- Как отремонтировать или заменить рессоры на автомобиле
- Задача рессор
- Профилактика
- Виды поломок
- Чтобы сделать осмотр
- Разборка рессоры состоит из следующего
- Сборка и закрепление на место
- GAZ 31 Серебро: Онлайн истории › Logbook › Ремонт рессор. Теория и подготовка к сборке
- Приспособление для выпрямления, монтажа и демонтажа рессор автомобилей
- Ремонт автомобиля в кузнечно-рессорном отделении
- 1. Оборудование кузнечно-рессорного отделения
- 2. Техника безопасности при выполнении работ в кузнечно-рессорном отделении
Как отремонтировать или заменить рессоры на автомобиле
Задача рессор
Рессоры, как и все остальные части, являются важным элементом устройства автомобиля, за которыми нужно следить и вовремя пресекать какие-либо неисправности. Без них езда на автомобиле не была бы относительно гладкой, особенно на наших дорогах. Не нужно думать, что детали вашего авто не убиваемые. Каждая из них требует к себе определённого внимания и профилактики во избежание быстрого износа, необходимый ремонт рессор должен проводиться вовремя.
 Рессоры нужно периодически разбирать и чистить от ржавчины и грязи
Рессоры нужно периодически разбирать и чистить от ржавчины и грязи
Необходимый осмотр и ремонт всегда можно сделать в мастерской, но не слишком сложно это сделать и своими руками. Если, например, есть просадка, то можно установить ещё один подкоренной лист с буферами-отбойниками нижнего рычага передней подвески, для этого достаточно отвернуть гайки центрального болта и стремянок.
Профилактика
Через каждые 10 000 км рекомендуется снимать рессоры, чтобы очистить их от грязи, ржавчины и для глубокой смазки (сначала промываются в керосине, затем наносится смесь из графитовой смазки и тавота), также рекомендуется регулярно делать смазку листов и подтягивать стремянки. Во избежание появления ржавчины перед тем как установить элемент подвески обратно, его следует покрасить.
Чтобы продлить срок службы детали при сильных нагрузках на автомобиль, следует сделать защиту для рессор, обмотав их шпагатом, пропитанным смолой, и надев брезентовый чехол, наполненный тавотом.
Виды поломок
Чаще всего выходят из строя элементы передней подвески, поскольку они больше нагружены из-за неровной поверхности дорог. Ломаться могут листы или пальцы рессоры, бывает просадка, срыв болтов стремянок. В случае если лопнула рессора, её требуется обязательно заменить, если прогнулась, то кузов автомобиля отклоняется набок, что нельзя допускать, деформация устраняется правкой по шаблону. Чтобы знать, как отремонтировать рессору, для начала нужно её осмотреть, что даст вам представление о том, какая из деталей вышла из строя.
При поломке в пути пальца рессоры следует вместо него расположить что-то наподобие отвертки или стержня, который следует закрепить проволокой, при поломке пластины на неё сверху и снизу кладутся длинные гаечные ключи, которые также следует плотно зафиксировать проволокой, в таком состоянии аккуратно добирайтесь до ближайшей мастерской.
Если вы обнаружили повреждения, то производится или полная замена рессор, или же замена её части.
Чтобы сделать осмотр
Часть автомобиля поднимается (в зависимости от того, с какой стороны поломка), устанавливается упор.
- Отвинчиваются гайки стремянок.
- Отделяется подкладка, обойма с резиновой подушкой, буфер, стремянки.
- Гайка пальца крепления переднего конца рессоры к кронштейну кузова отвинчивается так, чтобы она находилась на пальце заподлицо.
- Шарнир и палец смачивается тормозной жидкостью или мыльным раствором.
- Выбивается палец до тех пор, пока он коснется гайки кронштейна.
- Снимается пружинная шайба.
- Отвинчиваются гайки крепления заднего конца рессоры.
- Втулки и пальцы также смачиваются тормозной жидкостью или мыльным раствором, аккуратно выбивается нижний палец, чтобы не повредить резьбу.
- Отделяется рессора.
Разборка рессоры состоит из следующего
Сначала, чтобы проще было сделать сборку, листы нужно пометить.
- Рессора зажимается в тисках.
- Распрямляются и снимаются хомуты.
- Отворачивается гайка центрального болта, и он вынимается.
- Медленно разжимаются тиски.
- Разъединяются листы.
- Чистится от грязи и ржавчины, втулки заменяются, пальцы рессоры, шайба переднего пальца, серьги не должны быть искажены, повреждены, пластины должны быть целыми.
- Проверяется прогиб рессоры в свободном состоянии.
- Смазываются листы графитной смазкой.
- Рессора собирается.
Сборка и закрепление на место
Сборка и установка производятся в обратном порядке. Резиновые втулки перед установкой смачиваются бензином и без просыхания вставляются в шарнир. Гайки пальцев серьги заворачиваются поочередно. Желательно гайки стремянок окончательно затягивать с гружёным багажником, чтобы рессоры выпрямились.
Во избежание неисправностей вашего автомобиля не забывайте вовремя проходить техосмотр, сами просматривайте детали, которые возможно не только продиагностировать у себя в гараже, но и исправить. Теперь вы понимаете, как поменять рессоры, дело вполне несложное и вполне разрешимое. Имея необходимые инструменты, можно сэкономить на ремонте в мастерской, и если есть возможность, то желательно советоваться со специалистами.
Источник
GAZ 31 Серебро: Онлайн истории › Logbook › Ремонт рессор. Теория и подготовка к сборке

Продолжаю работу с рессорами.

Для начала — чуть теории, что бы понять что и почему я делаю.
Если по простому и совсем не по научному да не свернуться уши технических эстетов в трубочку) — у рессор есть 3 характеристики
1) Тот на который чаще всего смотрят владельцы — это высота посадки авто. Иными словами — просели рессоры или нет.
Лечиться бухтовкой или прокаткой (первое по отзывам лучше, хотя думал что лучше второе). В данный момент я этим пунктом не заморачиваюсь, лифт авто будет резиной 195/80 пока абсолютно не понятно как «сядет» снаряжённый автомобиль, если будет просадка — не проблема снять и «бухтануть»
2) Комфорт. То, как водителю и пассажиру воспринимается работа рессорной подвески.
На этот параметр очень сильно влияет межлистовое трение, которое идеально свести к самым минимальным возможным показателям (идеал рессорной подвески- монорессора).
С одной стороны рессора с большим межлистовым трением выступает в роли амортизатора, с другой же сторона — параметры этого амортизатора очень далеки от идеальных, усилие имеет неблагоприятный закон изменения трения и в добавок нестабильность его величины при эксплуатации.
И самое главное — при малых толчках, когда сила, передающаяся через рессору, меньше силы трения между листами, рессора «блокируется», неровности компенсируются только шинами, и плавность хода значительно ухудшается.
Следовательно в идеале отдать работу амортизатора — амортизатору, а с рессоры сошлифовать все ступеньки от работы листов, сгладить края листов без «скрипунов», сделать так, что бы все места сопряжения были как можно «глаже». Ну и само собой смазать, но от этом в следующем бортовике (что, как, чем и как защитить от песка и прочего абразива)
3) Надежность (отказоустойчивсть). Тут по сути две подпункта — первый это вероятность внезапной поломки, скажем при поломке коренного листа в отличие от прочих сразу наступает «режим эвакуации». И второй — это как скоро произойдет это событие (и следовательно по возможности нужно отсрочить поломку на максимальный срок).
На этот пункт в большей степени влияет состояние верхней части рессорных листов (испытывающих растяжение). Ведь усталостные разрушения рессорного листа начинаются с очагов, возникающих на поверхности, испытывающей растягивающие напряжения, или в углах сечения (упрочнить рессору может дробеструйка верхней части!), а ослабляет — коррозия и зоны с высокими контактными напряжениями (ступеньки от трения листов, «скрипунов», стяжных хомутов…
Ну и опять же при длительной стоянке рекомендуется разгружать подвеску (поддомкратив авто и установив подставки с прицелом нахождения подвески в среднем положении, но без нагрузки)
С теорией покончено, теперь практика!
Для начала убрал коррозию элеткрохимическим методом. В результате выбранные ранее в качестве «базовых» коренные листы от 3110 уйдут куда то в коробку рядом с утилём
«ямы» от коррозии на верхней части рессорного листа

Выгрызено стяжными хомутами

Вообще состояние рессорных листов тут мягко сказать аховое поэтому делаю «лайт» обработку и сборку, на год-два (может больше) с прицелом найти новые рессоры родом из СССР запасов (всякое бывает!). Новые купить не проблема- но качество такое. что через полгода-год почти гарантировано просядут(((
Но гарантии что найду пока нет, так что делаю «лайт» по максимуму)
Базовыми в итоге выбрал корневые листы с Серебра, они в плане сохранности верхней части листа будут получше

Шлифую ступеньки в местах выработки, немного места прилегания, закругляю края рессор без «скрипунов»
Та к и межлистовое трение снизиться и рессоры дольше прослужат и не так быстро наберут критические повреждения в местах трения

Лайт версия обработки, так что как то так)

тут была ступенька, теперь пологая волна

Далее защита от коррозии

Любители читать технички к материалам — идите лесом) Отлично он работает при нанесении кистью

для таких поверхностей ( ямы от коррозии выеденные электрохимией) — только такое нанесение по максимуму защитит поверхность, проверено неоднократно!
Сушка. Слой как и нужно — полупрозрачный, как из пулика нанесён)

наверх по накатанной. грунт эмаль с 10-15% акрилового отвердителя (быстро сохнет и прочнее покрытие). Конечно же кистью
Источник
Приспособление для выпрямления, монтажа и демонтажа рессор автомобилей
Проведенный нами обзор конструкций существующих устройств и приспособлений для монтажа рессор автомобилей показывает, что их достаточно много, но они не волной мере отвечают техническим требованиям, в частности они сложны в изготовлении, обслуживании и часто заняты под другими видами работ.
Нами проведен анализ неисправностей грузовых автомобилей и были предложены возможные методы их устранения.
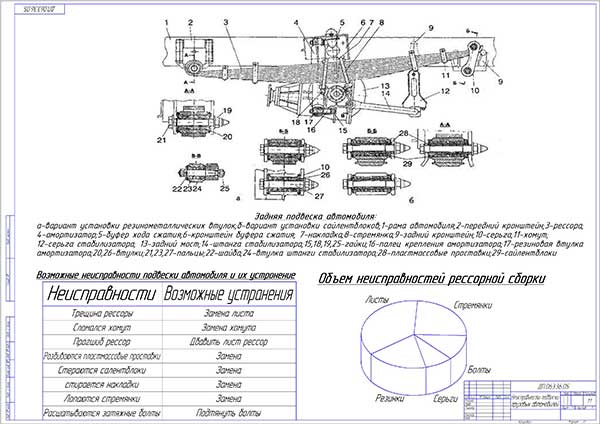
Для снижения трудоемкости при ремонте задней подвески автомобилей мы предлагаем устройство, для установки рессор содержащее: приспособления для выпрямления рессор, тележку, рукоятку, опору, стойку, цилиндр гидравлический и механизм управления гидроцилиндром.
Работа устройства заключается в следующем: Для установки рессоры 1, ее устанавливают в приспособление и фиксируют при помощи стремянки 4 и домкрата 2. При помощи домкрата 2 производится выпрямление рессоры 1, после чего производится ее монтаж на автомобиль. Монтаж рессоры производится коротким концом вперёд. Для этого опускается автомобиль до входа переднего конца рессоры в кронштейн, а заднего — в конец нижний серьги. На болт переднего конца рессоры устанавливают пару конических и одну плоскую шайбы, устанавливают болт в передний кронштейн и наворачивают на него гайку. Вставляют болт в серьги и заднее ушко рессоры, надевают стопорную шайбу и наворачивают гайку на болт. При помощи домкрата 2 выравнивают положение рессоры и затягивают гайки болтов у шарниров с моментом 120,0—150,0 Н•м после чего приспособление демонтируется. Устанавливают колеса и снимают автомобиль с подставок.
На основные детали нами были разработаны рабочие чертежи, в частности на основание, палец, пластину и др.
Как показывает расчет экономической эффективности для внедрения предлагаемого нами устройства, дополнительные капитальные вложения составят 29 тыс. руб. При этом произойдет снижение затрат труда связанных с ремонтом задней подвески автомобилей на 38 %. Годовая экономия с составит более 20 тыс. рублей, при сроке окупаемости 1,4 года.
Чертеж общего вида Приспособления для выпрямления, монтажа и демонтажа рессор автомобилей

Обзор конструкций устройств для монтажа демонтажа рессор

Возможные неисправности подвески автомобиля и их устранение
Сборочный чертеж рамы приспособления

Сборочный чертеж стойки и деталировка приспособления

Экономическая эффективность применения приспособления для монтажа и демонтажа рессор автомобилей

3 Разработка устройства для установки рессор автомобилей 36
- 3.1 Технология снятия и установки рессор 36
- 3.2 Анализ конструкций существующих приспособлений и устройств для установки рессор 40
- 3.3 Описание конструкции и работа предлагаемого устройства для установки рессор 45
- 3.4 Расчёт балки на прочность 46
- 3.5 Расчет пальца стремянки на срез и смятие 49
4 Расчет элементов технологической карты на снятие и установку рессоры 51
6 Экономическая эффективность проекта 67
- 6.1 Расчет себестоимости изготовления устройства для установки рессор 67
- 6.2 Экономическая эффективность внедрения устройства для установки рессор 71
Пояснительная записка 15 страниц описания и расчетов, спецификации.
Источник
Ремонт автомобиля в кузнечно-рессорном отделении
В кузнечном отделении проводят ремонт и изготовление деталей с применением нагрева (правка, горячая клепка, ковка деталей) и ремонт рессор. Основная доля работ связана с ремонтом рессор — заменой сломанных листов, рихтовкой (восстановлением первоначальной формы) листов, имеющих пониженную упругость. Собранные рессоры испытывают нагрузкой. Кроме того, в кузнечном участке изготавливают различного вида стремянки, хомуты, кронштейны.
Основное оборудование в кузнечно-рессорном отделении: стенды для правки рессор, кузнечный горн, наковальни, электрические нагревательные печи, ванны для закаливания, приспособления для завивки рессорных ушков, стенды и приспособления для испытания и разборки рессор, ковочный молот, ковочные прессы, стеллажи для рессор.
Основными дефектами рессор являются потеря упругости, поломка и трещины отдельных листов, их износ по толщине; амортизаторов — износ сальников, клапанов, пружин, колец поршня, риски и задиры на рабочей поверхности поршня; пневматических подвесок — потеря упругости пневмобаллонов и утечка воздуха.
Технологический процесс ремонта рессор включает мойку рессор в сборе, разборку на детали, промывку деталей в щелочном растворе и нейтрализацию, дефектацию и сортировку листов, хомутов и других деталей, термическую обработку годных листов, комплектовку рессор, промазку листов графитной смазкой, сборку рессор и их испытание.
Листы, потерявшие упругость, отжигают, выгибают и закаливают. Затем производят отпуск до требуемой твердости. Износ отверстия во втулке ушка рессоры устраняют ее заменой с последующей разверткой в соответствии с размером на рабочем чертеже. Перед сборкой все листы рессор должны быть очищены и смазаны графитной смазкой.
Листы рессор с трещинами или износами по толщине более допустимой выбраковывают. Подлежат замене и другие изношенные или поврежденные детали рессор. Зазоры между листами рессоры, стянутой в средней части до соприкосновения листов без приложения нагрузки на концы рессоры, допускаются не более 1 мм на длине до 1/4 общей длины соприкосновения двух смежных листов, а зазоры на длине менее 75 мм не должны быть более 0,3 мм. При этом зазоры на концах листов не допускаются.
После сборки рессора должна быть подвергнута осадке под нагрузкой, установленной техническими требованиями. Повторная осадка той же нагрузкой не должна давать остаточной деформации.
Технологический процесс ремонта амортизаторов и пневматической подвески заключается в их разборке, выявлении состояния деталей, замене негодных деталей новыми, сборке и испытании.
Собранный амортизатор подвергают стендовым испытаниям на бесшумность работы и наибольшие усилия, развиваемые при ходе отдачи и сжатия, которые сравнивают с техническими требованиями. Подтекание жидкости во время испытания не допускается.
Для выполнения технологических процессов ремонта рессор, амортизаторов и пневматических подвесок применяется следующее оборудование. Мойку рессор и ее листов с последующей нейтрализацией осуществляют в проходных моечных машинах типа НЭ-7011/153 или в стационарных ваннах. Разбирают и собирают рессоры на специальных стендах с гидравлическим или пневматическим прижимом Р-203, Р-205 и др. Собранную рессору испытывают на специальном стенде. Рессорные листы отжигают в термической печи, выгибают и закаливают в специальной установке с приспособлением для гибки. Амортизаторы и пневматические подвески разбирают и собирают на верстаках и испытывают после сборки на специальных стендах.
Рабочие места специализируются по виду выполняемых работ. Их оснащают специальным оборудованием, приспособлениями и инструментами, стеллажами для хранения материалов, ремонтного фонда и готовой продукции. Оборудование и производственный инвентарь располагают в последовательности выполнения технологического процесса ремонта рам и рессор. Для перемещения изделий рабочие места оборудуют грузоподъемными механизмами. На местах с вредными выделениями в ходе выполнения технологических операций (сварка и зачистка сварных швов при восстановлении деталей рам, мойка и закалка рессорных листов) оборудуют местные вентиляционные отсосы.
1. Оборудование кузнечно-рессорного отделения
Главным оборудованием кузнечно-рессорного отделения является ковочный молот. Молотами называются кузнечные машины, на которых обработку металла осуществляют ударами падающих частей. Изменение формы и размеров нагретой заготовки достигается динамическим приложением нагрузки. В начале деформирования (момент соприкосновения с заготовкой) падающие части имеют максимальную скорость, доходящую до 9 м/с. После окончания деформирования металла скорость падающих частей равна нулю.
По типу привода молоты делятся на:
- пневматические, работающие на сжатом воздухе давлением до 0,7 МПа;
- паровоздушные, приводимые в действие давлением пара или сжатым воздухом;
- газовые (на сжатом азоте) и фрикционные, осуществляющие накопление энергии удара за счет сил трения.
Молоты бывают простого действия, когда энергия затрачивается лишь на подъем его рабочих частей, и двойного действия, когда энергия затрачивается как на подъем, так и на разгон падающих частей. В настоящее время молоты простого действия применяют ограниченно. Молоты двойного действия по сравнению с молотами простого действия при одной и той же массе падающих частей обладают большей кинетической энергией.
Пневматические ковочные молоты (рис. 1) предназначены для выполнения работ, осуществляемых ковкой: протяжки, осадки, прошивки отверстий (сквозных и глухих), рубки, гибки, кузнечной сварки и т.д.
Пневматические молоты имеют следующие режимы работы: холостой ход, удержание бойка на весу, автоматические последовательные удары и прижим поковки. В некоторых конструкциях молотов есть режим одиночных ударов. Для осуществления данных режимов на пневматических молотах применяют механизм воздухораспределения, состоящий из трех горизонтальных кранов: верхнего, среднего и нижнего. Верхний и нижний краны служат для управления работой молота, средний — для перевода компрессора на холостой ход. В современных пневматических молотах управление этими режимами осуществляется с помощью пульта управления.
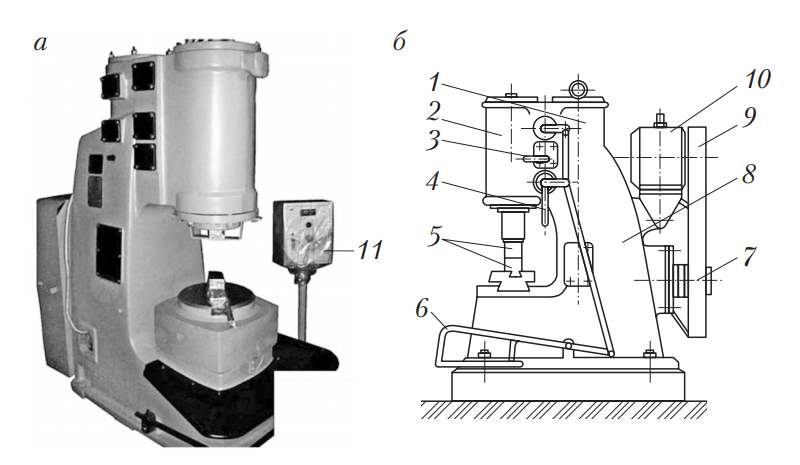
Рис. 1. Молот ковочный пневматический: а — общий вид; б — схема стенда; 1 — компрессорный цилиндр; 2 — рабочий цилиндр; 3 — рукоятка среднего крана; 4 — рукоятка верхнего и нижнего кранов; 5 — рабочие бойки; 6 — педаль управления; 7 — ось кривошипного вала; 8 — станина молота; 9 — кожух клиноременной передачи; 10 — приводной электродвигатель; 11 — пульт управления
Пневматические молоты приводятся в действие сжатым воздухом, поступающим в рабочий цилиндр от компрессорного цилиндра. Компрессорный поршень приводится в движение от кривошипного вала; при движении поршня вверх воздух над ним сжимается и поступает в рабочий цилиндр, где давит на рабочий поршень и заставляет его двигаться вниз, разгоняя падающие части молота, которые наносят удар по заготовке. После нанесения удара в пневматических молотах простого действия падающие части поднимаются вверх благодаря разряжению, которое образуется в рабочем цилиндре при движении компрессорного поршня вниз. В молотах двойного действия падающие части поднимаются сжатым воздухом, который при движении компрессорного поршня вниз поступает из компрессорного цилиндра под поршень рабочего цилиндра.
Ковочные прессы, применяемые в кузнечно-рессорном отделении, подразделяют на гидравлические, механические и др.
Гидравлические прессы по сравнению с молотами деформируют металл заготовки с меньшими скоростями (скорость движения инструмента у гидравлических прессов не превышает 0,3 м/с). Основную работу по деформированию металла они совершают не за счет массы и скорости движения падающих частей, а за счет давления жидкости, развиваемого в рабочих цилиндрах.
Механические прессы осуществляют деформацию металла инструментом, приводимым в движение с помощью различных механизмов, преобразующих вращательное движение электродвигателя в возвратно-поступательное движение инструмента. Механические прессы отличаются от гидравлических прессов и молотов тем, что у них имеется жесткая связь через систему механических передач между инструментом и электродвигателем.
Нагрев заготовок в отделении осуществляется с помощью горна (рис. 2). Камеру стационарного горна закрытого типа выкладывают огнеупорным кирпичом и промазывают огнеупорной глиной.
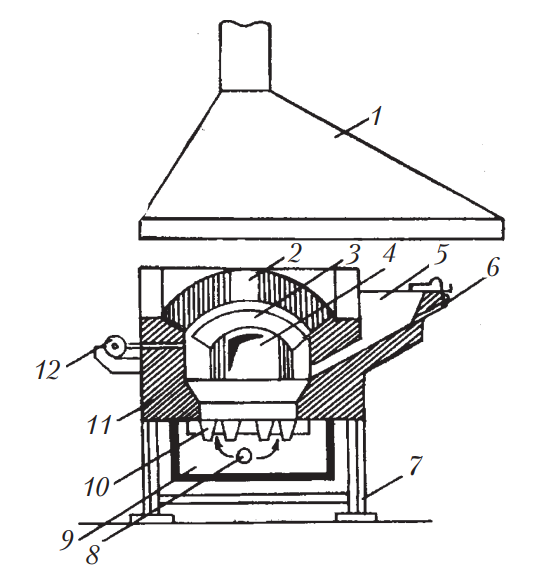
Рис. 2. Стационарный горн закрытого типа: 1 — зонт; 2 — дымоход; 3 — камера; 4 — рабочее окно; 5 — топочный люк; 6 — смотровое окно; 7 — подставка; 8 — труба; 9 — металлическая коробка; 10 — колосниковая решетка; 11 — кирпичная кладка; 12 — трубка
На дно камеры кладут чугунную колосниковую решетку. В металлической подставке горна под колосниками крепят металлическую коробку (аналог фурмы), в которую поступает воздух от вентилятора. Над камерой возводят зонт. Топливо закладывают в камеру через топочный люк, снабженный смотровым окошком. Через окошко производят шуровку топлива. Загрузку и выгрузку металлических заготовок осуществляют через рабочее окно камеры. Сбоку топочной камеры делают трубу для дополнительной подачи воздуха, благодаря которому происходит окончательное сгорание не полностью сгоревшего угарного газа.
При выполнении кузнечных работ применяются специальное оборудование и инструменты.
Наковальня — основное опорное приспособление. Верхняя горизонтальная плоскость называется наличником, или лицом. На нем выполняют все основные кузнечные работы. Боковые грани наковальни выполнены под углом 90° к наличнику. Ребра этих граней должны быть довольно острыми, без сколов. На ребрах производят раздачу и гибку материала. Важным элементом наковальни является конический рог, предназначенный для радиусной гибки прутков, полос. На нем же раскатывают и сваривают заготовки в форме колец, выковывают спирали и выполняют многие другие операции. Хвост, расположенный напротив рога, имеет форму пирамиды. Его используют для гибки и правки замкнутых прямоугольных заготовок.
К ударному инструменту относятся молотки-ручники (далее — ручники), боевые молоты и кувалды.
Ручником куют небольшие изделия и руководят работой молотобойца, если работа идет в паре.
Боевые молоты — тяжелые молотки массой 10…12 кг. Рабочей частью молота является головка. Нижняя рабочая поверхность головки называется боем, или бойком, верхняя — задком.
Кувалда — тяжелый молот массой до 15 кг — используется при тяжелых кузнечных работах, требующих нанесения сильных ударов. Бойники кувалды имеют плоскую форму.
Кузнечные зубила различаются по разным признакам.
Их подразделяют на зубила для рубки нагретых и холодных заготовок. Зубила для рубки холодных заготовок более массивны, угол заточки их ножа 60°. Для рубки горячих заготовок используют зубила с более тонким ножом (угол заточки 30°).
Различают зубила и в зависимости от формы ножа. Зубила с прямым ножом используются как для поперечной, так и для продольной рубки. Нож зубила для поперечной рубки расположен параллельно оси рукоятки, нож зубила для продольной рубки — перпендикулярно к ней. Прямые ножи делают с односторонней и двусторонней заточкой. Зубилами с односторонней заточкой получают разрез со строго перпендикулярным торцом. Разрезы с наклонными торцами выполняют зубилами с двусторонней заточкой. Иногда нож зубила оставляют притупленным. Такие зубила используют при украшении поверхности изделия орнаментом.
Для вырубки из листов металла фигурных элементов используют зубила с определенной кривизной ножа в горизонтальной плоскости. Если фигурное украшение вырезают из металлического бруска или другой объемной заготовки, пользуются фасонными зубилами с двойной кривизной ножа.
Пробойники предназначены для пробивки отверстий и различных углублений в нетолстых заготовках. Рабочая часть пробойника называется бородкой. Бородки могут иметь круглую, овальную, квадратную, прямоугольную или фасонную форму. Выбор пробойника зависит от того, какую форму надо придать отверстию или углублению.
В тех же целях, но для объемных заготовок используют прошивни или специальные пуансоны. Пуансоны отличаются от пробойников тем, что не имеют рукояток и удерживаются клещами.
После ковки поверхность изделия далеко не идеально гладкая.
Для ее выравнивания применяют гладилки.
Главная роль раскаток — ускорение раздачи (удлинения) раскаленного металла вдоль и поперек оси заготовок. Кроме того, их используют для выбивания на заготовках цилиндрических пазов. Можно применять раскатки и для нанесения узора.
Для расширения отверстий в заготовке и раздачи колец используют конусные оправки и вилки. Их также применяют при выполнении гибочных операций.
Клещи служат для удерживания нагретой заготовки в определенном положении.
Тиски предназначены для зажима раскаленных заготовок. Они крепятся на верстаке.
2. Техника безопасности при выполнении работ в кузнечно-рессорном отделении
Воспринимающие удар инструменты (зубила, гладилки, пробойники) должны быть насажены на рукоятки без расклинивания; кувалды, молотки — с расклиниванием клином из мягкой стали, имеющим насечку типа «ерш».
Наковальня для ручной ковки должна быть укреплена на деревянной подставке, усиленной стальным обручем, и установлена так, чтобы ее рабочая поверхность была горизонтальной.
Рабочий инструмент (клещи, пробойники, крючки) должен быть изготовлен из стали, не воспринимающей закалку, и не иметь трещин, наклепа, погнутостей, ослабления в шарнирах.
Для прочного удержания обрабатываемых заготовок на рукоятки клещей следует надевать зажимные кольца (шпандыри). Клещи для удержания обрабатываемых поковок следует выбирать по размеру так, чтобы при захвате поковок зазор между рукоятками клещей был не менее 35 мм. Губки клещей должны соответствовать размеру и форме заготовок.
Перед ковкой нагретый металл надо очистить от окалины металлической щеткой или скребком.
- ковать черные металлы, охлажденные ниже 800 °С (при изменении цвета поковки от светло-вишневого до темно-вишневого);
- ковать металл на мокрой или замасленной наковальне;
- применять неподогретый инструмент (клещи, оправки);
- прикасаться руками (даже в рукавицах) к горячей заготовке во избежание ожогов;
- устанавливать заготовку под край бойка молота;
- допускать холостые удары верхнего бойка молота о нижний;
- вводить руку в зону бойка и класть поковку руками;
- работать инструментом, имеющим наклеп;
- стоять напротив обрубаемого конца поковки.
Класть заготовку необходимо на середину наковальни так, чтобы она плотно прилегала к ней.
Перед началом работы на молоте следует проверить холостой ход педали, исправность ограждения (блокировки), а также прогреть бойки молота куском горячего металла, зажимаемого между верхним и нижним бойками.
При рубке зубило должно устанавливаться вертикально. Первый и последний удары должны быть более слабыми. Перед последним ударом заготовку необходимо перевернуть подрубленной стороной вниз. При рубке металла в том направлении, куда могут отлетать обрубаемые куски металла, должны устанавливаться переносные щиты.
Для изгиба полосового материала или изготовления ушек листов рессор должны применяться специальные стенды, снабженные зажимным винтом для крепления полосы.
Рихтовка рессор производится только на специальной установке.
Гидравлические струбцины для клепки должны надежно подвешиваться к потолку или специальному устройству.
- обрубать ненагретые листы рессор;
- ставить листы рессор, рессоры и подрессорники у стены вертикально (их следует укладывать на стеллажи в горизонтальном положении);
- поправлять заклепку после подачи жидкости под давлением в цилиндр струбцины;
- работать на станке для рихтовки рессор, не имеющем концевого выключателя реверсирования электродвигателя.
Перед ремонтом рама автомобиля должна устанавливаться в устойчивое положение на подставки (козелки). Не допускается выполнять ремонт рам, вывешенных на подъемных механизмах или установленных на ребро. Поднимать, транспортировать и переворачивать автомобильные рамы следует только при помощи подъемных механизмов. Рихтовка рессор вручную может производиться только на специально отведенном участке с применением необходимого оборудования и мер противошумной защиты.
Источник