Ремонт зубчатых передач
1. Ремонт цилиндрических зубчатых передач
В станкостроении применяют цилиндрические колеса с прямыми, косыми и шевронными зубьями, с наружным и внутренним зацеплением, а также валы-шестерни.
При работе передачи в результате нагрева размеры колес увеличиваются в большей степени, чем расстояния между их осями. Поэтому независимо от степени точности сопряжения колес должна быть предусмотрена величина радиального и гарантированного бокового зазора между зубьями, необходимая для компенсации температурных деформаций и размещения смазки.
При сборке сопряжения деталей, образующих зубчатую передачу, необходимо проверить:
- радиальное биение зубчатого венца;
- площадь контакта;
- боковой зазор.
Кроме того, необходимо проверить соединение основных поверхностей зубчатого колеса с валом или втулками, а также прилегание торцов и их биение.
Перед насадкой зубчатого колеса на вал необходимо обратить внимание на состояние поверхностей отверстия и посадочной шейки вала.
При установке зубчатого колеса на вал встречаются следующие погрешности: качание зубчатого колеса на шейке вала, радиальное биение начальной окружности, торцовое биение, неплотное прилегание к упорному буртику вала.
В связи с ошибками в изготовлении зубчатых колес, валов или корпусных деталей при сборке зубчатых передач встречаются следующие погрешности:
- недостаточный боковой зазор;
- увеличенный боковой зазор;
- неравномерный боковой зазор.
В первом и во втором случаях причиной может быть увеличенная или уменьшенная толщина зубьев или увеличенное или уменьшенное расстояние между осями в корпусной детали. В третьем случае причиной может быть неравномерная толщина зубьев или радиальное биение зубчатого венца.
Исправление в каждом из трех случаев решается конкретно в зависимости от погрешности, в частности, заменой одного из колес с введением коррекции (положительного или отрицательного смещения исходного контура) при нарезании зубьев.
Ориентировочные значения гарантированного бокового зазора в зависимости от вида сопряжения зубчатых колес при разности температуры зубчатых колес и корпуса в 25° С приведены в табл. 12, где Н — нулевой; Е, Д — уменьшенный; В, С — нормальный; А — увеличенный.
Более точные значения для конкретных условий эксплуатации передачи должны быть приведены в технических условиях или руководстве по эксплуатации механизма.
Боковой зазор в зубчатом зацеплении можно проверить набором щупов, которые последовательно вводятся в зазор между неработающими профилями зубьев, возвратно-поступательным вращением, путем прокатывания между зубьями свинцовых проволок (трех, четырех), уложенных по длине зуба, или с помощью специального приспособления, с помощью которых определяется наличие бокового зазора и его величину. Проверка бокового зазора прокаткой свинцовых проволок является наиболее распространенной. Для этого на большее из сцепляющихся колес при помощи технического вазелина, солидола или воска приклеивают в нескольких сечениях свинцовую проволоку. Чтобы избежать разрыва, проволока должна укладываться таким образом, чтобы она огибала каждый зуб.
Таблица 1. Гарантированные боковые зазоры
| Межосевое расстояние | Гарантированный боковой зазор jn min, мкм, для вида сопряжения | |||||
| H | E | D | C | B | A | |
| До 80 | 0 | 30 | 46 | 74 | 120 | 190 |
| 80 – 125 | 0 | 35 | 54 | 87 | 140 | 220 |
| 125 – 180 | 0 | 40 | 63 | 100 | 160 | 250 |
| 180 – 250 | 0 | 46 | 72 | 115 | 185 | 290 |
| 250 – 315 | 0 | 52 | 81 | 130 | 210 | 320 |
| 315 – 400 | 0 | 57 | 89 | 140 | 230 | 360 |
| 400 – 500 | 0 | 63 | 97 | 155 | 250 | 400 |
| 500 – 630 | 0 | 70 | 110 | 175 | 280 | 440 |
| 630 – 800 | 0 | 80 | 125 | 200 | 320 | 500 |
| 800 – 1000 | 0 | 90 | 140 | 230 | 360 | 550 |
Обычно берут проволоку диаметром, равным (0,15–0,20)мм.
Для получения оттисков плавно поворачивают колеса в том направлении, в котором они нормально вращаются в передаче. Вращение колес должно быть равномерным. Рывки или остановки колес при прокатывании проволоки вызывают искажение оттисков.
Прокатанная проволока состоит из отдельных расплющенных участков, соединенных между собой участками проволоки, находившимися в радиальных зазорах между зубьями. При этом толщина оттисков на проволоке будет чередоваться: на рабочей стороне зуба (по направлению поворота) она будет меньше, на нерабочей — больше.
Сумма толщин оттисков на одной и той же проволоке на рабочей и нерабочей стороне зуба представляет собой боковой зазор.
Толщины оттисков измеряют на плите при помощи индикатора. Оттиск измеряют в середине, где он имеет наименьшую величину.
По разнице в толщине оттисков на разных проволоках на одной и той же образующей зуба можно определить перекос и непараллельность осей колес.
Погрешности сборки зубчатых передач определяют по расположению пятна контакта при проверке «на краску» (рис. 1). При нормальном зацеплении (рис. 1, а) пятно контакта (с размерами А, hср и С) должно располагаться на линии зацепления (т.е. посередине высоты Н зуба) и равномерно по всей длине. Если боковой зазор больше нормы, то пятно контакта смещается к вершине зуба (рис. 1, в), а если смещается к ножке зуба, то недостаточен зазор или недостаточна толщина зуба у одного или обоих колес (рис. 1, г). Если в зацеплении пятно контакта смещено по ширине зуба В ближе к торцу зуба, то одно из колес установлено с перекосом (рис. 1, б).
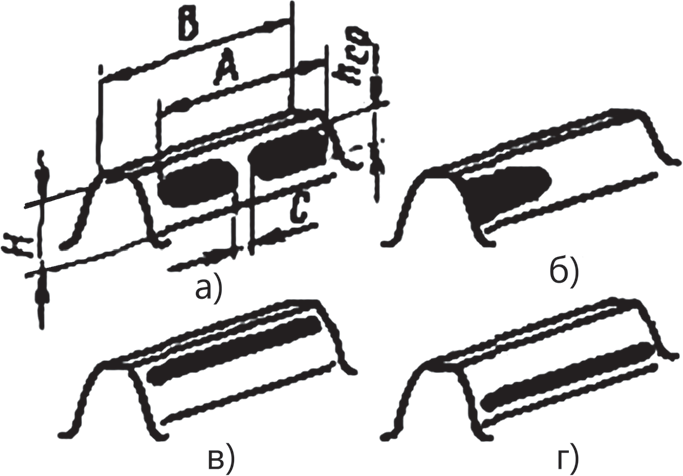
Рис. 1. Расположение пятен контакта при проверке «на краску»
Плавность хода обычно проверяют проворотом от руки собранного механизма, с помощью динамометра, динамометрического ключа или специального приспособления.
Если зазор в зацеплении зубчатых колес не соответствует требованиям технических условий или же зубчатые колеса вращаются не плавно, происходит заклинивание передачи в отдельных местах, то определяют причину неисправности. При необходимости узел разбирают, подбирают зубчатые колеса или изготовляют новые с учетом коррекции, устраняют причину неисправности, после чего вновь производят сборку и регулировку механизма.
Следует учесть, что при нарезании зубьев зубчатых колес вносится погрешность радиального биения зубчатого венца. При монтаже зубчатых колес максимумы радиальных биений зубчатых венцов в зацеплении могут совместиться, что может нарушить плавность вращения передачи, а иногда — и к заклиниванию колес. В этом случае необходимо одно из колес повернуть на 180° по отношению к другому, что может нормализовать боковой зазор в зацеплении.
При монтаже на вал недостаточно жесткого зубчатого колеса с большим усилием может произойти деформация зубчатого венца, что отразится на работе зацепления. Такие колеса устанавливают с весьма небольшим натягом или с даже с зазором (от –0,03 до +0,04 мм для валов диаметром до 100 мм).
2. Ремонт конических зубчатых передач
В станкостроении применяют конические зубчатые колеса с прямыми, косыми и криволинейными зубьями.
Пятно контакта на поверхностях зубьев является важнейшим критерием оценки качества конической передачи. При обкатке пятно контакта должно иметь длину, равную 1/2 длины зуба для прямозубых колес и 1/2 –1/4 длины зуба для спиральных конических колес. Пятно контакта должно иметь отрыв от головки и ножки зуба, а для бочкообразных и спиральных зубьев — от носка и от пятки зуба.
Пятно контакта влияет на плавность и бесшумность работы конических колес. Более целесообразно осуществлять так монтаж колес, чтобы они касались ближе к тонким концам зубьев. При этом тонкие концы зубьев более податливы к деформации, что увеличивает площадь контакта при взаимной приработке.
При подборе пары находят наилучшее положение шестерни и создают боковой зазор за счет изменения монтажного размера колеса. Фактический монтажный размер маркируют на торцах зубьев шестерни, а фактический боковой зазор — на зубьях колеса, кроме того, на зубьях колеса маркируется порядковый номер пары.
При монтаже колес шестерню устанавливают по маркированному монтажному расстоянию, а колесо — по боковому зазору.
Регулируемые колеса устанавливают путем пригонки компенсаторов или при помощи регулировочных гаек.
Для обеспечения правильной работы конической передачи необходимо выполнение следующих условий при сборке:
- оси отверстий зубчатых колес должны совпадать с осью начальных конусов и не иметь перекосов;
- оси отверстий в корпусе должны лежать в одной плоскости, пересекаться в определенной точке, под требуемым углом.
Если при регулировке осевого положения зубчатых колес в конической передаче также необходимо произвести регулировку осевого зазора у конических подшипников опор (рис. 2), то сначала регулируют осевой зазор у конических подшипников, используя набор прокладок 2 между стаканами 1 и 5 и корпусом в обеих опорах. Затем, оставляя общую толщину прокладок неизменной, перераспределением их числа между обеими опорами добиваются правильного положения колеса 4 относительно шестерни 3.
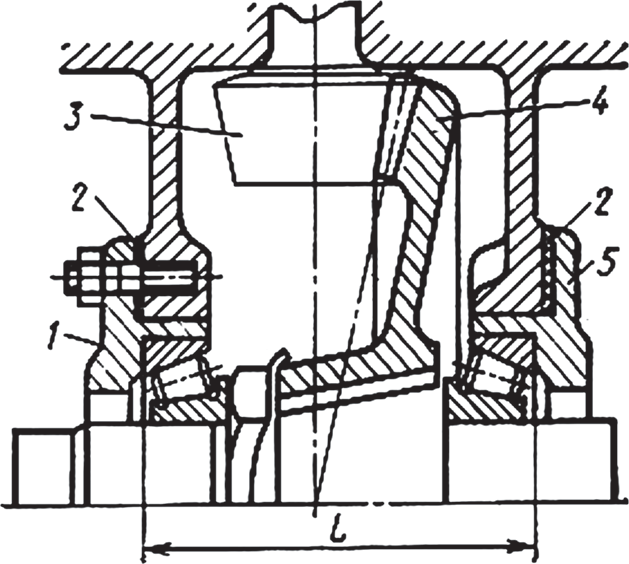
Рис. 2. Регулировка осевого положения колес конической передачи и подшипниковых опор
Для нерегулируемых передач большое значение имеет обеспечение совпадения вершин делительных конусов обоих колес. Значение смещения вершины определяется как осевое смещение колеса при монтаже в передаче относительного его положения, соответствующего наилучшим условиям его зацепления с парным колесом.
Затем необходимо проверить боковой зазор в зацеплении конических колес. Контроль осуществляется аналогично контролю цилиндрических колес.
3. Ремонт червячных передач
Для червячных передач должен быть установлен наименьший гарантированный боковой зазор в зависимости от межосевого расстояния. Величину бокового зазора Сn можно замерить индикатором (рис. 3, а). Движок индикатора устанавливают перпендикулярно боковой поверхности одного из зубьев и снимают его показания при покачивании червячного колеса вдоль насколько позволяет зацепление с неподвижным червяком. Увеличить боковой зазор можно подшабровыванием нерабочей стороны зубьев колеса.
Монтаж червячных зубчатых колес на валах и проверку их осуществляют так же, как монтаж и проверку цилиндрических и конических зубчатых колес.
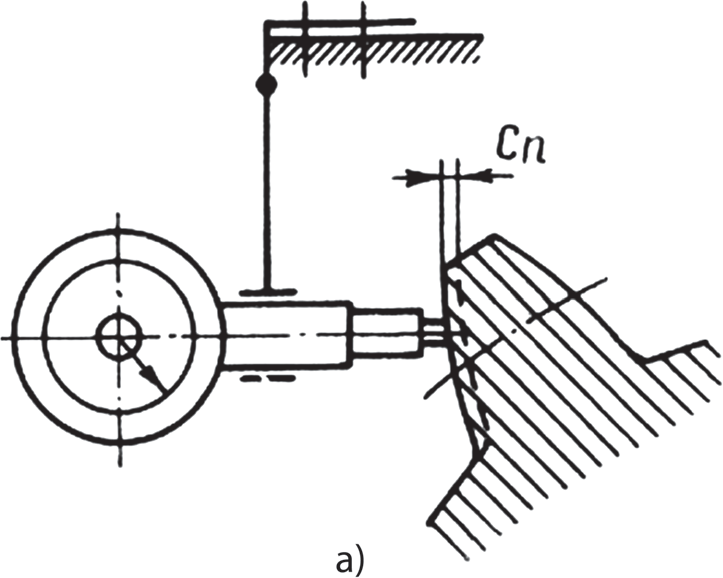
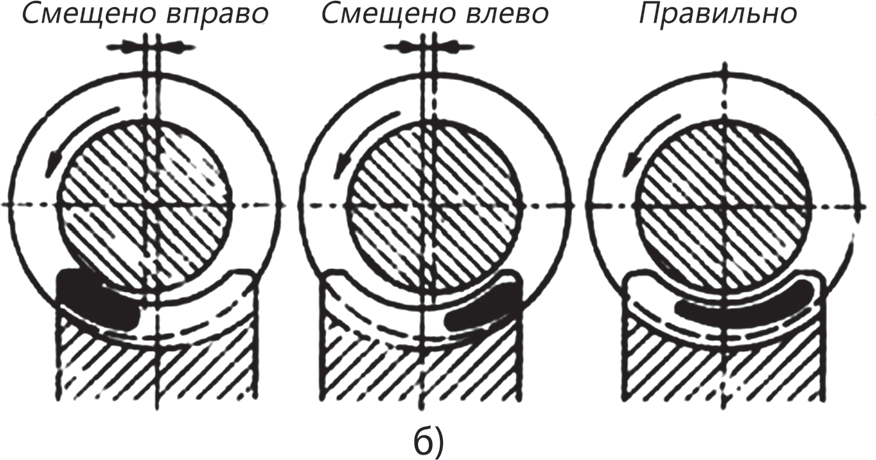
Рис. 3. Схема проверки: а — величины бокового зазора; б — расположения пятен контакта «по краске»
При сборке червячной передачи необходимо обеспечить совпадение средней плоскости колеса с осью червяка в пределах допускаемых отклонений.
Положение оси червяка относительно средней плоскости червячного колеса проверяют «на краску» (рис. 3, б). Краску наносят на винтовую поверхность червяка, после чего вводят его в зацепление с зубчатым колесом. Последующим поворотом червяка достигается получение отпечатков на зубьях червячного колеса, по характеру которых судят о качестве зацепления.
Прилегание рабочей стороны зубьев колеса к виткам червяка должно быть равномерным с распределением касания по всей рабочей высоте вдоль зубьев колеса (рис. 3, б). При правильном зацеплении червяка краска должна покрывать поверхность зуба червячного колеса не менее чем на 60–70% по длине и высоте.
Источник
Оборудование и инструмент для обработки зубчатых колёс
Для нарезания зубьев на венце шестерен используются в основном два метода: метод копирования и метод обкатки. Каждый из этих методов имеет свои преимущества и недостатки
Метод копирования заключается в следующем. Заготовка цилиндрического зубчатого колеса закрепляется на специальном делительном приспособлении, установленном на столе универсально-фрезерного станка. Приспособление должно обеспечивать с достаточной точностью деление окружности заготовки на заданное число зубьев. В шпинделе фрезерного станка закрепляется инструмент. В качестве инструмента для нарезания зубьев применяются дисковые и концевые фасонные фрезы, профиль которых соответствует профилю впадины между зубьями.
Такая фреза последовательно нарезает каждую впадину. После нарезания впадины заготовка при помощи делительного устройства поворачивается на один шаг и процесс повторяется. Для повышения стойкости фрез обработку производят в 2, а для крупномодульных в 3 прохода. Пальцевые фрезы при переточках теряют точность и кроме того производительность при работе такими фрезами не высокая. Чаще используются при нарезке шевронных колёс. Дисковые фрезы выдерживают большое количество переточек.
Обработка методом копирования требует для каждого сочетания модуля и числа зубьев иметь свою фрезу. Например, чтобы охватить различные типоразмеры зубчатых колёс одного модуля приходится иметь набор из 8 – 10 фрез. Это является одним из недостатков метода копирования (кроме невысокой производительности). К преимуществам метода следует отнести возможность использования универсального оборудования и оснастки. Поэтому этот метод используется в единичном и мелкосерийном производстве, а также при производстве ремонтных работ.

Обработка зубчатых колёс методом обкатки применяется в крупносерийном и массовом производстве при производстве цилиндрических зубчатых колёс с прямым и косым зубом на специальных зубофрезерных станках. В качестве обрабатывающего инструмента используется специальная червячная фреза, представляющая собой винт, у которого для образования режущих зубьев прорезаны канавки. Оси заготовки и инструмента перекрещиваются, угол скрещивания равен углу подъёма витка винтовой линии инструмента. При нарезании косозубых колёс ось инструмента дополнительно поворачивается на угол наклона зуба. В зависимости от направления зуба этот угол может вычитаться или суммироваться с углом подъёма витка фрезы.
В зубофрезерном станке выполняются следующие движения:
*главное движение – вращение инструмента с частотой, обеспечивающей заданную скорость резания;
*вращение заготовки, согласованное с вращением инструмента, обеспечивает деление на заданное число зубьев; при нарезании косозубых колёс заготовка получает дополнительный доворот;
*перемещение заготовки в радиальном направлении на величину высоты зуба (настроечное);
*перемещение инструмента вдоль оси заготовки – движение подачи.
Обработка ведётся при обильном охлаждении. В качестве СОЖ используется минеральное масло.
В мелкосерийном и серийном производстве для нарезания цилиндрических колёс применяют зубодолбёжные станки. На этих же станках нарезают зубчатые колёса с внутренним венцом

Станок имеет стол, на котором крепится заготовка, шпиндель для крепления инструмента. В отличие от зубофрезерного станка их оси параллельны. Обработка ведётся при имитации зацепления зубчатой пары. Инструмент – долбяк – имеет вид зубчатого колеса, но зубья его спрофилированы в виде резцов.
На станке выполняются следующие движения:
*вращение заготовки, закреплённой на столе станка;
*согласованное с ним вращение долбяка;
*возвратно – поступательное движение долбяка. Это движение является главным, так как оно обеспечивает скорость резания;
*движение врезания – перемещение заготовки или инструмента в радиальном направлении на высоту зуба. Это движение задаётся специально спрофилированным кулачком, который обеспечивает обработку за 1, 2, или 3 прохода. Такое же количество оборотов сделает заготовка.
Для обработки на зубофрезерных и зубодолбёжных станках заготовки устанавливаются на оправку с базированием по торцу детали. Для повышения производительности собирают пакет из нескольких заготовок.
В промышленном масштабе при производстве зубчатых колёс используется метод холодного и горячего накатывания зубьев, который обеспечивает получение заготовок 8й степени точности. Процесс холодного накатывания повышает производительность в несколько раз. Холодное накатывание можно производить по целому металлу для колес с модулем до 1,5 мм.
Для повышения качества на финишных операциях выполняется операция зубошлифования. Шлифование зубьев выполняется на специальных зубошлифовальных станках по одному из трёх методов:
*копирование; впадину между зубьями шлифуют абразивным кругом, заправленным по профилю впадины, аналогично фрезерованию методом копирования.
*обкатка зуба дисковыми абразивными кругами с прямолинейными боковыми сторонами профиля. Два крайних круга выполняют предварительную обработку, средний — чистовую. Такая обработка обеспечивает получение 5 — 6 степени точности.
*Шлифование зубьев червячным шлифовальным кругом по методу обкатки, аналогично зубофрезерованию.
Для получения высокого качества поверхности зубьев используют отделочные операции, в частности, хонингование зубьев. Хон представляет собой зубчатое колесо соответствующего модуля из особого состава с абразивом. Хон имитирует зацепление с обрабатываемым колесом по типу зубчатого зацепления. Хонингование выполняется на станках типа шевинговальных, у которого инструмент или заготовка притормаживается для создания необходимого усилия притирки. Колесо совершает реверсивное вращательное движение, чтобы обеспечить притирку обеих сторон зуба и возвратно-поступательное движение вдоль оси, но без радиальной подачи Хонингование зубчатых колёс не исправляет погрешности, а только улучшает чистоту поверхности.Применяется для колёсмодулем 1,5÷6мм.Припуск под хонингование не превышает 0,02÷0,05 мм.

Построение технологического маршрута обработки зубчатых колёс во многом зависит от технических требований к изделию, конструктивных особенностей и масштаба производства. Чем выше степень точности изготавливаемого колеса, тем большее внимание уделяется вопросам стабилизации материала, которое достигается термической обработкой.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник