 0,15 мм с каждой стороны. Поверхность корпуса нижней секции насоса, соприкасающаяся с торцами шестерен, должна быть плоской. Допуск плоскостности поверхности крышки или выработка соответствует 0,04 мм, допуск параллельности — не более 100 мм.
Для контроля герметичности и выявления течи через невидимые трещины рекомендуется корпус масляного насоса, промежуточную крышку и корпус нижней секции проверять путем подачи воды под давлением 0,4 МПа.
Сборку насоса проводят в последовательности, обратной разборке. Все бумажные прокладки при сборке насоса следует заменить новыми. Прокладки смазывают тонким слоем герметика УН-25 или другим средством, отвечающим требованиям завода-изготовителя.
При установке ведущего вала насоса должны быть обеспечены зазоры между валом и отверстием корпуса и между осью и отверстием шестерни. При сборке насоса необходимо уделять особое внимание следующему. Ось ведомой шестерни должна быть запрессована в корпус с натягом 0,032… 0,077 мм. Центрирующая муфта на ведущем валу должна быть посажена с натягом 0,004… 0,048 мм. Если муфта на валу качается (имеется зазор), ее следует заменить. При напрессовке центрирующей муфты нужно выдержать размер от торца насоса до верхнего края муфты в соответствии с требованиями завода-изготовителя.
Щупом и линейкой необходимо проверить зазоры масляного насоса:
- зазор между зубьями шестерен и стенками корпуса — 0,100…0,175 мм (предельно допустимый зазор 0,25 мм);
- зазор в зацеплении зубьев шестерен — 0,14…0,24 мм (предельно допустимый зазор 0,25 мм);
- зазор между торцами шестерен и плоскостью корпуса верхней секции при установленной прокладке толщиной 0,17 мм — 0,120…0,195 мм (предельно допустимый зазор 0,20 мм);
- зазор между торцами шестерен и плоскостью корпуса нижней секции — 0,135 …0,188 мм (предельно допустимый зазор 0,20 мм).
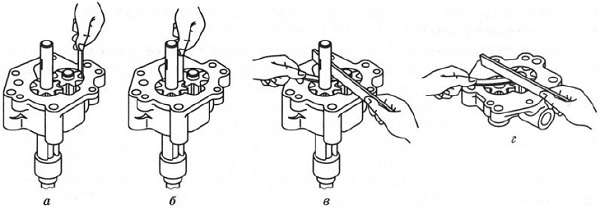
Рис. Проверка зазоров масляного насоса с помощью щупа и линейки:
а — проверка зазора между зубьями шестерен и стенками корпуса; б — проверка зазора в зацеплении зубьев шестерен; в — проверка зазора между торцами шестерен и плоскостью корпуса; г — проверка зазора между торцами шестерен и плоскостью корпуса нижней крышки
Ведущий вал насоса, установленный в корпусе насоса, после затяжки всех болтов должен легко проворачиваться от руки без заклинивания. При наличии заклинивания допускается добавление одной прокладки толщиной не более 0,06 мм. Собранный насос рекомендуется испытать на специальном стенде. Значения подач масла насосом должны быть в пределах значений, указанных заводом-изготовителем.
Источник
Инструменты, приспособления и материалы, применяемые при ТО и ремонте системы смазки ваз 2107
 | Ключ комбинированный (рожковый – накидной): 6; 7; 8; 10; 11; 12; 13; 14; 15; 17; 19; 21; 22; 24;27; 30. |
 | Торцевая головка: 7; 8; 10; 12; 13; 14; 17; 19; 21 (высокая); 22; 24; 27; 30. |
 | Воротки для головок. |
 | Шестигранник: 5; 12. |
 | Крестообразные отвертки. |
 | Шлицевые отвертки. |
 | Ударная отвертка. |
 | Выколотки из мягкого металла. |
 | Зубило. |
 | Молоток. |
 | Тиски (с накладками губок из мягкого металла). |
 | Пассатижи. |
 | Круглогубцы. |
 | Напильник. |
 | Пинцет. |
 | Щипцы для снятия маслосъемных колпачков. |
 | Съемник масляного фильтра. |
 | Динамометрический ключ (до 25 кгс.м). |
 | Динамометрический ключ (до 0,5 кгс.м). |
 | Штангенциркуль. |
 | Лекальная линейка. |
 | Микрометр. |
 | Ножовка. |
 | Шприц для заливки трансмиссионного масла. |
4.Графическая часть
4.1.Составление технологической карты для выполнения работ ТО и ремонта системы смазки на ваз 2107
 | Рис. 3–74. Снятие и установка втулок валика привода масляного насоса: 1 — оправка А.60333/1/2 |
При замене пользуйтесь как для снятия, так и для установки, оправкой А.60333/1/2 (рис. 3–74), соблюдая следующее:
— втулки должны быть запрессованы в гнезда, при этом отверстие для масла в передней втулке должно находиться против канала в блоке цилиндров;
 | Рис. 3–69. Основные размеры масляного насоса и его привода |
— после запрессовки втулки должны быть окончательно обработаны и доведены по внутреннему диаметру (размеры даны на рис. 3–69). Чтобы обеспечить полную соосность втулок вала, для их доводки применяется развертка А.90353, которой одновременно обрабатываются обе втулки.
Втулка шестерни привода масляного насоса
Проверьте запрессовку втулки. Внутренняя поверхность должна быть гладкой и без задирав, в противном случае втулку замените.
 | Рис. 3–75. Вы прессовка втулки шестерни привода масляного насоса и распределителя зажигания: 1 — оправка А.60326/R |
Для вы прессовки и запрессовки втулки пользуйтесь оправкой А.60326/R (рис. 3–75).
После запрессовки втулку разверните до 16,016–16,037 мм.
Промывка деталей вентиляции картера двигателя
 | Рис. 3–4. Снятие масляного фильтра приспособлением А.60312 |
Заменяя масло, следует заменять и масляный фильтр, который снимают с помощью приспособления А.60312 (см. рис. 3–4). При установке фильтр завертывайте вручную.
При замене масла выполните следующие операции:
— после остановки двигателя слейте отработавшее масло и, не снимая масляного фильтра, залейте промывочное масло ВНИИНП-ФД до отметки «МIN» на указателе уровня масла (2,9 л);
— запустите двигатель и дайте поработать ему на этом масле 10 мин на минимальных оборотах холостого хода;
— полностью слейте промывочное масло и снимите старый масляный фильтр;
— поставьте новый масляный фильтр и залейте масло, соответствующее сезону.
Масляный насос ваз 2107
Снятие и установка
Для снятия масляного насоса:
— поставьте автомобиль на смотровую канаву или подъемник, отсоедините провода от аккумуляторной батареи и слейте масло из картера двигателя;
— снимите брызговик двигателя;
— отверните гайки, крепящие подушки передней подвески двигателя к поперечине, и слегка приподнимите двигатель домкратом или талью, чтобы шпильки подушек вышли из отверстий поперечины;
— снимите картер двигателя;
— снимите масляный насос вместе с приемным патрубком.
Операции по установке масляного насоса на двигатель выполняйте в последовательности, обратной снятию.
Разборка и сборка
Закрепите масляный насос в тисках осторожно, чтобы не повредить корпус, а затем:
— отверните болты и снимите приемный патрубок вместе с редукционным клапаном давления масла;
 | Рис. 3–70. Разборка масляного насоса: 1 —редукционный клапан; 2 — пружина; 3 — крышка; 4 — корпус; 5 — валик |
— снимите крышку 3 (рис. 3–70) корпуса насоса и выньте из корпуса валик насоса с ведущей шестерней и ведомую шестерню.
Для сборки осторожно закрепите насос в тисках и выполните операции в следующем порядке:
— установите в корпус насоса ведущую шестерню с валом, а ведомую шестерню наденьте на ось в корпусе;
— установите крышку корпуса, редукционный клапан с пружиной и прикрепите приемный патрубок к корпусу насоса.
| ПРИМЕЧАНИЕ После сборки насоса при проворачивании ведущего валика рукой, шестерни должны вращаться плавно и без заедания. |
Проверка деталей насоса
После разборки все детали насоса промойте керосином или бензином, продуйте струей сжатого воздуха, а затем осмотрите корпус и крышку насоса; при наличии трещин детали замените.
 | Рис. 3–71. Проверка радиального зазора в масляном насосе |
Проверьте набором щупов зазоры между зубьями шестерен, а также между наружными диаметрами шестерен и стенками корпуса насоса (рис. 3–71), которые должны быть соответственно 0,15 мм (предельно допустимый 0,25 мм) и 0,11–0,18 мм (предельно допустимый 0,25 мм). Если зазоры превышают предельные значения, то замените шестерни, а при необходимости и корпус насоса.
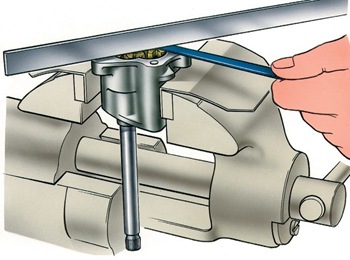 | Рис. 3–72. Проверка осевого зазора в масляном насосе |
Щупом и линейкой (рис. 3–72) проверьте зазор между торцами шестерен и плоскостью корпуса, который должен быть равен 0,066–0,161 мм (предельно допустимый 0,2 мм). Если зазор больше 0,2 мм, замените шестерни или корпус насоса в зависимости от того, что подверглось износу.
Измерив детали, определите зазор между ведомой шестерней и ее осью, который должен быть 0,017–0,057 (предельно допустимый 0,1 мм), а также между валом насоса и отверстием в корпусе, этот зазор должен быть 0,016–0,055 (предельно допустимый 0,1 мм). Если зазоры превышают предельные — замените изношенные детали.
Организация рабочего места
Рабочим местом называется часть производственной площади цеха или мастерской с оборудованием, приспособлениями, инструментом и материалами, необходимыми для выполнения определенного производственного задания.
Обеспечение высокой производительности труда в значительной мере зависит от правильной организации рабочего места.
Организация рабочего места является важнейшим звеном организации труда. Правильный выбор и размещение оборудования, инструментов и материалов создают наиболее благоприятные условия работы.
К организации рабочего места предъявляются следующие требования:
1) рабочее место должно быть чистым, на нем должны находиться только те предметы, которые необходимы для выполнения данного задания;
2) инструмент, заготовки и документация должны располагаться на рабочем месте на расстоянии вытянутой руки; при этом те предметы, которыми рабочий пользуется более часто, следует класть ближе, на площади, ограниченной дугами небольшого радиуса, и наоборот (рис. 28);
Рис. 28. Расположение инструмента на слесарном верстаке
3) режущий или ударный инструмент, который берут правой рукой, кладут с правой стороны; тот, который берут левой рукой,- с левой стороны;
4) инструмент, который работающий берет обеими руками, следует располагать возможно ближе к его корпусу, чтобы удобнее было его брать;
5) приспособления, материалы и готовые изделия нужно располагать в различных ящиках на отведенных для них местах, причем более мелкие и часто употребляемые нужно помещать в верхних, а более тяжелые или же редко применяемые — в нижних ящиках;
6) точные и измерительные инструменты должны храниться в специальных футлярах или же деревянных коробках;
7) режущие инструменты (напильники, метчики, сверла, развертки и др.) следует предохранять от ударов и загрязнения, не разбрасывать и не накладывать друг на друга, а укладывать на деревянные подставки (планшеты);
8) после окончания работы весь инструмент и приспособления, применяемые при работе, необходимо очистить от грязи и масла, протереть. Верстак очистить щеткой от стружки и мусора.
Рабочее место слесаря может быть организовано по-разному, в зависимости от характера производственного задания. Однако большинство рабочих мест слесаря должно быть оборудовано слесарными верстаками, на которых устанавливают тиски и раскладывают необходимые инструменты, приспособления, материалы, документацию (технологические карты, чертежи, наряды) и пр.
Хорошее помещение, отведенное для слесарных мастерских, в значительной мере способствует правильной организации рабочего места слесаря, а также повышению производительности труда и качества выполнения работ.
Расстояние между отдельными рабочими местами, а также проходы (1,5-1,6 пог. м) между слесарными верстаками устанавливаются в зависимости от технических и технологических требований и условий техники безопасности. Рабочие места должны иметь хорошее освещение и вентиляцию; полы возле верстаков должны быть


Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
Источник