Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Изготовление вентиляционных систем
При выполнении операций по изготовлению воздуховодов, монтажно-сборочных работ, ревизии и агрегатирования вентиляционного оборудования, нанесения лакокрасочных покрытий и других работ применяются различные инструменты. В зависимости от источника энергии инструменты бывают ручные (мускульная энергия человека), электрические (энергия электрического тока) и пневматические (энергия сжатого воздуха).
Разделения инструмента на инструмент, специально предназначенный для заготовительного производства или выполнения монтажно-сборочных работ, не существует, так как одни и те же инструменты могут употребляться для различных работ. Однако пневматический инструмент при выполнении монтажных работ используется редко, поскольку для его работы необходим передвижной компрессор, который монтажные организации не имеют.
В заготовительных цехах инструмент хранится в инструментальных кладовых и выдается рабочему по мере необходимости. Для бригад монтажников наборы инструмента находятся в специальных переносных ящиках. Наборы бывают для повседневной работы слесарей-вентиляционников и для периодического пользования.

Рис. 1. Рейсмус жестяницкий
а — раздвижной; 6 — одноразмерный
В зависимости от характера выполняемых операций все инструменты, необходимые дли изготовления’ и монтажа вентиляционных систем, подразделяются на несколько основных групп: разметочные, измерительные, для резки металла, сверления отверстий и др. К группе разметочных, измерительных и контрольных инструментов относятся линейки и метры металлические, рулетки, транспортиры с угломером,циркули,кронциркули, рейсмусы, чертилки, уровни строительные, кернеры, штангенциркули, щупы. В настоящей книге не описываются все инструменты, которые приведены в соответствующих справочниках, а рассматриваются лишь отдельные инструменты, наиболее характерные для данной группы.
Транспортир применяют для разметки и проверки углов при изготовлении фасонных частей и других деталей вентиляционных систем.
Циркулем разметочным вычерчивают на металлическом листе окружности и части контуров в виде дуги. Циркули изготовляют с длиной ножек 200—350 мм и с наибольшим открытием соответственно 350 и 500 мм. При разметке одна чертящая ножка должна быть остро заточена, а другая слегка притуплена, чтобы не оставлять отверстия в листе металла.
Рейсмус жестяницкий предназначен для нанесения параллельных линий на металле при разметке. Рейсмусы бывают раздвижными и одноразмерными. Расстояние между линиями регулируют с помощью упора, закрепленного витом. Линии, параллельные кромке листа, проводят рейсмусом одноразмерным.
Чертилки служат для нанесения линий на лист металла при разметке. Обычная чертилка — круглый стержень диаметром 3—4 мм из твердого сплава, один конец стержня заострен и закален, другой сделан в виде кольца, чтобы прочно держать чертилку в руке. Чертилка СТД-967 — карандаш с конусной втулкой, закрепленной в карандаше цанговым зажимом. Длина такой чертилки 130 мм, масса 30 г.
Кронциркулем нормальным измеряют наружные диаметры изделий или определяют толщину металла. Длина кронциркуля 100—130 мм.
Отвесом стальным строительным проверяют вертикальность расположения воздуховода и других деталей при монтаже вентиляционных систем. Отвес изготовляют шести типоразмеров от ОТ-ЮО до ОТ-1500, массой соответственно от 100 до 1500 г.
Щупы предназначены для определения зазоров между деталями при ревизии и агрегатировании вентиляционных агрегатов, а также при ремонте и наладке станков и механизмов. Щупы представляют собой тонкие пластинки длиной 100 и 200 мм, толщиной 0,04—1 мм.
К группе ударных инструментов относятся молотки ручные и пневматические, кувалды, молотки деревянные (киянки), зубила слесарные, крейцмейсели.
Молотки стальные применяют для изгиба и осаживания вручную фланцев при изготовлении воздуховодов, а также при сборочных и других работах. Они имеют круглые и квадратные бойки массой 200—1000 г. Длина молотка вместе с ручкой 250—400 мм.
Молотки деревянные (киянки) используют при заготовке воздуховодов для отгиба кромок и осадки фальцев. Киянки делают из твердых пород дерева — березы, бука, дуба. Размер ударной части киянки 140Х100Х Х70 мм.
Кувалды выпускают двух типов: тупоносые и остроносые массой 2—8 кг. В вентиляционных работах используют кувалды тупоносые массой 2—4 кг.
Зубила слесарные употребляют при рубке металла. Их изготовляют из инструментальных сталей различных марок.
Молоток рубильный пневматический выпускают типов М-4, М-5 и М-6 мощностью 0,37—0,44 кВт и массой 4,2—6 кг. Такими молотками обрубают металл при изготовлении различных изделий.
Пневмозубило используют при зачистке сварных швов от окалины и коррозии.
К инструментам для резки и опиливания металла относятся пневмо- и электровиброножницы, ножницы ручные и стуловые, напильники, ручные ножовочные рамки, ручные угловые электрошлифовальные машинки.
Ножницы стуловые имеют нижнюю неподвижную часть, которая закреплена с помощью дополнительной опоры к, деревянной доске, и верхнюю часть —рычаг.
Обе части рукояток, имеющих на концах щеки для резания металла, соединены между собой шарниром. С помощью стуловых ножниц можно резать листовую сталь толщиной до 2 мм.
Ручные ножовочные рамки, или ручные ножовки, применяют для резки угловой, полосовой и другой стали. Резка металла производится с помощью ножовочных полотен, которые вставляют в ножовочную рамку. Ножовочные полотна выпускают длиной 250 и 300 мм, толщиной 0,65—0,8 мм, шириной 13 и 15 мм.
Напильник — это стальной закаленный брусок с насеченными или нарезанными на рабочих поверхностях мелкими зубьями. По форме напильники бывают плоскими, квадратными, круглыми и другой формы. Длина рабочей части напильника — 100—400 мм. Зубьями напильника срезают с поверхности металла небольшой слой в виде стружки. Напильниками с одинарной насечкой срезают широкую стружку, с двойной — мелкую.
Электровиброножницы ИЭ-5403 предназначены для резки листовой стали толщиной до 2,5 мм. Их применение значительно облегчает труд рабочего и повышает производительность труда. Электровиброножницы состоят из корпуса, в который вмонтирован электродвигатель мощностью 2,5 кВт с двойной изоляцией. От вала якоря через редуктор вращение передается кривошипному валику, сообщающему возвратно-поступательное движение ползунку, на конце которого закреплен подвижный нож, а неподвижный нож закреплен в специальной обойме.
Ручными виброножницами с пневмоприводом режут листовой металл толщиной до 2,8 мм. Производительность виброножниц 3,5 м/мин. Принцип действия виброножниц аналогичен принципу действия описанных выше электровиброножниц.
Ручные угловые электрошлифовальные машины модели ИЭ-2103А широко применяются как в заготовительном, так и в монтажном производстве для отрезки частей воздуховодов, а также для вырезания отверстий и окон при установке сеток и решеток в воздуховодах. Отрезка и вырезка отверстий выполняются абразивными кругами на тканевой основе диаметром до 175 мм, толщиной 2—4 мм.
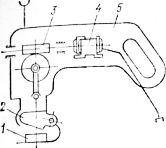
Рис. 2. Схема электрических виброножниц
1 — неподвижный нож; 2 — подниж-ный нож; 3 — редуктор; 4 — ь лек-тродвнгатель; 5 — корпус
К инструментам для сверления отверстий относятся электро- и пневмосверлильные машины, трещотка и сверла.
Электрические сверлильные машины ИЭ-1008 и ИЭ-1013 предназначены для сверления отверстий в металле и состоят из электродвигателя, редуктора и рукоятки с выключателем. Вращение ротора передается с помощью зубчатых колес шпинделю, в котором закрепляют сверла. Максимальный диаметр сверления 6— 23 мм. Масса машины 1,4—5 кг.
Пневматические сверлильные машины ИП-1011 и ИП-1018 используют для сверления отверстий диаметром 9—15 мм. Масса машины 1,1—4,4 кг. Пневматические сверлильные машины выпускают двух типов — прямые и угловые с односторонним вращением (и реверсивные).
Трещотка применяется для сверления отверстий в металле вручную. Она состоит из шпинделя с патроном, в который вставляется сверло, и рукоятки с «собачкой» и храповым колесом. С помощью специальной скобы трещотку закрепляют на детали, в намеченный центр вставляют сверло и, поворачивая рукоятку вправо и влево, просверливают отверстие.
Сверла предназначены для сверления цилиндрических сквозных или глухих отверстий. Сверла имеют различные хвостовики: для сверлильных станков цилиндрические или конические, а для ручного сверления — четырехгранные. Сверла изготовляют из различных материалов, в зависимости от того, для обработки какого изделия они предназначены. Диаметр сверл 0,25—80 мм.
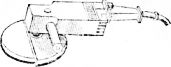
Рис. 3. ручная угловая электрическая шлифовальная машина
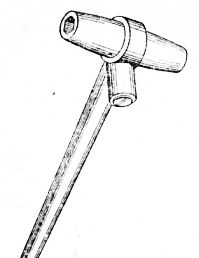
Рис. 4. Ключ трещоточный СТД 961/7
При сборочных и монтажных операциях используется ряд инструментов. Проектно-конструкторское бюро треста Сантехдеталь разработало ряд инструментов для изготовления и сборки вентиляционных систем. Для этих работ применяются ключи гаечные, трещоточные, фиксаторные, пневматические и электрические гайковерты, струбцины, заклепочникп, съемники, оправки и др.
Ключи гаечные бывают односторонними, двухсторонними, трещоточными и разводными. Ключи гаечные односторонние имеют размер зева (под гайку) 12—55 мм, двухсторонние —8X10—50X55 мм; длина ключей 120— 460 мм.
Электрические и пневматические гайковерты выпускаются промышленностью различных типов. В вентиляционных работах наиболее часто используют электрогайковерты ИЭ-3106 и ИЭ-3101 с наибольшим диаметром резьбы у гаек 16 и 20 мм и пневмогайковерты ИП-3107, ИП-3204 и др., которыми можно завертывать гайки с наибольшим диаметром резьбы 14—20 мм.
Ключ трещоточный СТД 961/7 предназначен для сборки фланцевых соединений и для других работ Ом состоит из корпуса с рукояткой, храпового колеса со шпинделем, который выходит на обе стороны ключа, поэтому головка имеет правое и левое вращательные движения. Ключ снабжен сменными головками размером 10; 12; 14; 17 и 19 мм. Масса ключа 0,4 кг.
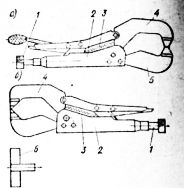
Рис. 5. Клещи фиксагорные типа СТД-153 (а) и СТД-544 (б)
1 — регулировочный винт; 2 — корпус; 3 — пружина; 4 — подвижная губка; 5 — неподвижная губка; 6 — захват
Клещи фиксагорные изготовляют заводы треста Сан-техдеталь двух типов, ими пользуются для сборки бесфланцевых соединений воздуховодов, а также для стягивания бандажей на круглых воздуховодах СТД-153. Клещи фиксаториые СТД-544 применяют для стягивания царг воздуховодов прямоугольного сечения, соединяемых на рейках. Для этого на подвижной и неподвтшной губках сделаны специальные захваты. Масса ключа 1,5 кг.
Струбцина СТД-932/1 предназначена для сборки и монтажа фланцевых соединений воздуховодов. Состоит она из подвижной и неподвижной губок. Подвижная губка при вращении винта совершает возвратно-поступательное движение. Масса струбцины 0,83 кг.
Ручной пистолет (заклепочник) СТД-96М используют для соединения листов металла с помощью комбинированных заклепок односторонней клепки. Пистолет состоит из корпуса, штуцера, цангового зажима, системы рычагов и ручки. Масса пистолета 1,8 кг.
Все технологические операции при изготовлении воздуховодов на заводах монтажных заготовок и ЦЗМ, как правило, выполняются с применением механизмов, за исключением разметки и частично сборки фасонных частей. Для разметки деталей, т. е. перенесения контуров с размерами детали на металлический лист, имеются разметочные столы. Размеры стола должны позволять уложить на них большие листы металла (2500X1250 мм), но вместе с тем дать возможность рабочему достать до крайней точки листа при разметке. Обычные разметочные столы имеют размер 2500X2500 мм и высоту 700— 800 мм. Стол изготовляют из досок толщиной не менее 50 мм. Поверхность стола обивают тонколистовой сталыо по асфальтовому покрытию толщиной 20—30 мм для амортизации удара молотка при разметке. Разметочный стол нельзя ставить у стены. Он должен быть установлен так, чтобы рабочий свободно ходил вокруг стола при работе.

Рис. 6. Ручной пистолет (заклепочник) СТД-96М
До внедрения в заготовительное производство станков и механизмов для обработки листового металла основным рабочим местом слесаря-жестянщика был слесарный верстак. На верстаке производилась разметка, изготовление и осадка фальцев и другие операции. В настоящее время на верстаках делают небольшие фасонные части воздуховодов, выполняется ревизия мелкого оборудования и ряд других несложных вспомогательных операций. Верстак слесарный или сборочный — это деревянный стол из досок толщиной 38—50 мм, размером 1200X2500 мм и высотой до 800 мм. К одной длинной стороне верстака прикреплен уголок размером 75Х100 мм, на котором исправляются мелкие дефекты заготовки. В верстаке имеются ящики для хранения инструмента.
В заготовительном производстве достаточно широкое распространение имеют рольганги или роликовые конвейеры. Рольганг — устройство для транспортирования листов металла и мелких грузов в ящиках — состоит из опорной металлической станины, а также закрепленных на ней свободно вращающихся или приводных роликов. При изготовлении воздуховодов и их деталей применяют, как правило, неприводные рольганги, по которым листы металла или заголовки перемещают (проталкивают) вручную.
Значительно проще размечать их с помощью шаблонов, сделанных в натуральную величину изготовляемой детали. Шаблон — это плоский металлический лист сложной конфигурации, полученной при совмещении наложенных один на другой шаблонов различных диаметров. Во избежание ошибок в обозначении размеров фасонных частей принято, что диаметры тройников и крестовин следует читать по часовой стрелке, начиная с основного диаметра.
Навигация:
Главная → Все категории → Изготовление вентиляционных систем
Источник
Инструменты для ремонта системы вентиляции
Ручные шлифовальные машины применяют для вырезки отверстий и окон в воздуховодах, резки металлопроката, зачистки сварных швов. Режущим инструментом в машине служат высокоскоростные, армированные стеклотканью, шлифовальные круги. Шлифовальные круги режут любой металл, в том числе и легированные стали.
Ручные ударные электрогайковерты ИЭ-ЗПЗЛ и ИЭ-3115Б предназначены для сборки резьбовых соединений. Крутящий момент от электродвигателя через редуктор и ударный механизм передается шпинделю с головкой. Гайка завинчивается плавно, пока момент сопротивления закручиванию не превысит крутящий момент, передаваемый от электродвигателя. После этого ударный механизм начинает совершать возвратно-поступательные движения, периодическими ударами закручивая гайку до отказа.
Электрические сверлильные машины ИЭ-1035 и ИЭ-1032А с двойной изоляцией токонесущих частей предназначены для сверления отверстий в деталях из металла и других материалов.
Ручные ножовочные рамки (ГОСТ 17270—71) применяют при ручной резке металлопроката. Ножовочные полотна (ГОСТ 6645—86) изготовляют с межцентровым расстоянием 250 и 300 мм из стали марок Р9 и Х6ВФ.
Напильники общего назначения (ГОСТ 1465—80) используют при опиловке деталей и изделий. По форме сечения напильники бывают:
плоские (тупоносые и остроносые), круглые, полукруглые, квадратные, трехгранные, ромбические и ножовочные с длиной рабочей части 100. 400 мм.
Надфили (ГОСТ 1513—77*) служат для тонкой зачистки изделий. Так же как и напильники, их изготовляют различной конфигурации, длиной рабочей части 40, 60 и 80 мм.
Струбцина СТ Д-51005 с двусторонними губками (рис. 78) с максимальным зевом 150 мм предназначена для сборки воздуховодов на бандажном и фланцевом соединениях. Фиксаторы 1 на губках 3 и 5 вставляют в одну из пар отверстий для соединения бандажа или фланца и стягивают винтом 4 до тех пор, пока через вторую пару отверстий можно будет вставить болт и навернуть на него гайку. Габаритные размеры струбцины 170X74X260 мм; масса 2,2 кг.
Фиксаторными клещами СТ Д-153 (рис. 79) с максимальным зевом 120 мм стягивают бандажи при сборке воздуховодов на бандажном соединении. Масса клещей 1,5 кг.
Удлиненную оправку СТ Д-931 /2 (рис. 80) применяют при сборке воздуховодов для совмещения отверстий во фланцевых соединениях. На участке, где монтажник держит оправку рукой*, сделана сетчатая накатка. Ударная часть оправки обработана термически. Острый конец оправки вставляют в отверстия фланцев, а другим ее концом как рычагом совмещают фланцы в нужную сторону до совпадения отверстий.

Клещи для односторонней клепки СТ Д-53004 (рис. 81, а) используют при сборке изделий из листового металла с помощью комбинированных заклепок.
Техническая характеристика клещей для односторонней клепки СТД-53004
Диаметр заклепки, мм. 3. 5.3
Диаметр стержня, мм. 1,8. 2,5
Толщина склепываемого пакета, мм. 3. 5
Габаритные размеры, мм:
Комбинированная заклепка СТД-984 (рис. 81, б), обеспечивающая при монтаже изделий соединение двух элементов из листового материала (листа с профилем) с одной стороны, состоит из двух частей: собственно пустотелой заклепки 2 из алюминиевого сплава Д1 и стального стержня 1 (сердечникв), который образует замыкающую головку.

Рис. 81. Клещи для односторонней клепки (а) н комбинированная заклепка СТД-984 (б):
1 — стержень с концентратом напряжения, 2— алюминиевая заклепка, 3 — соединяемые листы металла
Источник