- 15. Станки и приспособления для ремонта арматуры в цехе (на участке). Станки и приспособления для ремонта арматуры.
- Разборка ремонт сборка запорной арматуры
- Разновидности запорной арматуры
- Замена арматуры трубопровода
- Как заменить резьбовую арматуру
- Как заменить фланцевую арматуру
- Ремонт арматуры своими руками
- Презентация «Разборка, притирка и сборка арматуры»
- Общие сведения о разборке, притирке и сборке арматуры
- Параллельная задвижка
- Вентиль
- Пробковый кран
- Водоразборный кран
- Ремонт и демонтаж трубопроводной арматуры
- Разборка, сборка и ремонт трубопроводной арматуры
15. Станки и приспособления для ремонта арматуры в цехе (на участке). Станки и приспособления для ремонта арматуры.
15. Станки и приспособления для ремонта арматуры в цехе (на участке). Станки и приспособления для ремонта арматуры. 15. Станки и приспособления для ремонта арматуры в цехе (на участке). Станки и приспособления для ремонта арматуры.
В целях повышения качества ремонта трубопроводной арматуры и производительно-сти труда следует максимально внедрять наиболее прогрессивные конструкции станков, приспособлений (стенды) и инструменты, разработанные рационализаторами электростанций и ремонтных предприятий, проектными и конструкторскими организациями, арматурными заводами.
Приведем ряд наиболее рациональных конструкций станков и приспособлений для ремонта арматуры в цехе (на участке) и на месте ее установки без вырезки из трубопровода, оправдавших себя на практике.
При ремонте арматуры наиболее трудоемкими операциями являются разборка и сбор-ка. Для этого на электростанциях и ремонтных предприятиях применяются следующие стен-ды: для ремонта вентилей с Dу 10—20 мм; для сборки и разборки вентилей с Dу 50 мм; для сборки и разборки арматуры с Dу 100 мм и более и пневматические поворотные тиски для вентилей с Dу 10—50 мм.
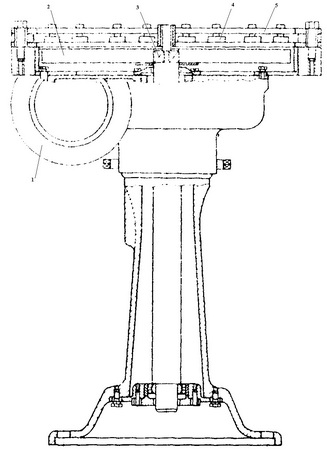
Приспособление для притирки тарелок, седел и шиберов. Приспособление (рис. 24) разработано с использованием колонкового электропривода 1 Чеховского завода энерге-тического машиностроения. Для уста¬новки притирочной плиты 2 необходимо на верхнем конце вала 3 червячного колеса сделать квадрат. На плоскость притира устанавливают дета-ли 4, подлежащие притирке. В свободном состоянии деталь удерживается на месте с помощью дуги 5. На таком приспособлении можно одновременно притирать две детали и более.
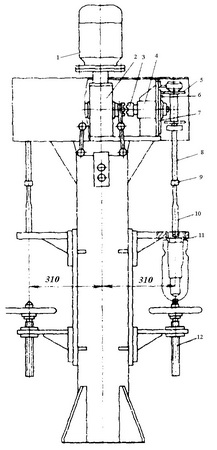
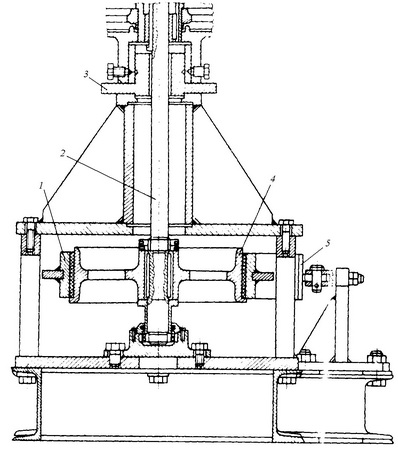
Двухшпиндельный притирочный станок. Станок (рис. 25) предназ¬начен для притирки вентилей и клапанов с Dу 10—65 мм. Вращение от электродвигателя 1 через червячный редуктор 2 с помощью механизма переключения 3 передается на фрикционный меха-низм 4. Возвратно-поступательное движение шпинделя 8 осуществляется за счет сцепления диска 5 с секторами 6, которые находятся на ведущем диске 7 фрикционного механизма.
К шпинделю с помощью головки 9 крепится скалка 10, на конец которой устанавливается со-ответствующий притир. Обрабатываемая арматура закрепляется втулкой 11 и винтом 12. На станке одновременно могут обрабатываться две детали.
Станок для притирки клиньев клиновых задвижек. Станок (рис. 26) предназначен для притирки уплотнительных поверхностей клиньев клиновых задвижек. При замене сменных сепараторов можно обрабатывать притиры для притирки корпусов этих же задвижек.
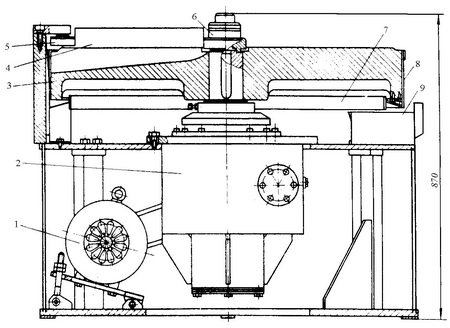
Вращение от электродвигателя 7 через червячный редуктор 2 передается на притирочный диск 3. Сепараторы 4, в которые устанавливаются притираемые детали, лежат на притирочном диске и опираются перфорированной частью на два ролика 5 и 6, расположе-ные в центре диска и на его окружности. Под притирочным диском находится желоб 7 для стока использованной притирочной смеси, которую скребок 8 сбрасывает в кружку 9.
Необходимая нагрузка на притираемую поверхность создается противовесом, устанавливаемым на притираемую деталь. Управление станком кнопочное.
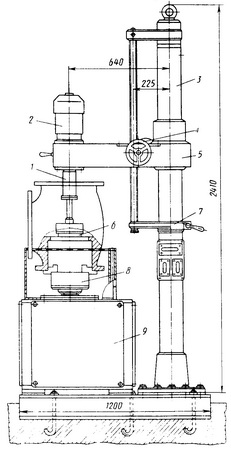
Станок для шлифовки уплотнительных поверхностей арматуры до Dу 600 мм. Шпиндель станка 7 (рис. 27) получает вращение от электродвигателя 2. На шпинделе закреп-лен шлифовальный круг 5. Обрабатываемая арматура закрепляется в токарном патроне, ко-торый приводится во вращение приводом, установленным в столе 9. Возвратно-посту-пательное перемещение подъемно-поворотного механизма 5 производится от электродвигателя.
Подвод шпинделя к обрабатываемому изделию осуществляется маховиком 4, отвод подъемно-поворотного механизма и поворот вокруг колонны 3 — вручную с помощью рукоятки. При этом зажимный хомут 7 должен быть освобожден.
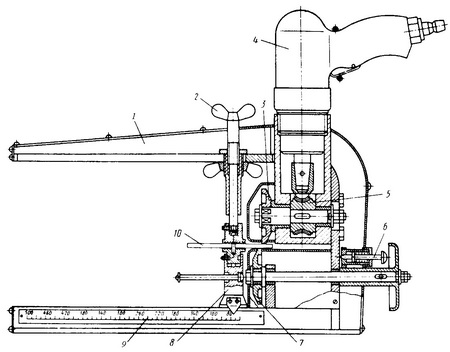
Приспособление для вырезки мягких прокладок. Приспособление (рис. 28) предназначено для вырезки круглых прокладок диаметром до 500 мм, а также для прямолиней-ной и фигурной резки мягких листовых материалов.
Приспособление состоит из рамки 1, по которой передвигается верхний центр 2. На нижней части рамки установлена шкала 9 и нижний центр 8, перемещающийся по рамке. Прокладка 10 прижимается этими центрами.
Вращение от пневмопривода 4 передается на червячный редуктор 5 и ведущий нож 3. Ведомый нож 7 устанавливается так, чтобы его режущая кромка совпадала с режущей кромкой ведущего ножа, и контроли¬руется фиксирующим устройством 6. Резка круглых прокла-док осуществляется вращением центров 2 и 8 вручную. Резка прямоугольных прокладок производится без применения центров.
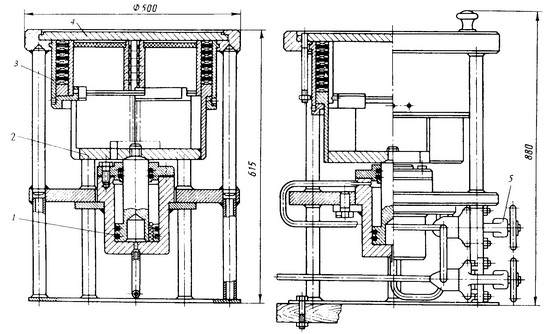
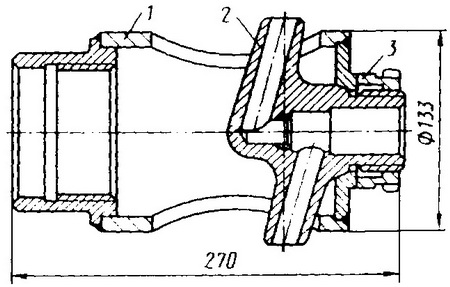
Приспособление для прессования сальниковых колец арматуры. Приспособление (рис. 29) предназначено для прессования сальниковых колец уплотнения шпинделя (штока) с сальниковой камерой и уплотнения бесфланцевого соединения корпуса с плавающей крышкой арма¬туры на высокие и сверхвысокие параметры. Размеры прессуемых колец: наибольший — 270 300 мм, наименьший — 14 24 мм.
Управление приспособлением осуществляется вентилями 5. Прес¬сование колец производится следующим образом: пуансон 2 отводится в нижнее положение и в кольцевой за-зор матрицы 3 укладывается набивка с прослойкой графита. Кольца укладываются на полную высоту матрицы, которая запирается крышкой 4. Давлением от гидропрес¬са дается ра-бочий ход поршню 7, пуансон перемещается вверх и производит прессование колец. После прессования поршень отводится в нижнее положение, крышка отводится в сторону и пово-ротным рабочим ходом спрессованные кольца выталкиваются из матрицы.
В зависимости от размеров сальниковых колец пуансон и матрица могут легко заменяться.
По сравнению с существующими приспособлениями для прессования сальниковых колец указанное приспособление является более комплектным, высокопроизводительным, обеспечивает необходимое усилие при прессовании.
Стенд для гидравлического испытания арматуры. Стенд (рис. 30) предназначен для гидравлического испытания вентилей с Dу 10—50 мм и состоит из передней и задней опор, соединенных между собой тягами и опорами из уголка. В задней опоре 7 установлена заглушка 3 со шту¬цером 2 и конусным наконечником 4.
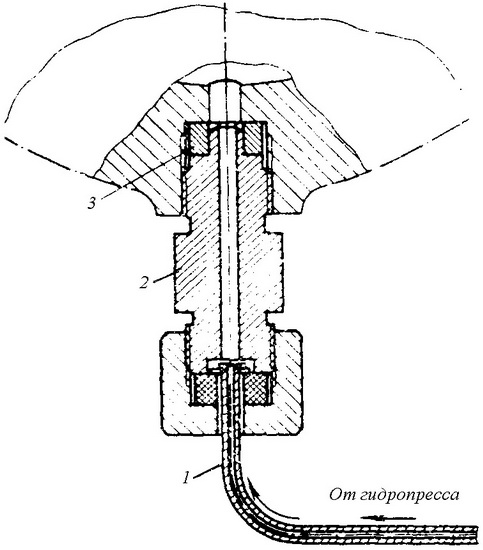
Выходное отверстие патрубка вентиля сопрягается с наконечником 5, который перемещается с помощью упорного штока 6. Подвод воды осуществляется через штуцер 2. Приспособление, изображенное на рис. 31, предназначено для гидравлического испытания задвижек через дренажное отверстие в корпусе.
Испытуемая задвижка устанавливается на стенд. Приспособление с помощью штуцера 2 закрепляется к корпусу задвижки. Вода от гидропресса по трубке 1 подается в полость кор-пуса. Необходимая плотность соедине¬ния корпуса задвижки со штуцером и штуцера с труб-кой обеспечивает¬ся резиновым уплотнением и бронзовой втулкой 3.
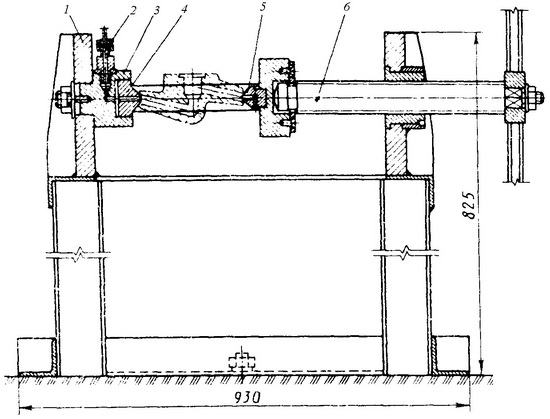
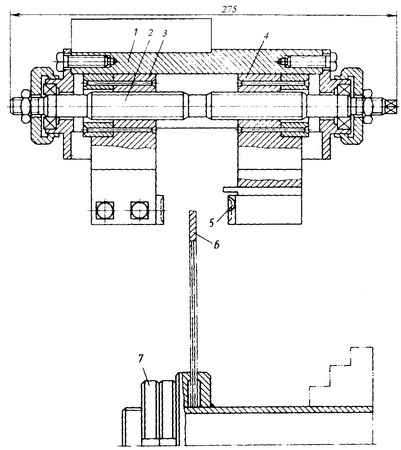
Стенд для испытания и регулировки электропривода. Стенд (рис. 32) предназна-чен для испытания и регулировки электроприводов на требуемый крутящий момент. Элетропривод устанавливается на фланец 3 или на сменную втулку в зависимости от типа электропривода и закрепляется двумя установочными винтами, после чего электропривод подключается к электрической схеме управления.
От приводного вала электро¬привода вращение передается валу 2 и шкиву 4. Нагрузка на электропривод создается с помощью маховика, который стягивает хо¬муты 1, фрикционными лен¬тами тормозит шкив. На конце хомута укреплен динамометр 5, который фиксирует фактическую нагрузку.
На таком стенде можно испытать электропривод при вращении приводного зала вправо и влево.
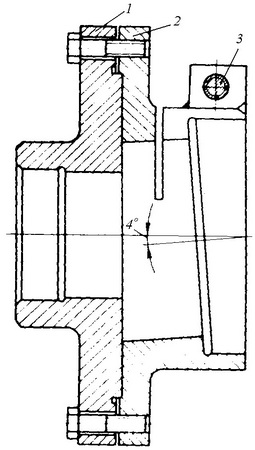
Приспособление, изображенное на рис. 33, служит для обработки уплотнительных поверхностей в корпусах вентилей с Dу 10—50 мм до и после наплавки. Технологической базой при обработке корпусов вентилей с Dу 10—20 мм является обработанная фаска корпу-са, для корпусов вентилей с Dу 50 мм — плоскость в корпусе под прокладку, фиксируемая сменной втулкой.
1 — разделка с вспомогательной подкладкой
2 — разделка с применением вставки
3 — гайка.
Приспособление для проточки уплотнительных поверхностей седел задвижек на токарном станке. Приспособление (рис. 34) состоит из планшайбы 7, корпуса 2. Седло за-движки устанавливается в корпусе 2 и закрепляется винтом 3.
Приспособление для изготовления гребенчатых прокладок диаметром от 22 до 465 мм. Основные детали приспособления (рис. 35): корпус 1, ходовой винт 2, резцедержатели (левый 3 и правый 4).
В резцедержателях закрепляются специальные резцы (гребенки) 5. В правом резцедержателе для вырезки прокладки устанавливают отрезной резец. Перемещение резцедержателей с резцами осуществляется ходовым винтом. Заготовку 6 устанавли-вают на оправке 7, которая крепится в патроне токарного станка. Все приспособление закрепляется в суппорте токарного станка.
Ротационная накатка. Ротационная накатка (рис. 36) предназначена для чистовой обработки уплотнительных поверхностей деталей, арматуры (тарелок, шиберов) в условиях мастерских электростанций и ремонтных предприятий.
Сущность процесса накатывания заключается в том, что предварительно обработанная резанием поверхность подвергается накатыванию свободно вращающимися шариками. В результате давления шарика на обрабатываемую поверхность происходит пластическое деформирование поверхностного слоя.
Беговая дорожка, образованная двумя коническими поверхностями колец 2 и 4, расположенными концентрично в корпусе 1, заполнена шариками 3. Сепаратор 11 удерживает шарики на беговой дорожке и вращается вокруг оси корпуса на шарикоподшипнике 10. При вращении корпуса шарики вращаются по беговой дорожке вокруг собственных осей и одно-временно совершают поступательное движение по обрабатываемой плоскости.
Приспособление (инструмент) крепится на шпинделе станка оправкой 5, сочлененной с корпусом 1 по-средством пружинного амортизатора 6. К оправке жестко прикреплен винтами поводковый фланец 9. Вращение корпуса 1 передается посредством поводковых паль¬цев. Корпус удер-живается в осевом положе¬нии с помощью направляющего пальца 7. Зазор между пальцем 7 и фланцем 9 и наличие тарельчатых пружин 8 позволяют шарикам самоустанавливаться на обрабатываемой поверхности и производить накатывание с определенным давлением.
Изменение давления накатывания производится за счет сжатия тарельчатых пружин, т.е. путем изменения расстояния между поводковым фланцем и корпусом.
Источник
Разборка ремонт сборка запорной арматуры
Установка запорной арматуры производится на любой трубопровод, независимо от его вида и назначения, так как именно эти элементы системы позволяют перекрывать прохождение потока в случае аварии. Как правильно установить новую арматуру взамен вышедшей из строя или произвести текущий ремонт устройств, читайте далее.

Устройства для перекрытия потока в трубопроводе
Разновидности запорной арматуры
В зависимости от способа установки запорная арматура подразделяется на следующие виды:
- резьбовую, то есть монтаж запорной арматуры трубопроводов производится при помощи резьбовых соединений;

Устройство с резьбовым способом соединения
- фланцевую. Устройства фиксируются на трубопровод при помощи фланцев;

Устройство, устанавливаемое при помощи фланцев
- приварную. Для монтажа приварной арматуры требуется сварочный аппарат.

Устройство, фиксируемое методом сварки
Замена арматуры трубопровода
Чтобы заменить арматуру на трубопроводе, необходимо произвести:
- демонтаж старого запорного устройства;
- установку нового элемента.
Процесс замены зависит от вида арматуры.
Как заменить резьбовую арматуру
Чтобы поменять арматуру с резьбовым соединением, потребуются:
- ключи соответствующего размера или разводной ключ;
- прокладки, которые в большинстве случаев поставляются в комплекте к устройству;
- материал для герметизации резьбы. Можно использовать обыкновенную льняную нить или ФУМ-ленту.
Снятие арматуры с трубопровода производится следующим способом:
- в первую очередь необходимо перекрыть снабжение трубопровода. Если замена требуется на частной сети, то для отключения отдельного участка необходимо воспользоваться ближайшим исправным краном. Если требуется поменять устройство, установленное на общедомовой сети, то для отключения необходимо привлекать специалистов обслуживающей организации;
- далее откручиваются все соединительные элементы. Если резьба не откручивается, то можно использовать, например, WD-40 (специальный состав для смазки резьбы).

Специальный состав, облегчающий откручивание резьбы
Далее производится монтаж запорной арматуры:
- места, где располагается резьба, очищаются от ржавчины, накипи и иных загрязнителей. Если удалить налет водой не получается, то можно воспользоваться растворителями;
- проверяется качество резьбы. На месте крепления арматуры не должно быть сколов, трещин и иных повреждений. При обнаружении повреждений резьба восстанавливается с помощью специальных инструментов;

Устранение повреждений на резьбе
- производится сборка запорного устройства. На все стыки устанавливаются резиновые прокладки;
- резьба герметизируется выбранным материалом;

Уплотнение резьбы ФУМ-лентой
- арматура крепится на место.

Монтаж арматуры на отопительную систему
Процесс замены запорного крана с восстановлением поврежденной резьбы подробно представлен на видео.
Как заменить фланцевую арматуру
Фланцевая арматура крепится специальными элементами (фланцами), которые соединяются между собой болтами. Для замены устройства с фланцевым креплением необходимо:
- удалить нерабочую арматуру. Для этого достаточно открутить фиксирующие болты с обеих сторон устройства;
- очистить места крепления от загрязнений;
- при необходимости выровнять поверхность фланцев абразивными материалами;
- установить герметизирующие прокладки на фланцы, закрепленные к трубопроводу;
- произвести крепление крана при помощи новых болтов.

Крепление фланцевого запорного устройства к трубопроводу
Чтобы самостоятельно поменять приварное запорное устройство, потребуются:
- болгарка;
- наждачная бумага;
- сварочный аппарат.
Работы выполняются по следующей схеме:
- при помощи болгарки вырезается участок трубопровода, на котором установлен запорный кран;

Демонтаж приварного запорного устройства
- концы труб зачищаются;
- приваривается новое устройство для перекрытия трубопровода.
Установка приварного крана
Ремонт арматуры своими руками
Чтобы устройства служили более длительный период времени, необходимо периодически производить обслуживание и ремонт запорной арматуры.
Наиболее частыми причинами протечки являются:
- износ уплотнительных прокладок;
- недостаточная набивка сальника.
Для замены прокладок производятся следующие действия:
- частичная разборка устройства. Разводным ключом снимается кран-букса, которая фиксирует шпиндель;
- удалить изношенную прокладку. В некоторых устройствах прокладка крепится при помощи болта, а в других – просто накладывается на стержень;
- установить новую прокладку и собрать кран;
- проверить герметичность устройства.
Устранение протечки запорной арматуры
Ремонт запорной арматуры при необходимости уплотнения набивки сальника производится следующим способом:
- перекрывается поток в трубопроводе;
- откручивается накидная гайка. Чтобы правильно проделать операции и ослабить именно нужную гайку, надо зафиксировать шток в одном положении;
- для снятия маховика и втулки сальника необходимо ослабить фиксирующий винт;
- удаляется сальниковая набивка (если требуется полная замена материала) или дополняется нужное количество набивки (при небольшом износе);
- арматура собирается в обратном порядке и проверяется устранение протечки.
Устранение протечки, вызванной недостаточной набивкой сальника
Все виды запорной арматуры взаимозаменяемы. Например, на место приварного крана можно установить резьбовой вентиль и так далее. Процесс установки нового запорного устройства производится по схемам, представленным в статье.
Презентация «Разборка, притирка и сборка арматуры»

- УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ«БЕРЕЗОВСКИЙ ГОСУДАРСТВЕННЫЙ ПРОФЕССИОНАЛЬНЫЙ ЛИЦЕЙ СТРОИТЕЛЕЙ»
- ПРОВЕДЕНИЕ УЧЕБНЫХ ЗАНЯТИЙ
- ПО ТЕМЕ:
- «РАЗБОРКА, ПРИТИРКА И СБОРКА АРМАТУРЫ »
- КВАЛИФИКАЦИИ
- «МОНТАЖНИК СТСИО»
- АВТОР: МШАР ЛЮБОВЬ НИКОЛАЕВНА

- ТЕМА: АРМАТУРА
- 1. Запорная арматура
- 2. Предохранительная арматура
- 3. Регулирующая арматура

- 1. ЗАПОРНАЯ АРМАТУРА
- Служит для включения или отключения отдельных участков трубопровода.
- К ней относят:
- ВентилиЗадвижкиПробковые краныШаровые краныЗатворы
- Вентили
- Задвижки
- Пробковые краны
- Шаровые краны
- Затворы

Перекрывают поток клапаном, который перемещается перпендикулярно оси потока.

- УСТРОЙСТВО ВЕНТИЛЯ
- 1.Корпус вентиля с седлом
- 2. Корпус сальника
- 3. Уплотняющее кольцо сальника
- 4. Втулка сальника
- 5. Шпиндель
- 6. Клапан
- 7. Прокладка
- 8. Накидная гайка
- 9. Маховик

Перекрывают поток при движении диска перпендикулярно направлению потока

- 1. Кольцо
- 2. Клин
- 3. Диск
- 4. Корпус
- 5.Обойма диска
- 6. Прокладка
- 7. Шпиндель
- 8. Крышка корпуса
- 9.Болт с гайкой
- 10. Сальниковая набивка
- 11. Болт
- 12. Крышка сальника
- 13. Гайка
- 14. Маховичок
- УСТРОЙСТВОЗАДВИЖКИ

Перекрывают поток пробкой с отверстием, плотно притертой к стенкам корпуса .

- УСТРОЙСТВО ПРОБКОВОГО КРАНА
- 1 . Корпус
- 2 . Болт
- 3. Шток
- 4. Головка
- 5. Крышка сальника
- 6. Сальниковая набивка
- 7. Конусная пробка

Перекрывают поток шаром с отверстием, к которому прижимаются уплотнительные манжеты
УСТРОЙСТВО ШАРОВОГО КРАНА
Перекрывают поток при повороте диска вокруг вертикальной оси с помощью рукоятки.
- Перекрывают поток при повороте диска вокруг вертикальной оси с помощью рукоятки.
- 2. ПРЕДОХРАНИТЕЛЬНАЯ АРМАТУРА
- Защищает систему от повреждения при превышении предельно допустимых параметров транспортируемой среды.
- К ней относят:
- Предохранительные клапаны
- Обратные клапаны
Автоматически выпускают воду из трубопроводов, резервуаров при повышении давления сверх допустимого. При понижении давления они закрываются
Предотвращают движение воды в обратном направлении. Он имеет корпус, крышку, захлопку с резиновой прокладкой.
- 3. РЕГУЛИРУЮЩАЯ АРМАТУРА
- Служит для поддержания расхода или давления на уровне, обеспечивающем работу системы в определенном режиме.
- К ней относят:
- Регуляторы давления
- Стабилизаторы давления
- Трехходовой кран
Поддерживают постоянное давление в системе независимо от расхода.
Поддерживают постоянное давление перед водоразборной арматурой и уменьшают потери воды до 40%, также обеспечивают герметичное закрытие при отсутствии расхода воды.
Служит для регулирования количества воды, поступающей в отопительный прибор.
- ВОПРОСЫ ДЛЯ ЗАКРЕПЛЕНИЯ
- 1. Перечислите виды запорной арматуры
- 2. Перечислите виды предохранительной арматуры
- 3. Перечислите виды регулирующей арматуры
- 4. Перечислите c оставные части задвижки
- 5. Перечислите c оставные части вентиля
- 6. Назовите c оставные части пробкового крана
- 7. Назовите c оставные части шарового крана
- 8. Назовите запорный орган вентиля
- 9. Назовите назначение обратного клапана
- «ПОРТРЕТ»
- всему научусь и научу других
- когда-нибудь что-нибудь может быть пригодится
- ничего никогда не пригодится
- ТЕМА: ПРАВИЛА НАБИВКИ САЛЬНИКОВ И УСТАНОВКИ ПРОКЛАДОК
- 1. Виды прокладок
- 2. Материалы для набивки сальников
- 3. Набивка сальника у задвижки
- 4. Набивка сальника у вентиля
1. ВИДЫ ПРОКЛАДОК
Прокладки устанавливают между фланцами и под клапанами. Вид прокладки зависит от температуры трубоносителя.
- МАТЕРИАЛ ДЛЯ ПРОКЛАДОК МЕЖДУ ФЛАНЦАМИ
- при температуре
- более 100С
- ПАРОНИТ
- при температуре
- до 100С
- ТЕХНИЧЕСКИЙ КАРТОН
- толщиной 1,5 мм проваренный в натуральной олифе
- листовой материал изготовленный из асбеста, каучука и наполнителей толщиной 0,3-6 мм
МАТЕРИАЛ ДЛЯ ПРОКЛАДОК ПОД КЛАПАНЫ ПРИ ТЕМПЕРАТУРЕ ДО 100 С
КОЖА РЕЗИНА ПЛАСТМАССА
- МАТЕРИАЛ ДЛЯ ПРОКЛАДОК ПОД КЛАПАНЫ ПРИ ТЕМПЕРАТУРЕБОЛЕЕ 100С
- ЭБОНИТ ТЕРМОСТОЙКАЯ РЕЗИНА ФИБРА
- Фибра – это тряпичная бумага, сложенная в несколько слоев и пропитанная раствором хлорида цинка.
- 2. МАТЕРИАЛЫ ДЛЯ НАБИВКИ САЛЬНИКОВПРИ ТЕМПЕРАТУРЕ ДО 100С
- пропитанные тавотом шнуры
- ХЛОПЧАТОБУМАЖНЫЙ
- ЛЬНЯНОЙ
- ПЕНЬКОВЫЙ
- пропитанные тавотом шнурыХЛОПЧАТОБУМАЖНЫЙЛЬНЯНОЙПЕНЬКОВЫЙ
- МАТЕРИАЛЫ ДЛЯ НАБИВКИ САЛЬНИКОВ ПРИ ТЕМПЕРАТУРЕ БОЛЕЕ 100С
- АСБЕСТОВЫЙ ШНУР, ПРОПИТАННЫЙ ГРАФИТОМ ЗАМЕШАННЫМ НА НАТУРАЛЬНОЙ ОЛИФЕ
- ФТОРОПЛАСТОВЫЙ ЖГУТ ИЗ ФТОРЛОНА И ВАЗЕЛИНОВОГО МАСЛА
3. НАБИВКА САЛЬНИКА У ЗАДВИЖКИ
Сальник задвижки набивают так: снимают сальниковую крышку и вокруг шпинделя кольцами закладывают набивку. Для образования колец набивку предварительно разрезают на куски так, чтобы их концы сходились встык, а не находили один на другой. Стыки должны быть смещены на 90 0 . После укладки набивки устанавливают сальниковую втулку, крышку и стягивают болты.
4. НАБИВКА САЛЬНИКА У ВЕНТИЛЯ
У вентиля сальниковую набивку выполняют в виде плетенки, обернутой несколько раз вокруг шпинделя. Устанавливают втулку и закручивают накидную гайку.
- ВОПРОСЫ ДЛЯ ЗАКРЕПЛЕНИЯ
- 1. Перечислите места установки прокладок
- 2. Перечислите виды прокладок для холодной воды
- 3. Перечислите виды прокладок для горячей воды
- 4. Перечислите материал устройства сальников для горячей воды
- 5. Перечислите материал устройства сальников для горячей воды
- 6. Назовите операции по набивке сальника у задвижки
- 7. Назовите операции по набивке сальника у вентиля
- РЕФЛЕКСИЯ
- «МИНУТЫ МОЕЙ ЖИЗНИ»
- Очередные 45 мин моей драгоценной жизни:
- Не пропали даром
- Принесли мне пользу
- Потеряны безвозвратно
- ТЕМА: ПРАВИЛА И ПРИЕМЫ ПРИТИРКИ
- 1. Притирочные материалы
- 2. Притирка пробкового крана
- 3. Притирка вентиля
- 4. Притирка задвижки
- 1. ПРИТИРОЧНЫЕМАТЕРИАЛЫ
- Притирка – это операция по устранению малейших неровностей уплотнительных поверхностей.
- Она бывает:
- МАТЕРИАЛЫ ДЛЯ ГРУБОЙ ПРИТИРКИ
- Грубая притирка выполняется абразивными материалами.
- Абразивными называют материалы в виде порошков с высокой твердостью зерен.
- К ним относят:
- Алмаз (С) – 10 твердость по шкале Маоса; Корунд ( Al 2 О 3 ) – 9; Наждак (70% корунда и 30% слюды) – 8; Кварцевый песок ( Si О 2 ) – 7;
- Алмаз (С) – 10 твердость по шкале Маоса;
- Корунд ( Al 2 О 3 ) – 9;
- Наждак (70% корунда и 30% слюды) – 8;
- Кварцевый песок ( Si О 2 ) – 7;
- МАТЕРИАЛЫ ДЛЯ ОКОНЧАТЕЛЬНОЙ ПРИТИРКИ
- Абразивную пасту, состоящую из 70% абразивного порошка и 30% парафина;
- Пасту ГОИ, состоящую из оксида хрома, силикагеля и стеарина.
2. ПРИТИРКА ПРОБКОВОГО КРАНА
Притирку пробкового крана выполняют в следующем порядке:
- Достать пробку из корпуса;
- Поверхности очистить и насухо вытереть;
- Корпус зажать в тиски;
- На пробку нанести абразивную пасту;
- Пробку вставить в отверстие корпуса;
- На хвостовик пробки надеть вороток;
- Вращать вороток то в одну то в другую сторону, делая неполные обороты;
- После 15-20 оборотов пробку вынимают и насухо протирают;
- Проверить качество притирки меловой линией.
ПРИТИРКА ПРОБКОВОГО КРАНА
3. ПРИТИРКА ВЕНТИЛЯ
Для притирки седла вентиля применяют притиры. Притир – это деревянный диск с рукояткой, оклеенный шлифовальным полотном или кожей, на которую наносят притирочную пасту.
4. ПРИТИРКА ЗАДВИЖКИ
ЗАДВИЖКИ ПРИТИРАЮТ НА СТАНКЕ ВМС-42
ПРИТИРКА ЗАДВИЖКИ НА СТАНКЕ
На этом станке можно одновременно притирать диски двух задвижек. Задвижки зажимают в зажимном устройстве. Шток задвижки, помещенный в зажим, получает возвратно-поступательное движение от электродвигателя через клиноременную передачу и редуктор. Шток перемещает диски задвижки по уплотнительным кольцам, осуществляя притирку сопрягающихся уплотнительных поверхностей.
- ВОПРОСЫ ДЛЯ ЗАКРЕПЛЕНИЯ
- 1. Сформулируйте определение притирки
- 2. Перечислите виды материалов для грубой притирки
- 3. Перечислите виды материалов для окончательной притирки
- 4. Назовите операции по притирке пробкового крана
- 5. Охарактеризуйте операцию по проверке качества притирки пробкового крана
- 6. Сформулируйте определение притира
- 7. Назовите притираемые части у вентиля
Общие сведения о разборке, притирке и сборке арматуры
Классификация арматуры. Арматура служит для управления потоком транспортируемой среды в сантехнических системах (воды, пара), изменения ее расхода, давления, перекрытия потока, раздачи потребителям и подразделяется на промышленную трубопроводную и водоразборную.
К промышленной трубопроводной арматуре относятся: запорная арматура — краны, вентили, задвижки, затворы; регулирующая арматура — регулирующие вентили, краны двойной регулировки, регулирующие клапаны, редукционные клапаны, регуляторы уровня и давления; предохранительная и защитная арматура — предохранительные, обратные подъемные, обратные поворотные и приемные клапаны; контрольная арматура — пробно-спускные краны, указатели уровня; разная арматура. К разной арматуре условно можно отнести и другие устройства, устанавливаемые на трубопроводах, — элеваторы, конденсатоотводчики и т.п. Каждая из этих групп обладает конструктивными особенностями.
По конструкции присоединительных патрубков арматуру подразделяют на муфтовую, фланцевую, цапковую, штуцерную (имеющую штуцерные присоединительные патрубки с наружной резьбой) и под приварку.
В зависимости от направления потока после прохождения арматуры различают проходную угловую арматуру (в санитарно-технических устройствах не применяются) и трехходовую арматуру, устанавливаемую обычно в местах поворота трубопровода или ответвлений от него.
По способу герметизации арматуру можно подразделить на: сальниковую, когда герметичность сопряжения подвижных элементов по отношению к внешней среде обеспечивается сальниковым устройством; натяжную, когда герметичность обеспечивается путем натяга притертых конических поверхностей у пробковых кранов; сильфонную, когда герметичность обеспечивается сильфоном, и мембранную, когда герметичность обеспечивается мембраной. Последние два вида герметизации в санитарно-технической арматуре не применяют.
По месту расположения различают арматуру, устанавливаемую: только на горизонтальных трубопроводах с вертикальным положением шпинделя или крышкой вверх; на горизонтальных и вертикальных трубопроводах в любом положении; только на вертикальных трубопроводах.
Арматуру изготовляют из серого и ковкого чугуна, стали, цветных сплавов и пластмасс.
Маркировка и обозначение трубопроводной арматуры. Вся выпускаемая трубопроводная арматура в соответствии с ГОСТ 4666-75 имеет маркировку на корпусе, выполненную отливкой, штамповкой, клеймением или гравировкой.
Маркировка содержит товарный знак завода-изготовителя, условное или рабочее давление, допустимую температуру, условный проход, а также стрелку, показывающую направление потока среды.
В маркировке арматуры, предназначенной для подачи среды в любом направлении, а также с выпускными концами стрелка-указатель отсутствует. На арматуре, изготовленной из стали со специальными свойствами, указывается также марка материала корпуса.
Кроме маркировки выпускаемая арматура имеет отличительную окраску необработанных поверхностей корпуса у крышки, зависящую от материала основных деталей изделия. Арматура с корпусом из латуни и бронзы не окрашивается.
Для обозначения материала уплотнительных поверхностей запорных органов также используется отличительная окраска. Окрашивают маховики, рукоятки, крышки, рычаги, колпаки.
Например, при уплотнительных поверхностях затвора из бронзы или латуни используют красную краску, из кожи или резины — коричневую, из эбонита или фибры — зеленую, из коррозионно-стойкой стали — голубую, из полиэтилена — серую с красными полосками по периметру или спицам и т.д. Окрашивают в цвет корпуса маховики, рукоятки, крышки и т.п. у арматуры, не имеющей вставных или наплавленных колец у затвора, т.е. с уплотнительными поверхностями, выполненными непосредственно на затворе. ГОСТ допускает замену условной окраски тиснением на фирменных табличках сведений о материалах корпуса и запорных органов, номера плавки и рабочей среды.
Для фланцевой арматуры с внутренним покрытием применяют дополнительную окраску поверхностей присоединительных фланцев по ободу.
Для удобства учета, заказа, хранения и для других целей Центральным конструкторским бюро арматуростроения (ЦКБА) в 1986 г. разработана система условных обозначений (классификатор) трубопроводной промышленной арматуры.
Система состоит из комбинаций цифр и букв, условных окрасок и маркировок. Хотя она до настоящего времени не получила отражения в ГОСТах на арматуру, однако широко применяется на практике и общепринята.
Наряду с классификатором пользуются кодом, полученным путем сокращения названия изделия, например КРТ — кран регулирующий трехходовой и т.д.
Отдельные конструкции обозначают в этом случае только номером чертежа, по которому их изготовляют, или по другой системе с применением букв и цифр, например 3KЛ2-200-16 — задвижка клиновая литая второй модификации с условным проходом 200 мм на условное давление 1,6 МПа.
По системе ЦКБА индекс изделия включает пять элементов, расположенных последовательно:
- вид арматуры (цифровое обозначение);
- материал корпуса (буквенное обозначение);
- вид привода (цифровое обозначение); для обозначения вида привода используют однозначные числа (первая цифра трехзначного числа индекса; при отсутствии привода в индексе стоит не трехзначное число, а двузначное);
- конструкция по каталогу ЦКБА (цифровое обозначение);
- материал уплотнительных поверхностей затвора (колец) (буквенное обозначение); когда кольца отсутствуют, в индексе указывают «бк» (без колец). В случае применения внутреннего покрытия обозначение способа покрытия объединяют с обозначением материала уплотнительных поверхностей затвора.
Например, индекс «30ч925бр» обозначает задвижку (30) чугунную (ч) с электроприводом (9) конструкции, обозначенной порядковым номером 25 по каталогу ЦКБА, с уплотнительными латунными кольцами (бр); запорный муфтовый бронзовый вентиль с кожаным уплотнителем обозначается 15БЗк, где 15 — вид изделия — вентиль; Б — материал корпуса — бронза; 3 — разновидность вентиля; к — уплотнение затвора из кожи. При отсутствии привода индекс арматуры состоит из четырех элементов. После установки на трубопровод арматуру окрашивают вместе с ним.
Общие требования к водоразборной арматуре.
Санитарно-техническая водоразборная арматура должна отвечать требованиям ГОСТ 19681-74, которые распространяются на смесители холодной и горячей воды для ванн, душевых установок, умывальников, моек, биде, на угловые вентили, туалетные и водоразборные краны для умывальников, моек, раковин, писсуаров и других санитарно-технических приборов при Ру Читайте также: Ручная пробивка отверстий в трубе
Уплотняющие прокладки запорных клапанов арматуры для холодной воды допускается изготовлять из кожи — чепрака по ГОСТ 20836-75 толщиной не менее 3 мм.
Для уплотнения шпинделя вентильных головок применяют формованные резиновые кольца круглого сечения по ГОСТ 9833-73 и ГОСТ 18829-73, для сальниковых набивок — хлопчатобумажную пряжу или пряжу из лубяных волокон, пропитанных графитной и другими видами смазки, обеспечивающими необходимую водонепроницаемость.
Маховички, облицовочные колпачки, указатели вентильных головок, рукоятки переключателей изготовляют из латуни марок ЛС59, пластмасс, фарфора и полуфарфора, а облицовочные шайбы — из латуни и пластмасс. Душевые сетки изготовляют из латунной ленты, латунных листов или из пластмассы.
Обозначения и требования к вентильным головкам водоразборной арматуры. Вентильные головки для холодной воды должны быть помечены синим цветом, а для горячей воды — красным цветом. Арматура должна быть герметичной и выдерживать давление 0,9 МПа.
Вентильные головки для санитарно-технической и лабораторной водоразборной арматуры удовлетворяют требованиям ГОСТ 20920-75 и изготовляются следующих типов: ГВО — головка вентильная открытая, ГВЗ — головка вентильная закрытая, ГВЗУ — головка вентильная закрытая укороченная; ГВЗв — головка вентильная закрытая для встраиваемой арматуры; ГВЗз — головка вентильная закрытая для застенной арматуры; ГВЗПо — головка вентильная закрытая с возвратно-поступательным движением клапана; ГВЗПоУД — головка вентильная закрытая удлиненная с возвратно-поступательным движением клапана.
При заказе вентильных головок на заводах-изготовителях к условным обозначениям добавляют буквы: Д — для головки с защитно-декоративным гальваническим покрытием; В — без защитного покрытия; М — при комплектовании головки металлическим маховичком; К — керамическим маховичком; П — пластмассовым маховичком; Dy (условный проход) — для головок типов ГВО, ГВЗ и ГВЗПо. Для большинства видов водоразборной арматуры применяют вентильные головки открытого типа, которые комплектуются маховичками из керамики, пластмассы или металла. Вентильные головки закрытого типа комплектуются маховичками из пластмассы или керамики.
Основные виды сантехнической арматуры. В санитарно-технических системах наиболее распространены параллельные задвижки, вентили, краны и обратные клапаны.
Параллельная задвижка (рисунок ниже) отливается из чугуна и может быть использована как запорная и регулирующая арматура для воды, пара и газов. С трубопроводом задвижки соединяют фланцами при помощи болтов. Параллельная задвижка состоит из чугунного корпуса 4, крышки 8 корпуса, шпинделя 7 счервячной резьбой, маховичка 14 с гайкой 13, в которую входит шпиндель.
В нижней части шпинделя укреплен шибер, состоящий из двух дисков 3 с обоймой 5. Между дисками помещен клин 2. При вращении маховичка влево до отказа шпиндель вместе с дисками и клином опускается вниз, клин раздвигает диски, которые прижимаются к бронзовым кольцам 1 и закрывают проход задвижки. Чтобы задвижка не пропускала воду, диски плотно притираются к кольцам.
При вращении маховичка вправо шпиндель вместе с дисками поднимается вверх и открывает задвижку. В верхней части шпинделя под резьбой находится крышка 12 сальника, а под ней в кольцевом канале крышки корпуса — сальниковая набивка 10.
Крышка сальника притягивается к крышке корпуса двумя болтами 11, сжимает сальниковую набивку, которая плотно охватывает шпиндель и препятствует просачиванию воды через крышку корпуса вдоль шпинделя. Под крышкой корпуса помещается прокладка 6. Крышка соединяется с корпусом задвижки болтами 9с гайками. Параллельные задвижки изготовляют с выдвижным или невыдвижным шпинделем.
Показанную на рисунке ниже задвижку с выдвижным шпинделем применяют преимущественно в системах отопления, а задвижки с невыдвижным шпинделем — в системах водоснабжения.
Параллельная задвижка

Вентиль (рисунок ниже) используют как запорную и регулирующую арматуру. Вентили бывают муфтовые с прямым или наклонным шпинделем и фланцевые. Изготовляют их с корпусами из бронзы и чугуна.
Вентиль

1 — гайка; 2 — шайба; 3 — седло; 4 — корпус; 5 — крышка корпуса; 6 — шпиндель; 7 — сальниковая набивка; 8 — сальниковая втулка; 9 — накидная гайка; 10 — маховичок; 11 — клапан; 12 — прокладка
Корпус 4 вентиля закрывается сверху крышкой на резьбе. Сверху крышки имеется накидная гайка 9, под которой находится сальниковая втулка 8, уплотняющая сальниковую набивку 7. Шпиндель 6 вентиля проходит через крышку 5 корпуса, сальниковую втулку и накидную гайку. При навертывании накидная гайка нажимает на сальниковую втулку, которая в свою очередь сжимает сальниковую набивку. Последняя плотно охватывает шпиндель и препятствует просачиванию воды вдоль шпинделя. Нижний конец шпинделя обточен на меньший диаметр, чем весь шпиндель, на нем нарезана резьба для крепления клапана с прокладкой 12, шайбой 2 и гайкой 1.
Клапан 11 закрывает проход корпуса, называемый седлом 3. Вверху шпинделя укреплен маховичок 10. В средней части шпинделя, проходящего через крышку корпуса, и в крышке корпуса нарезана резьба.
При вращении маховичка вправо шпиндель по резьбе крышки корпуса опускается и клапан закрывает седло. При обратном вращении маховичка клапан поднимается и открывает проход вентиля. Вентиль устанавливают на линии трубопровода так, чтобы вода поступала под клапан.
Направление движения воды обозначается стрелкой на корпусе вентиля.
Аналогичные вентили применяют для перекрытия пара, но у них вместо клапана с прокладкой установлены клапаны из бронзы, притертые к гнездам седла.
Пробковый кран является запорной и регулирующей арматурой. Пробковые краны бывают бронзовые и чугунные. По своей конструкции они делятся на сальниковые, краны с уплотнительными кольцами и натяжные. Первые два типа кранов применяют в системах отопления, натяжные — для газа.
Пробковый кран

а — сальниковый; б — натяжной; 7 — корпус; 2 — болт; 3 — шток; 4 — головка; 5 — крышка сальника; 6 — сальниковая набивка; 7 — конусная пробка; 8 — гайка
Пробковый сальниковый кран показан на рисунке выше, а. В корпусе 1 помещена конусная пробка 7 с верхней цилиндрической частью — штоком 3 и квадратной головкой 4. Пробковый кран имеет сальниковую набивку 6 и крышку 5 сальника, стягиваемую с корпусом болтами 2. Назначение сальниковой набивки в кране то же, что и в вентиле. В нижней части конусной пробки имеется отверстие — окно.
Для прохода воды кран открывают, поворачивая пробку так, чтобы окно стало против отверстий корпуса. Чтобы закрыть кран, пробку поворачивают на 90°. Пробка Должна быть плотно притерта к конусному отверстию корпуса, чтобы не пропускать воду. Плотное соприкосновение поверхности пробки со стенками конусного отверстия корпуса достигается нажимом сальниковой крышки на сальниковую набивку.
Пробковый натяжной кран (рисунок выше, б) на нижней части пробки имеет шпильку с резьбой, на которую надевается шайба и навертывается гайка 8. Плотное соприкосновение пробки 7 и корпуса 1 достигается натяжением гайки 8.
Водоразборный кран

1 — корпус; 2 — крышка корпуса; 3 — шпиндель; 4 — сальниковая набивка; 5 — сальниковая втулка; 6 — маховичок; 7 — клапан; 8 — седло; 9 — прокладка
Водоразборный кран (рисунок выше) является краном вентильного типа. Материалом для изготовления их служит преимущественно бронза или латунь. Состоит кран из корпуса 1, крышки 2 корпуса, через которую проходит шпиндель 3.
Сальниковая набивка 4 уплотняется сальниковой втулкой 5, которая ввертывается в верхнюю резьбу крышки корпуса. В нижней части шпинделя нарезана резьба. Шпиндель ввертывается в нижнюю внутреннюю резьбу крышки корпуса.
К клапану 7прикреплена прокладка 9, закрывающая седло 8. Верхняя шпилька клапана свободно входит в нижнее отверстие шпинделя. Кран открывают и закрывают, вращая маховичок 6. Когда маховичок поворачивают влево, шпиндель приподнимает клапан и открывает проход воде.
При поворачивании маховичка вправо шпиндель опускается, нажимает на клапан и закрывает седло.
Обратный клапан служит для пропуска воды только в одну сторону — под клапан (золотник) и состоит из корпуса с седлом, закрываемым золотником. При обратном движении воды золотник прижимается к седлу корпуса и закрывает проход воде.
Нижняя поверхность золотника притерта к седлу, что препятствует протеканию воды. В верхней части золотника имеется шток, входящий в гнездо крышки клапана.
Это устройство обеспечивает правильное движение штока при открывании и закрывании клапана.
Обратные клапаны изготовляют из бронзы и чугуна; они бывают муфтовые и фланцевые.
Ремонт и демонтаж трубопроводной арматуры

Ремонтные работы, целью которых является восстановление работоспособности задвижки, выполняются либо путем полного демонтажа узла, либо путем частичной разборки-сборки арматуры. Капитальный ремонт задвижки можно организовать и тем, и другим способом. Для частичного ремонта достаточно разобрать крышку сальника и снять крышку корпуса. Однако и та, и другая операция начинается с одного действия – перекрытия трубопровода выше по течению потока. Разумеется, для этих целей следует задействовать работоспособное запорное устройство.
Для сохранения уровня ремонтопригодности магистрали, очень важно своевременно выполнять все ремонтные работы в узлах запорной арматуры. В ином случае стоимость работ по восстановлению задвижек арматуры увеличится на несколько порядков.
Процесс разборки-сборки выглядит следующим образом:
В самом начале демонтируется маховик, из которого извлекается ходовая гайка.
Далее из крышки корпуса вывинчиваются стопорные винты крышки сальника. Если поломка связана с узлом – шпиндель сальник, то после удаления крышки нужно просто демонтировать уплотнитель и заменить его новым, неповрежденным узлом.
После демонтажа (и, если нужно, замены) сальника необходимо разобрать фланцевое соединение на стыке корпуса и его крышки. Для этого из посадочных отверстий в корпусе выкручиваются монтажные винты крышки.
Сняв крышку можно извлечь из корпуса шпиндель и втащить из седла заслонку. На этом этапе можно выполнить чистку заслонки и седла корпуса, попутно заменив уплотнительные элементы. Кроме того, очень часто заслонку просто меняют на новую деталь, аналогичной формы. Ведь все узлы задвижек стандартны, следовательно, проблем с подбором работоспособного элемента у слесаря быть не может.

Заменив или отреставрировав заслонку можно приступать к сборке задвижки, которую выполняют в обратном порядке.
Указанную операцию можно провести и на отсоединенной заслонке, и на арматуре, вмонтированной в трубопровод. А вот для замены прокладок или устранения ошибок на стыке корпуса и трубы нам придется, в обязательном порядке, демонтировать все устройство, с последующей разборкой-сборкой и установкой арматуры в трубопровод.
По завершению ремонтных работ слесарь должен протестировать устройство на работоспособность. То есть, отремонтированная задвижка должна запирать трубопровод, полностью прекращая течение жидкости в магистрали.
Контрольным прибором, в данном случае является обычный манометр, который должен зафиксировать падение давления в трубе, расположенной ниже (по направлению течения потока) задвижки.
Разборка, сборка и ремонт трубопроводной арматуры
В процессе эксплуатации основные узлы и детали арматуры непрерывно изнашиваются, для восстановления их работоспособности встаёт вопрос о необходимости проведения ремонта арматуры.
Наиболее распространенные неисправности трубопроводной арматуры, подлежащие устранению при ремонте:
- отсутствие герметичности в связи с пропуском среды между:
- седлом и уплотнительными кольцами затвора;
- корпусом и уплотнительным кольцом седла;
- шпинделем (штоком) и сальниковой набивкой;
- пропуск среды через фланцевое соединение корпуса и крышки;
- задиры на шпинделе в зоне сальниковой набивки;
- выход из строя маховиков управления арматурой, крепежных деталей, привода и т.д.
Все вышеперечисленные повреждения имеют явно выраженный характер и сравнительно легко обнаруживаются при обследовании арматуры.
Несмотря на простоту конструкции трубопроводной арматуры, ее ремонт без применения специализированного оборудования и оснастки для ремонта как в «полевых» условиях, так и на ремонтных участках практически невозможен, т. к. задействуется ряд технологических процессов, которые крайне важно рационально организовать.
Для эффективности предстоящего ремонта рассматриваются и оцениваются его различные критерии: сроки проведения, трудозатратность, экономическое обоснование, надежность оборудования для проведения ремонтных работ.
Оборудование для разборки и сборки общепромышленной арматуры
Для осуществления операций по разборке-сборке деталей и узлов общепромышленной арматуры необходимо использовать специально оборудованное рабочее место (рис. 1), оснащённое полным комплектом инструментов и приспособлений, необходимых в процессе работы.
Рис. 1 РАБОЧЕЕ МЕСТО ДЛЯ РАЗБОРКИ И СБОРКИ ТРУБОПРОВОДНОЙ АРМАТУРЫ ПОБЕДИТ-РМ-2
Рис. 1. Оборудование для разборки и сборки
- Данное решение позволяет максимально эффективно и быстро подготовить арматуру к дальнейшим манипуляциям в процессе ремонта, а также при необходимости осуществить проверку герметичности, установив изделие на специальный стенд для предвари- тельных пневматических испытаний.
- В состав рабочего места входит:
- — Стенд для проведения предварительных испытаний арматуры, который позволяет оперативно оценить состояние изделия в условиях производства следующими методами:
- манометрический, основанный на регистрации изменения давления газа за определенный промежуток времени с учетом изменения температуры газа;
- перетечки газа в смежную с испытываемой полость изделия;
- пузырьковым, при котором регистрируются пузырьки газа, вытекающего из изделия, помещенного в воду (в обоснованных случаях – в другую жидкость);
- обмыливания;
- акустического течеискания, основанного на индикации ультразвуковых акустических волн, возбуждаемых при вытекании газа через сквозные поры и щели;
- — Стенды для установки, разборки и сборки арматуры с условными проходами DN 15-300 мм и DN 300- 600 мм, которые также служат опорой и исключают возможность опрокидывания арматуры и, как следствие, недопустимых травм у рабочего персонала.
- — Верстак с перфорированным экраном и тумбой для хранения необходимого инструмента.
- Переносные станки для шлифования и притирки уплотнительных поверхностей
Существенным преимуществом является возможность ремонта арматуры без изъятия ее из трубопровода, что особенно является незаменимым решением при работе с бесфланцевой арматурой. Например, переносное оборудование для шлифовки и притирки уплотнительных поверхностей клиновых задвижек (рис.
2), разработкой которого компания СКБ «ПОБЕДИТ» занимается в рамках Федеральной программы «Старт» Фонда содействия развития малых предприятий в научно-технической сфере (Фонд содействия инновациям).
Данный тип оборудования позволяет осуществлять шлифование и притирку уплотнительных поверхностей корпусов клиновых задвижек с условным проходом DN 50-1000 мм без удаления арматуры из трубопровода. При необходимости обработки клина предусмотрена специальная подставка для фиксации и дальнейшей обработки с соблюдением требуемого угла наклона.
Шлифование осуществляется при помощи шпинделей и шлифовальных бумажных кругов на самоклеящейся основе, а притирка уплотнительных поверхностей производится чугунными притирочными дисками с применением абразивной пасты.
Рис.2 СТАНОК ПЕРЕНОСНОЙ ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ КЛИНОВЫХ ЗАДВИЖЕК ПОБЕДИТ-СПМ-1
Станок устанавливается на боковой фланец клиновой задвижки. Осуществляется закрепление и выверка головки станка относительно притираемой поверхности.
Шлифование осуществляется до устранения следов износа, небольших задиров уплотнительной поверхности с последующим созданием плоскости для дальнейшей технологической операции. Притирка осуществляется чугунными притирочными дисками, устанавливаемыми взамен шлифовальных шпинделей.
Для увеличения скорости выполнения операции, а также для достижения требований по шероховатости и плоскостности на притираемые поверхности наносится абразивная паста.
В состав станка входит:
- привод (допустимо применение пневматического и электрического);
- приспособление для установки на средний фланец корпуса задвижки;
- подставка для обработки клина.
Для восстановления уплотнительных поверхностей корпусов, золотников запорных вентилей также применяют станки в «мобильном» исполнении (рис.
3), что в свою очередь значительно сказывается на сокращении логистических затрат на транспортировку неисправного изделия и отсутствии затрат на монтажные работы, что особенно актуально при использовании большого количества трубопроводной арматуры с типом присоединения «под приварку».
Принцип работы данных станков довольно прост и не требует высокой квалификации персонала. Станок устанавливается и закрепляется на боковом фланце арматуры. Производится выверка шлифовальной головки относительно уплотнительной поверхности арматуры.
Шлифование осуществляется наклеенной на торцевые поверхности шпинделей шлифовальной бумаги различной зернистости.
Требуемое качество поверхности достигается путем замены шлифовальной бумаги от грубой до более мелкозернистой фракции применяемого материала.
Основными элементами станка являются:
- привод (допустимо применение пневматического и/или электрического);
- установочное приспособление;
- подставка для обработки золотников.
Станок переносной для ремонта запорных клапанов (рис. 4) за счет специальной конструкции обрабатывающей головки, которая создает сложное плоскопараллельное движение и необходимое усилие прижатия инструмента, позволяет добиться высокого качества обрабатываемой поверхности.
Рис. 4 СТАНОК ПЕРЕНОСНОЙ ДЛЯ РЕМОНТА ЗАПОРНЫХ КЛАПАНОВ БЕЗ УДАЛЕНИЯ ИХ ИЗ ТРУБОПРОВОДА ПОБЕДИТ-СПМ-2-К
Станок устанавливается и закрепляется на боковом фланце арматуры, далее производится выверка шлифовальной головки относительно уплотнительной поверхности арматуры.
Шлифование осуществляется наклеенной на торцевые поверхности шпинделей шлифовальной бумаги различной зернистости.
Требуемое качество поверхности достигается путем замены шлифовальной бумаги от грубой до более мелкозернистой фракции применяемого материала.
- Основными элементами станка являются:
- • привод (допустимо применение пневматического и электрического);
- • установочное приспособление;
- • устройство центровки.
- Использование подобного оборудования обеспечит осуществление ремонта в оптимальные для предприятия сроки с меньшими трудовыми и экономическими затратами, исключив при этом простой.
- Кроме того, посредством ремонта трубопроводной арматуры можно значительно увеличить срок службы арматуры, повысить безаварийность работы и тем самым снизить риск остановок трубопровода и затрат на его эксплуатацию.
Таким образом, отремонтированная арматура остается непосредственно на трубопроводе с соблюдением всех установленных правил. По окончании проводимых операций и сборке следует проверить надежность всех узлов и креплений, а также правильность установки привода, крутящий момент на маховике или рукоятке.
- Ремонт арматуры осуществляется исключительно квалифицированными специалистами, ознакомленными с конструкцией арматуры и ее назначением, имеющими опыт ее ремонта и прошедшими соответствующий производственный инструктаж.
- Переходите на наш сайт Ремонт и испытания арматуры (жми здесь)
- ТЕХНОЛОГИЯ СБОРКИ И РАЗБОРКИ ТРУБОПРОВОДНОЙ АРМАТУРЫ
- СТЕНД ДЛЯ ИСПЫТАНИЙ И НАСТРОЙКИ СППК
Источник